TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024122033
公報種別
公開特許公報(A)
公開日
2024-09-09
出願番号
2023029340
出願日
2023-02-28
発明の名称
溶着装置及び溶着方法
出願人
空研工業株式会社
代理人
個人
主分類
B29C
65/08 20060101AFI20240902BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】複数に重ねた合成樹脂製の充填材シートを加熱により溶融し、溶けた溶融液を充填材シートの層間に十分量で保持した状態で固化させることで充填材シートを強固に接着すると共に、高い強度の充填材を作成することを可能とする溶着装置及び溶着方法を提供する。
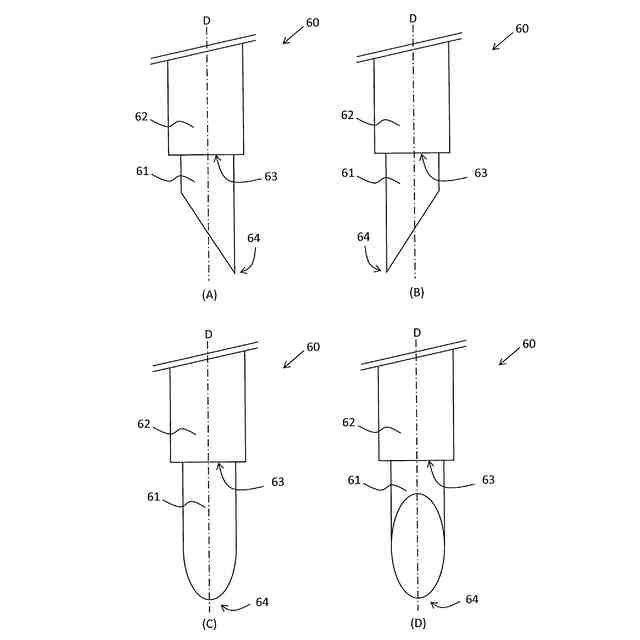
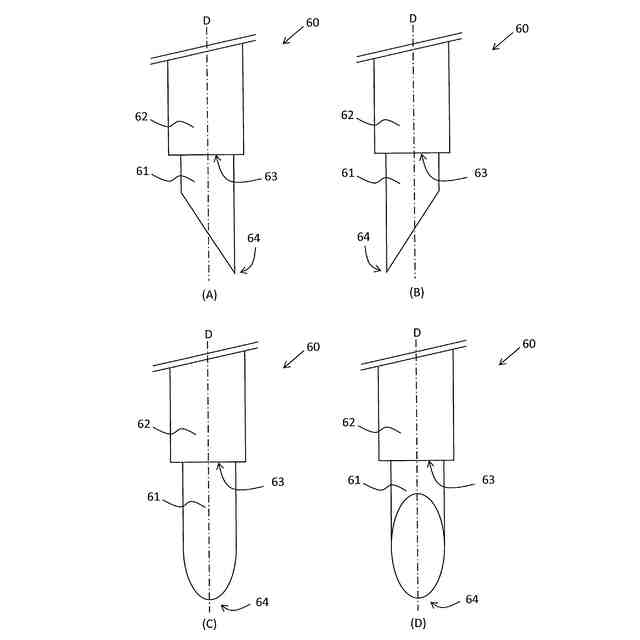
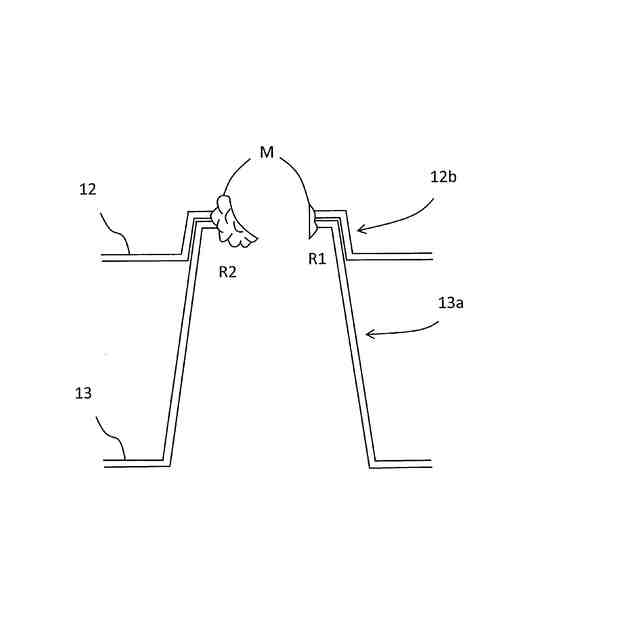
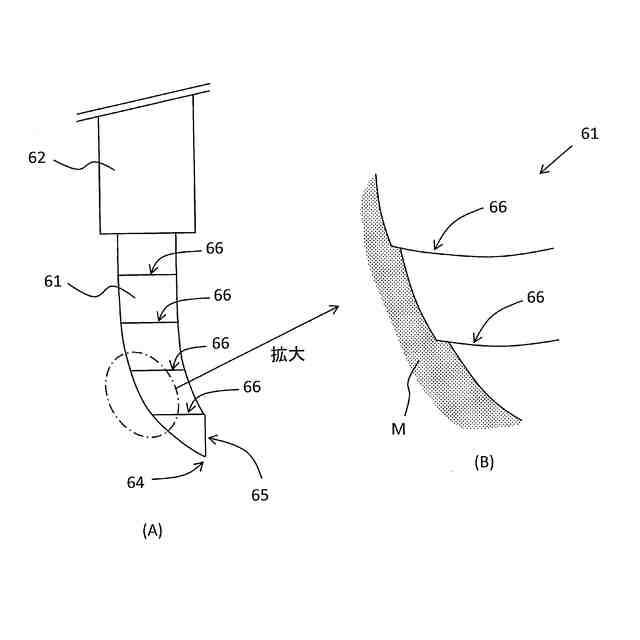
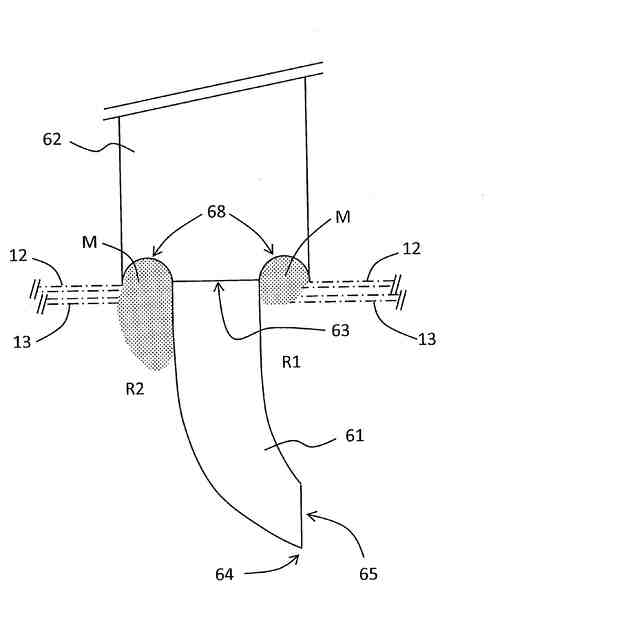
【解決手段】合成樹脂製の複数の充填材シート11を重ねて溶着して一体化する溶着装置60において、重ねられた複数の前記充填材シート11の一方の表面に先端部64を接触した状態で、加熱により前記充填材シート11に貫通孔を開けて充填材シート11同士を溶着する溶着部61を備え、前記溶着部61は、前記充填材シート11に対して押入する方向を長手方向とする棒状体であり、当該棒状体は、末端部63から先端部64に向かって次第に先細状に形成され、前記先端部64が前記棒状体の長手方向中心軸Dから偏心した位置になっている。
【選択図】図3
特許請求の範囲
【請求項1】
合成樹脂製の複数の充填材シートを重ねて溶着して一体化する溶着装置において、
重ねられた複数の前記充填材シートの一方の表面に先端部を接触した状態で、加熱により前記充填材シートに貫通孔を開けて充填材シート同士を溶着する溶着部を備え、
