TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023083750
公報種別
公開特許公報(A)
公開日
2023-06-16
出願番号
2021197617
出願日
2021-12-06
発明の名称
型締装置
出願人
株式会社松田製作所
代理人
個人
主分類
B29C
45/64 20060101AFI20230609BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】簡易な構成で、金型型締め時における最適な押圧位置と押圧量を調整し、金型の変形を極力な減少し得る型締装置を提供する。
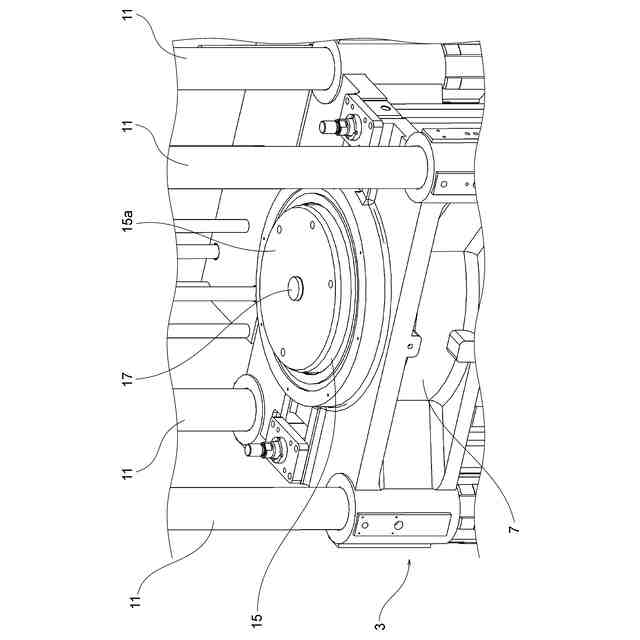
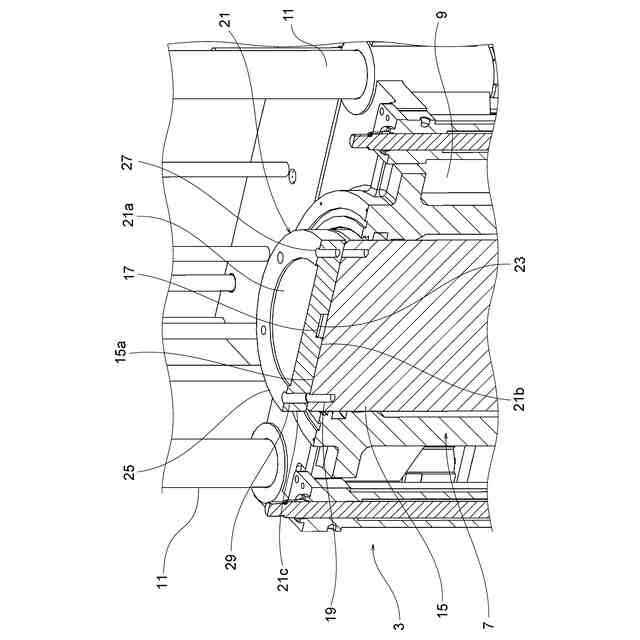
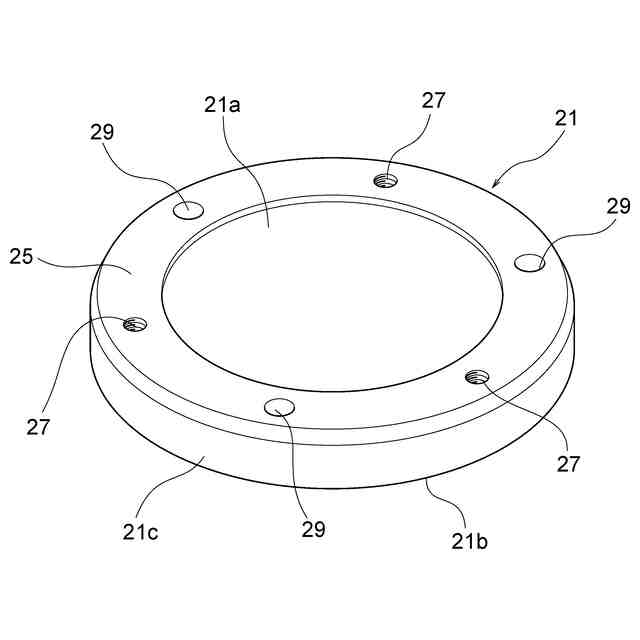
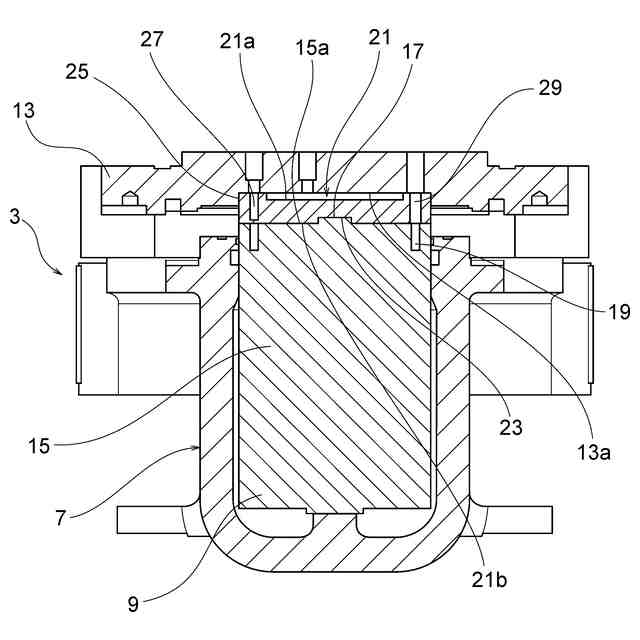
【解決手段】固定盤と可動盤との間に金型を配すると共に、型締ラム15によって可動盤を移動させて型締する型締装置であって、前記可動盤の反金型配設面と、前記型締ラム15の可動盤対向面15aと、の間に、押圧位置と押圧量を調整可能な面圧調整部材21を介在させ、前記型締ラム15は、面圧調整部材対向面15aに第一の係合部17が設けられ、前記面圧調整部材21は、型締ラム対向面21bに、前記第一の係合部17と着脱可能に係合される第二の係合部23が設けられており、前記面圧調整部材21は、前記可動盤13の反金型配設面13aと対向する第一面部21aに凸面部25を設けている。
【選択図】図2
特許請求の範囲
【請求項1】
固定盤と可動盤との間に金型を配すると共に、型締ラムによって可動盤を移動させて型締する型締装置であって、
前記可動盤の反金型配設面と、前記型締ラムの可動盤対向面と、の間に、押圧位置と押圧量を調整可能な面圧調整部材を介在させ、
前記型締ラムは、面圧調整部材対向面に第一の係合部が設けられ、
前記面圧調整部材は、型締ラム対向面に、前記第一の係合部と着脱可能に係合される第二の係合部が設けられており、
前記面圧調整部材は、前記可動盤の反金型配設面と対向する第一面部に凸面部を設けていることを特徴とする型締装置。
続きを表示(約 140 文字)
【請求項2】
前記凸面部は、前記第一面部の縁部領域に突条に連続して周設されていることを特徴とする請求項1に記載の型締装置。
【請求項3】
前記凸面部は、前記第一面部の中央領域にて小径円柱状に突設されていることを特徴とする請求項1に記載の型締装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形装置等に組み込まれる型締装置、特に、油圧シリンダによって、直接的に型締力を発生させる直圧式の型締装置の改良に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
