TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023079308
公報種別
公開特許公報(A)
公開日
2023-06-08
出願番号
2021192716
出願日
2021-11-29
発明の名称
射出成形機
出願人
株式会社ソディック
代理人
主分類
B29C
45/53 20060101AFI20230601BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形材料の漏出量の抑制と、プランジャと射出シリンダとの接触の抑制を両立しつつ、射出シリンダとプランジャのクリアランスを比較的大きく設けることができる、射出成形機を提供する。
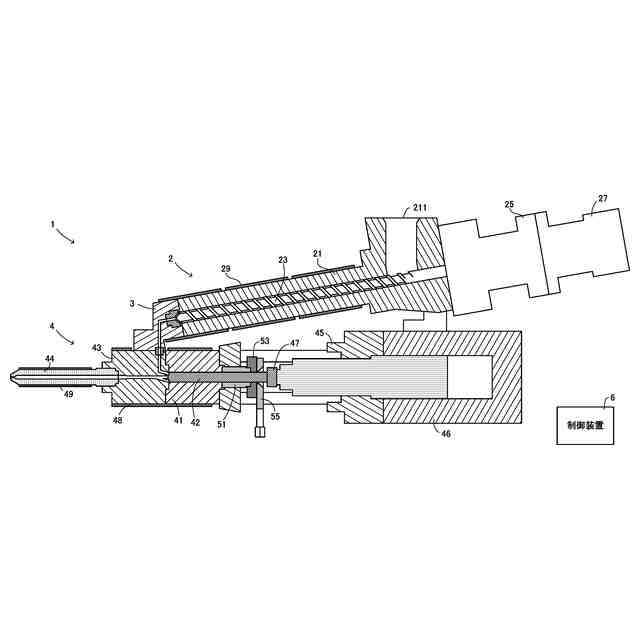
【解決手段】成形材料を可塑化する可塑化部と、成形材料を計量し射出する射出部と、可塑化部と射出部とを接続するジャンクションと、制御装置と、を備え、可塑化部は、可塑化シリンダと、スクリュと、を含み、射出部は、射出シリンダと、プランジャと、射出シリンダの後端に設けられプランジャが挿通されるシールリングと、を含み、プランジャと射出シリンダとの間の間隔である第1のクリアランスは、プランジャとシールリングとの間の間隔である第2のクリアランスよりも大きく、シールリングは冷却可能に構成され、プランジャとシールリングとの間に流入した成形材料を固化または増粘させる、射出成形機が提供される。
【選択図】図2
特許請求の範囲
【請求項1】
少なくとも樹脂を含んでなる成形材料が供給され、前記成形材料を可塑化する可塑化部と、
前記可塑化部から送られた前記成形材料を計量し射出する射出部と、
前記可塑化部と前記射出部とを接続するジャンクションと、
前記可塑化部および前記射出部を制御する制御装置と、を備え、
前記可塑化部は、
前記成形材料が供給される可塑化シリンダと、
前記可塑化シリンダ内に回転自在に設けられるスクリュと、を含み、
前記射出部は、
前記可塑化シリンダから前記成形材料が送られる射出シリンダと、
前記射出シリンダ内に進退自在に設けられるプランジャと、
前記射出シリンダの後端に設けられ、前記プランジャが挿通されるシールリングと、を含み、
前記プランジャの中心軸と前記射出シリンダの中心軸とが一致しているときの前記プランジャと前記射出シリンダとの間の間隔である第1のクリアランスは、前記プランジャの前記中心軸と前記射出シリンダの前記中心軸とが一致しているときの前記プランジャと前記シールリングとの間の間隔である第2のクリアランスよりも大きく、
前記シールリングは冷却可能に構成され、前記プランジャと前記シールリングとの間に流入した前記成形材料を固化または増粘させる、射出成形機。
続きを表示(約 990 文字)
【請求項2】
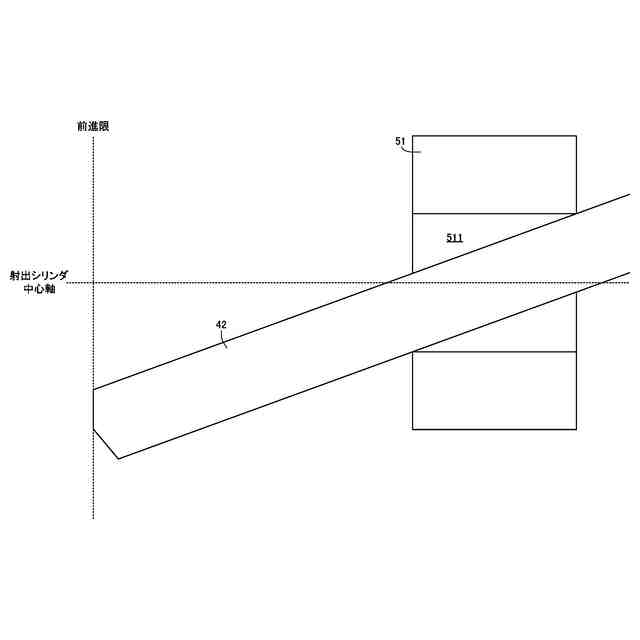
前記第1のクリアランスは、前記プランジャにおいて、任意の母線である第1の母線を有する側を一方側、前記第1の母線と反対側の母線である第2の母線を有する側を他方側としたとき、前記プランジャが可能な限り前進し、前記プランジャの一方側が前記シールリングの後端と接しており、前記プランジャの他方側が前記シールリングの前端と接した状態における、前記射出シリンダの中心軸と、プランジャの他方側における前端位置との距離から、前記プランジャの半径を減じた値よりも大きい、請求項1に記載の射出成形機。
【請求項3】
前記射出部は、前記シールリングを保持するとともに、前記シールリングを前記射出シリンダに固定するホルダをさらに含む、請求項1または請求項2に記載の射出成形機。
【請求項4】