前記溶着部は、前記充填材シートに対して押入する方向を長手方向とする棒状体であり、当該棒状体は、末端部から先端部に向かって次第に先細状に形成され、前記先端部が前記棒状体の長手方向中心軸から偏心した位置になっていることを特徴とする溶着装置。
続きを表示(約 780 文字)
【請求項2】
請求項1に記載の溶着装置において、
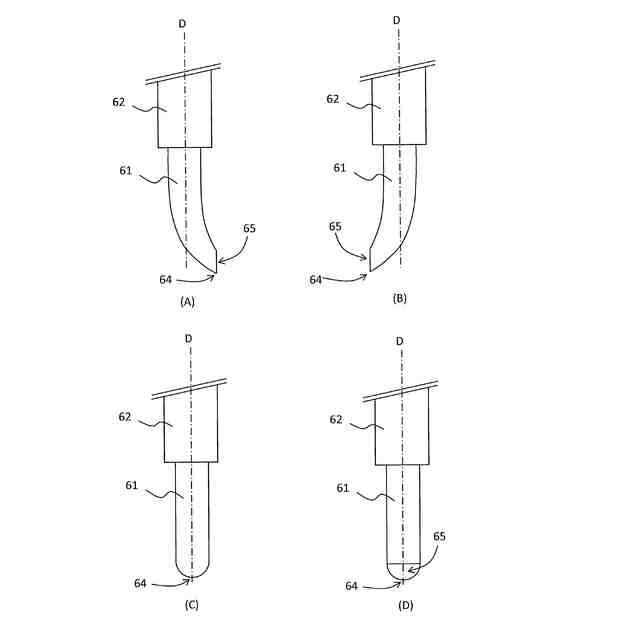
前記溶着部は、前記棒状体の長手方向中心軸から前記先端部が偏心して位置する方向に向かって湾曲又は屈曲していることを特徴とする溶着装置。
【請求項3】
請求項1又は2に記載の溶着装置において、
前記溶着部による前記充填材シートへの加熱が超音波振動による加熱であることを特徴とする溶着装置。
【請求項4】
請求項1又は2に記載の溶着装置において、
前記溶着部の棒状体は、先端部が偏心して位置する方向の側面側に前記押入方向に沿った面領域を有することを特徴とする溶着装置。
【請求項5】
請求項1又は2に記載の溶着装置において、
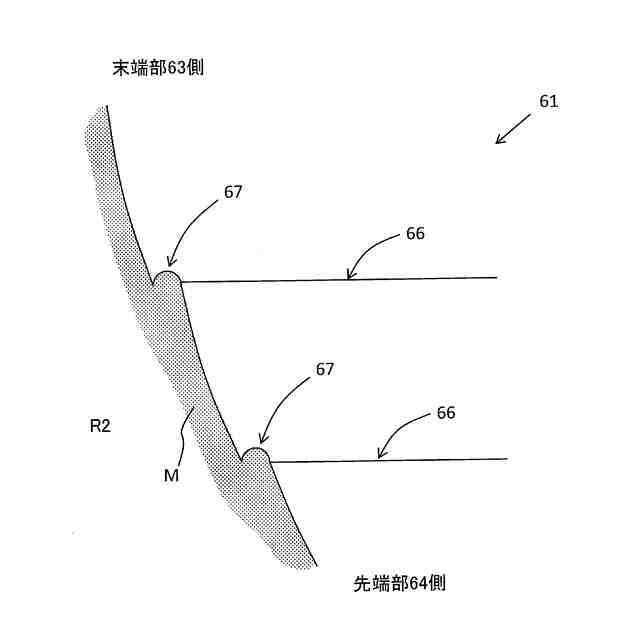
前記溶着部の棒状体が、末端部から先端部に向かって1又は複数の段差を形成していることを特徴とする溶着装置。
【請求項6】
請求項5に記載の溶着装置において、
前記段差が、前記棒状体の先端部側から末端部側に向かって窪んだ凹溝状に形成されていることを特徴とする溶着装置。
【請求項7】
請求項1又は2に記載の溶着装置において、
前記溶着部の末端側に連結して前記溶着部を支持する支持部を備え、
前記支持部と前記溶着部との間に段差が形成されており、前記支持部の段差部分が前記溶着部の末端側に向かって窪んだ凹溝状に形成されていることを特徴とする溶着装置。
【請求項8】
請求項1又は2に記載の溶着装置を用いた溶着方法であって、
前記棒状体の長手方向中心軸から見て前記棒状体の先端部が偏心した位置の反対側の領域が、前記充填材シートを起立して使用する場合に上方となるように前記貫通孔を開けて充填材シート同士を溶着することを特徴とする溶着方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、合成樹脂製の複数の充填材シートを重ねて溶着して一体化する溶着装置等に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