例えば、射出成形装置等に組み込まれる型締装置は、固定金型を配設する固定盤と型締シリンダのシリンダ部とがタイバーによって連結され、これらの間に可動金型を配設する可動盤がタイバーに沿って移動可能に構成されている。
型締装置には、直圧式、トグル式などが広く知られており、例えば、直圧式の型締装置の場合、型締シリンダの型締ラムによって可動盤を進退動させることにより、固定金型と可動金型との開閉および型締を行なう。そして、射出装置の加熱筒のノズルは、固定金型のスプルブッシュに密着させ、溶融樹脂を加熱筒から金型キャビティ内に射出し、金型キャビティ内の樹脂が固化した後、型締ラムを後退させ、金型を開いて成形品を取り出す。
【0003】
従来の型締装置では、次のような課題を有している。
従来、一般的な型締装置3では、型締シリンダ7の型締ラム5は、その可動盤対向面(頂面)15aを、可動盤13のラム対向面(底面)13aに直接密着させて固定していた(図8参照。)。
型締ラム15による型締力は、例えば、固定盤と可動盤を変形させるため、固定金型と可動金型との合わせ面に面圧の不均一が生じることがある。
【0004】
このような金型合わせ面の面圧の不均一は、厚み不均一など成形品の精度低下を招く虞があった。
また、例えば、大きなサイズの金型の場合、中心部分の面圧が高く、端(外周)部分に行くにしたがって面圧が低くなってしまうことがあるため、面圧の低い端(外周)部分にバリが発生してしまうといった不具合が起こり得る。これに対し、小さなサイズの金型の場合、中心部分の面圧が低く、端(外周)部分に行くにしたがって面圧が高くなってしまうことがあるため、面圧の低い中心部分に対応した製品の中心部分の厚みと端の部分の厚みとに違いが発生してしまうといった不具合が起こり得る。
特に製品厚みが重要な製品(例えば、光ディスクなどの薄肉製品等)にあってはこのような金型の変形による影響は極めて高いものである。
このような金型変形の問題は、例えば、剛性を上げれば解決すると考えられるが現実問題として困難でこの解決案は到底採用不可能であり、また、厚みを上げれば解決するとも考えられるが、この解決案は寸法的な問題から装置全体の大型化などを招き、到底採用は不可能である。
【0005】
そこで、従来、特許文献1や特許文献2に開示の構成のように、種々対応策を施した解決手段が提案されてきたが、いずれも構成が複雑であるか、あるいは作業性が悪く生産効率の低下を招くこと等から、この課題を現実に解決可能な技術的手段は採用されていなかった。
本発明者等は、型締時の金型が変形することを考慮しつつ、上下金型の変形量を同調させることによって合わせ面の面圧を均一化させることに着目して鋭意研究を重ねて本発明に至った。
【先行技術文献】
【特許文献】
【0006】
特許第3438810号
特許第3219808号
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、このような問題を解決するためになされており、その目的は、簡易な構成で、金型型締め時における最適な押圧位置と押圧量を調整し、金型の面圧を均一化し得る型締装置を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するために、第1の本発明は、固定盤と可動盤との間に金型を配すると共に、型締ラムによって可動盤を移動させて型締する型締装置であって、