前記射出部は、温調媒体が流通可能な媒体流路を有し、前記シールリングに直接的または間接的に当接して前記シールリングを冷却する温調ブロックをさらに含む、請求項1から請求項3のいずれか1項に記載の射出成形機。
【請求項5】
前記射出部は、
前記シールリングの温度を検出する温度センサと、
前記媒体流路への前記温調媒体の供給のオン/オフを切り換える開閉弁と、をさらに含み、
前記制御装置は、前記温度センサの検出値に基づき、前記シールリングが所望の温度となるよう前記開閉弁を制御する、請求項4に記載の射出成形機。
【請求項6】
前記成形材料は、前記樹脂と、フィラーと、を含んでなる、請求項1から請求項5のいずれか1項に記載の射出成形機。
【請求項7】
前記第2のクリアランスは、前記フィラーの最大直径を2で除した値以上である、請求項6に記載の射出成形機。
【請求項8】
前記フィラーは、金属からなる、請求項6または請求項7に記載の射出成形機。
【請求項9】
前記シールリングは、前記フィラーとの摩擦係数が0.6以下であり、ロックウェル硬さHRCが60以上である材料からなる、請求項6から請求項8のいずれか1項に記載の射出成形機。
【請求項10】
前記成形材料は、可塑化時に腐食性ガスを生じる材料である、請求項1から請求項9のいずれか1項に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機に関する。特に本発明は、スクリュプリプラ式射出成形機に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
射出成形機は、成形材料を可塑化し、所定量計量して金型へと射出して、所望の成形品を成形する。現在実用化されている射出成形機は、主にインラインスクリュ方式とスクリュプリプラ方式に大別される。
【0003】
スクリュプリプラ式射出成形機は、可塑化シリンダと、可塑化シリンダ内に回転自在に設けられるスクリュと、射出シリンダと、射出シリンダ内に進退自在に設けられるプランジャと、を備える。可塑化シリンダ内でスクリュが回転して、成形材料が可塑化され、射出シリンダに送られる。そして、射出シリンダ内のプランジャが後退して成形材料が計量され、計量後プランジャが前進して成形材料を射出する。
【0004】
かじりを防止するため、プランジャの外面と射出シリンダの内面との間には、ある程度のクリアランスが設けられる必要がある。プランジャと射出シリンダの隙間を通り、可塑化した成形材料が、射出シリンダの後部からわずかに漏出することがある。成形材料の漏出量が大きかったりばらつきがあったりすると、成形の安定性が損なわれる。そこで、通常はクリアランスを可能な限り小さくし、漏出量を低減させるとともに一定に保ち、安定した成形を実現している。
【0005】
例えば、特許文献1は、スクリュプリプラ式射出成形機において、プランジャと射出シリンダをそれぞれ温度制御することにより、クリアランスを最適値に保つ構成を開示している。
【先行技術文献】
【特許文献】
【0006】
特許第2549357号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
一部の成形材料においては、プランジャと射出シリンダのクリアランスが小さすぎると、かえって良好な成形が行えない場合や、部材の消耗が激しくなる場合がある。
【0008】