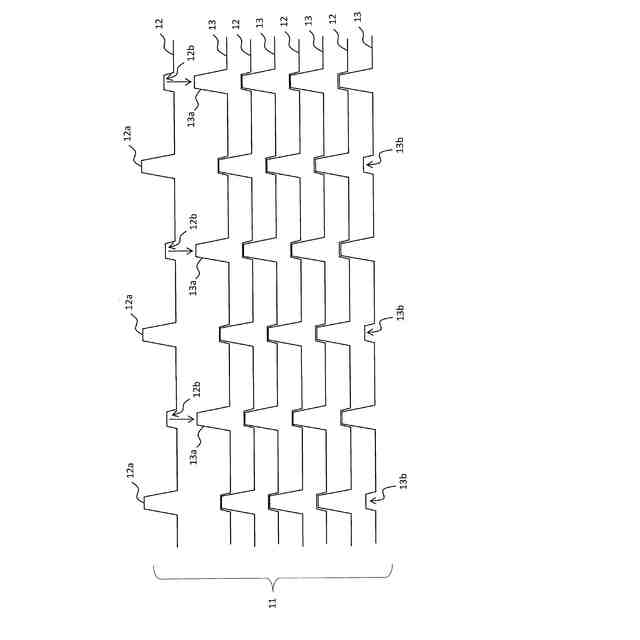
工場や空気調和設備などで循環使用する水などの液相の熱媒体の冷却を目的として野外に設置される冷却塔のうち、冷却塔内部の熱交換部として充填材を用いる開放式冷却塔では、充填材を流下する循環水と空気とを直接接触させて熱交換させる仕組みとなっている。こうした開放式冷却塔に用いられる充填材は、一般に真空成形により循環水の流下状態を制御するための凹凸パターンを形成したポリ塩化ビニル等の合成樹脂製の充填材シートを接着剤で貼り合わせつつ、複数重ねて一体のブロック状として形成される。しかしながら、接着剤で充填材シートの貼り合わせを行う場合、例えば海外などで現地組み立てを行うことを想定すると、接着剤が危険物の扱いとなるため充填材シートと接着剤とを現地に別々に輸送する必要があり、輸送コストの上昇や日程調整等の手間が掛かってしまうという問題がある。また、接着剤は中毒性がある物質であるため、製造に関わる作業員の健康リスクと共に、作業員の確保も困難となる。併せて、接着後は乾燥のために多くの時間、場所及び設備が必要になってしまう。そのため、接着材を使用せずに充填材シートを貼り合わせる技術が望まれる。
【0003】
接着剤を用いずに充填材シートを貼り合わせる技術として、例えば特許文献1ないし3に示す技術が開示されている。特許文献1に示す技術は、多数の突設部を有するプラスチック製充填材シートの該突設部を、他のプラスチック製充填材シートに当接し、該当接箇所を超音波発振機によりスポット溶着するものである。
【0004】
特許文献2に示す技術は、先に供給された単板を下桟で持ち上げて待機させ、その下にコンベヤによって新たな単板を供給し、直前に供給された単板を上桟によって支え、新たに供給した単板を上昇させて先の単板と当接状態に保持し、下から溶着ピンなどの溶着手段(超音波発振器)を上昇させて両者を溶着し、これにより、押圧力は溶着しようとする単板間にのみ作用し、全体の撓み、歪みを生じることなく溶着され、これを所定回数繰り返すことにより、所望の積層材を能率的に製造するものである。
【0005】