前記可動盤の反金型配設面と、前記型締ラムの可動盤対向面と、の間に、押圧位置と押圧量を調整可能な面圧調整部材(ラムスペーサ)を介在させ、
前記型締ラムは、面圧調整部材対向面に第一の係合部が設けられ、
前記面圧調整部材は、型締ラム対向面に、前記第一の係合部と着脱可能に係合される第二の係合部が設けられており、
前記面圧調整部材は、前記可動盤の反金型配設面と対向する第一面部に凸面部を設けていることを特徴とする型締装置としたことである。
【0009】
第2の本発明は、第1の本発明において、前記凸面部は、前記第一面部の縁部領域に突条に連続して周設されていることを特徴とする型締装置としたことである。
【0010】
第3の本発明は、第1の本発明において、前記凸面部は、前記第一面部の中央領域にて小径円柱状に突設されていることを特徴とする型締装置としたことである。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
シート成形口金
3か月前
東レ株式会社
金型の製造方法
3か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
東レ株式会社
積層基材の製造方法
5か月前
睦月電機株式会社
樹脂成形用金型
7か月前
輝創株式会社
接合方法
3か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
六浦工業株式会社
接着装置
3か月前
AGC株式会社
車両窓用窓ガラス
7か月前
株式会社吉野工業所
計量キャップ
4か月前
株式会社不二越
射出成形機
6か月前
グンゼ株式会社
印刷層の除去方法
3か月前
東レエンジニアリング株式会社
処理装置
6か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
株式会社城北精工所
押出成形用ダイ
1か月前
東レ株式会社
リーフディスク型フィルター
4か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
UBEマシナリー株式会社
シミュレータ装置
3か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
TOWA株式会社
樹脂成形装置
6か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
株式会社イクスフロー
成形装置
28日前
東レエンジニアリング株式会社
立体造形方法
3か月前
三井化学株式会社
光学部材の製造方法
6か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
NISSHA株式会社
加飾成形品の製造方法
11日前
東レエンジニアリング株式会社
立体造形装置
4か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ


