成形材料には、樹脂に加え、物性向上等を目的として様々なフィラーが添加されることがある。また、成形材料には、金属粉末やセラミック粉末等のフィラーを主材とし、それにバインダーとしての樹脂を混合したものがある。本明細書では、その形状および混合比率を問わず、樹脂に混合されて使用される充填剤を広くフィラーという。このような、樹脂とフィラーとを含んでなる材料を成形材料として使用したとき、プランジャの前後退に伴い、プランジャと射出シリンダの間に入り込んだフィラーがプランジャや射出シリンダに押し付けられて各部に固着する可能性がある。特に、フィラーが金属である場合、固着が起こりやすい。フィラーが部材に固着すると、プランジャの摺動性が悪化して成形が不安定になったり、プランジャや射出シリンダが摩耗したりする虞がある。
【0009】
また、成形材料によっては、可塑化時に腐食性のアウトガスを生じ得るため、プランジャや射出シリンダが腐食することがある。腐食が進行して表面硬度が低下した状態で射出動作を繰り返すと、プランジャと射出シリンダが接触したときに、成形材料にプランジャまたは射出シリンダを構成する鋼材の一部が溶出する虞がある。このような溶出は、成形品の表面に黒色のスジやモヤ等が発生する成形不良を引き起こす。
【0010】
フィラーの固着を回避するため、あるいは、プランジャと射出シリンダとの接触を回避するために、プランジャと射出シリンダのクリアランスを大きくすることが考えられる。しかしながら、単純にクリアランスを大きくしただけでは、成形材料の漏出量が増え、成形の安定性が損なわれる。また、クリアランスが大きいとプランジャが射出シリンダ内でぐらつきやすくなるため、かえってプランジャと射出シリンダとの接触が誘発される可能性がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
3か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
積層基材の製造方法
5か月前
輝創株式会社
接合方法
3か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
株式会社不二越
射出成形機
6か月前
グンゼ株式会社
印刷層の除去方法
3か月前
六浦工業株式会社
接着装置
3か月前
株式会社吉野工業所
計量キャップ
4か月前
東レエンジニアリング株式会社
処理装置
6か月前
AGC株式会社
車両窓用窓ガラス
7か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
株式会社城北精工所
押出成形用ダイ
1か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
東レ株式会社
リーフディスク型フィルター
4か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
UBEマシナリー株式会社
シミュレータ装置
3か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
三井化学株式会社
光学部材の製造方法
6か月前
東レエンジニアリング株式会社
立体造形装置
4か月前
株式会社イクスフロー
成形装置
28日前
東レエンジニアリング株式会社
立体造形方法
6か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
TOWA株式会社
樹脂成形装置
6か月前
NISSHA株式会社
加飾成形品の製造方法
11日前
東レ株式会社
樹脂の除去方法、樹脂の除去装置
2か月前
東レエンジニアリング株式会社
テープ貼付装置
6か月前
東レ株式会社
被膜剥離装置および被膜剥離方法
7か月前
東レエンジニアリング株式会社
テープ貼付装置
2か月前
株式会社カネカ
成形体の製造方法、及び成形体
4か月前
東レエンジニアリング株式会社
テープ貼付装置
6か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