特許文献3に示す技術は、超音波振動用工具ホーンに、少なくとも尖端部とくびれ部を形成し、重ねた二以上の熱可塑性樹脂材に押圧し、超音波振動する工具ホーンの尖端部で重ねた二以上の熱可塑性樹脂材に貫通孔を開けるとともに溶融し、工具ホーンのくびれ部に溶融した熱可塑性樹脂材を取り込んだ後、工具ホーンを押圧方向と逆方向に引き抜くことによって、工具ホーンのくびれ部に取り込んだ溶融した熱可塑性樹脂材を貫通孔から持ち上げ、リング状部に成形して、冷却・固化して熱可塑性樹脂材を一体化するものである。
【先行技術文献】
【特許文献】
【0006】
特開平04-223136号公報
特開平08-159117号公報
特開2012-240376号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1や特許文献2に示す技術は、突起部や溶着手段を充填材シートなどの溶着対象に当接させ、この当接箇所を表面から超音波等で接合するものであり、重ねられた溶着対象の層間が十分に溶着されず接着強度が弱くなってしまうという課題を有する。
【0008】
また、特許文献3に示す技術は、溶融棒に尖端部とくびれ部とを形成することで、重ねた熱可塑性樹脂材に貫通孔を開けると共に、くびれ部に溶融した熱可塑性樹脂材を取り込んで固化させることで熱可塑性樹脂材を一体化するが、先端部の径がくびれ部の径よりも大きくなっているため、貫通孔から引き抜く際にくびれ部に取り込んだ熱可塑性樹脂材が表面側に引き出されてしまい、重ねられた熱可塑性樹脂材の間を十分に固着することができない場合があるという課題を有する。
【0009】
本発明は上記課題を解決するためになされたものであり、複数に重ねた合成樹脂製の充填材シートを加熱することで溶融し、溶けた溶融液を充填材シートの層間に十分量で保持した状態で固化させることで充填材シートを強固に接着すると共に、高い強度の充填材を作成することを可能とする溶着装置及び溶着方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明に係る溶着装置は、合成樹脂製の複数の充填材シートを重ねて溶着して一体化する溶着装置において、重ねられた複数の前記充填材シートの一方の表面に先端部を接触した状態で、加熱により前記充填材シートに貫通孔を開けて充填材シート同士を溶着する溶着部を備え、前記溶着部は、前記充填材シートに対して押入する方向を長手方向とする棒状体であり、当該棒状体は、末端部から先端部に向かって次第に先細状に形成され、前記先端部が前記棒状体の長手方向中心軸から偏心した位置になっているものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
空研工業株式会社
溶着装置及び溶着方法
3か月前
東レ株式会社
溶融紡糸設備
6か月前
東レ株式会社
吹出しノズル
23日前
東レ株式会社
金型の製造方法
11か月前
CKD株式会社
型用台車
2日前
東レ株式会社
プリプレグテープ
3か月前
津田駒工業株式会社
連続成形機
9か月前
株式会社日本製鋼所
押出機
2か月前
グンゼ株式会社
ピン
9日前
個人
射出ミキシングノズル
2か月前
株式会社シロハチ
真空チャンバ
1か月前
東レ株式会社
一体化成形品の製造方法
4か月前
帝人株式会社
成形体の製造方法
5か月前
株式会社リコー
シート剥離装置
4か月前
株式会社日本製鋼所
押出成形装置
3か月前
グンゼ株式会社
印刷層の除去方法
11か月前
TOWA株式会社
成形型清掃用のブラシ
2か月前
三菱自動車工業株式会社
予熱装置
2か月前
株式会社リコー
画像形成システム
15日前
株式会社日本製鋼所
押出成形装置
3か月前
大塚テクノ株式会社
樹脂製の構造体
9か月前
日東工業株式会社
インサート成形機
17日前
KTX株式会社
シェル型の作製方法
5か月前
トヨタ自動車株式会社
真空成形方法
7か月前
株式会社リコー
シート処理システム
4か月前
株式会社ニフコ
樹脂製品の製造方法
2か月前
株式会社城北精工所
押出成形用ダイ
9か月前
トヨタ自動車株式会社
3Dプリンタ
16日前
小林工業株式会社
振動溶着機
6か月前
トヨタ自動車株式会社
真空成形装置
7か月前
株式会社リコー
シート処理システム
4か月前
株式会社イクスフロー
成形装置
8か月前
株式会社日本製鋼所
射出成形機
15日前
NISSHA株式会社
加飾成形品の製造方法
8か月前
豊田鉄工株式会社
接合体及び接合方法
3か月前
株式会社スリーエス
光造形装置
7か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































