TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024146209
公報種別
公開特許公報(A)
公開日
2024-10-15
出願番号
2023058980
出願日
2023-03-31
発明の名称
転写シート及びこれを利用した樹脂成形品の製造方法
出願人
大日本印刷株式会社
代理人
個人
,
個人
主分類
B32B
27/00 20060101AFI20241004BHJP(積層体)
要約
【課題】幅広い温度領域(例えば240℃~280℃)において、優れた転写特性を発揮する、転写シートを提供する。
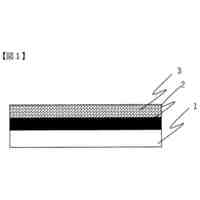
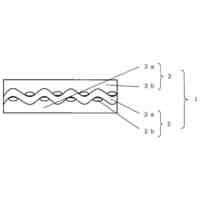
【解決手段】少なくとも、転写用基材と、転写層とがこの順に積層された転写シートであって、
前記転写層の前記転写用基材側とは反対側の表面は、接着層により構成されており、
前記接着層は、塩化ビニル-酢酸ビニル共重合体を含み、
前記塩化ビニル-酢酸ビニル共重合体は、塩化ビニルと酢酸ビニルの重合比率(塩化ビニル:酢酸ビニル)が、質量基準で82:18~99:1の範囲であり、
前記塩化ビニル-酢酸ビニル共重合体の重量平均分子量が、75000以下である、転写シート。
【選択図】なし
特許請求の範囲
【請求項1】
少なくとも、転写用基材と、転写層とがこの順に積層された転写シートであって、
前記転写層の前記転写用基材側とは反対側の表面は、接着層により構成されており、
前記接着層は、塩化ビニル-酢酸ビニル共重合体を含み、
前記塩化ビニル-酢酸ビニル共重合体は、塩化ビニルと酢酸ビニルの重合比率(塩化ビニル:酢酸ビニル)が、質量基準で82:18~99:1の範囲であり、
前記塩化ビニル-酢酸ビニル共重合体の重量平均分子量が、75000以下である、転写シート。
続きを表示(約 840 文字)
【請求項2】
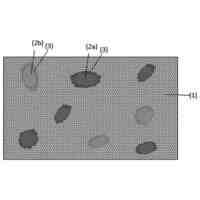
前記接着層は、粒子を含む、請求項1に記載の転写シート。
【請求項3】
前記転写用基材の前記転写層とは反対側に、ブロッキング防止層をさらに備える、請求項1又は2に記載の転写シート。
【請求項4】
前記転写層と前記転写用基材との間に、離型層が積層されている、請求項1又は2に記載の転写シート。
【請求項5】
前記転写層は、保護層、プライマー層、及び装飾層からなる群より選択される少なくとも1種の層をさらに含んでいる、請求項1又は2に記載の転写シート。
【請求項6】
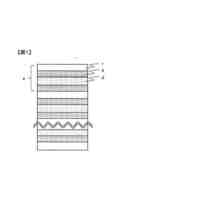
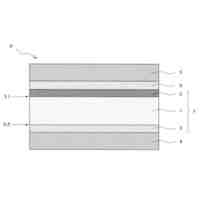
少なくとも、成形樹脂層と、転写層と、転写用基材とがこの順に積層された、転写用基材付き加飾樹脂成形品であって、
前記転写層の前記転写用基材側とは反対側の表面は、接着層により構成されており、
前記接着層は、塩化ビニル-酢酸ビニル共重合体を含み、
前記塩化ビニル-酢酸ビニル共重合体は、塩化ビニルと酢酸ビニルの重合比率(塩化ビニル:酢酸ビニル)が、質量基準で82:18~99:1の範囲であり、
前記塩化ビニル-酢酸ビニル共重合体の重量平均分子量が、75000以下である、転写用基材付き樹脂成形品。
【請求項7】
請求項1又は2に記載の転写シートの転写層が成形樹脂層に転写されてなる、樹脂成形品であって、
少なくとも、成形樹脂層と、前記転写層とがこの順に積層されており、
前記転写層の前記転写用基材側とは反対側の表面は、前記接着層により構成されており、
前記接着層は、塩化ビニル-酢酸ビニル共重合体を含み、
前記塩化ビニル-酢酸ビニル共重合体は、塩化ビニルと酢酸ビニルの重合比率(塩化ビニル:酢酸ビニル)が、質量基準で82:18~99:1の範囲であり、
前記塩化ビニル-酢酸ビニル共重合体の重量平均分子量が、75000以下である、樹脂成形品。
発明の詳細な説明
【技術分野】
【0001】
本開示は、転写シート及びこれを利用した樹脂成形品の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
自動車内外装、建材内装材、家電製品などに使用される樹脂成形品や、無機ガラス代替材料として用いられる有機ガラス等に用いられる樹脂成形品などにおいては、表面保護や意匠性の付与などを目的として、加飾シートを用いた積層技術が用いられている。このような技術に使用される加飾シートとしては、ラミネート型の加飾シートと、転写型の加飾シート(すなわち転写シート)とに大別することができる。
【0003】
ラミネート型の加飾シートは、支持基材上に保護層が最表面に位置するように積層されており、支持基材側に成形樹脂を積層することで、樹脂成形品中に支持基材が取り込まれるように用いられる。一方、転写型の加飾シート(転写シート)は、支持基材(転写用基材)上に直接、または必要により設けられる離型層を介して保護層が積層されており、転写用基材とは反対側に成形樹脂層を積層後、転写用基材を剥離することで、樹脂成形品に転写用基材が残らないようにして用いられる。これら2種類の加飾シートは、樹脂成形品の形状や求める機能などに応じて使い分けがなされている。
【0004】
三次元曲面などの複雑な表面形状を有する樹脂成形体の加飾には、射出成形同時加飾方法が用いられてきた。射出成形同時加飾方法とは、射出成形の際にインモールド成形用金型内に挿入された加飾シートを、キャビティ内に射出注入された溶融した射出樹脂と一体化させて、樹脂成形体の表面に加飾を施す方法である。さらに、樹脂成形体と一体化される加飾シートの構成の違い(前述のラミネート型と転写型の加飾シート(転写シート))によって、通常、射出成形同時ラミネート加飾法と、射出成形同時転写加飾法とに大別される。
【0005】
射出成形同時転写加飾法においては、転写シートの転写層側を金型の内側に向けて転写シートを配置し、転写層側から熱盤によって加熱し、該転写シートが金型内形状に沿うように成形する。次いで、キャビティ内に溶融した射出樹脂を射出し、射出樹脂を冷却することで成形樹脂層とし、転写シートと成形樹脂層とを一体化する。そして、転写シートが成形樹脂層と一体化された積層体を金型から取り出した後、転写用基材を剥離することにより、転写層を含む樹脂成形品が得られる。
【先行技術文献】
【特許文献】
【0006】
特開2015-163434号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
転写シートと成形樹脂層を好適に一体化させるために、転写シートの転写用基材側とは反対側の表面(転写層の表面)に接着層を設けることがある。接着層を設けることにより、転写層と成形樹脂層との接着性を高めることができる。
【0008】
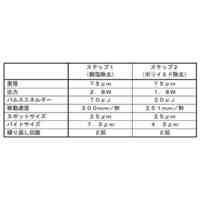
一方、成形樹脂層を形成する射出樹脂の種類によって、転写シートと成形樹脂層とを一体化させる際の温度は様々(例えば、射出樹脂の種類に応じて、240℃~280℃の範囲で調整される)である。幅広い温度領域において、転写シートと成形樹脂層とを接着することができれば、転写シートの汎用性が高められる。
【0009】
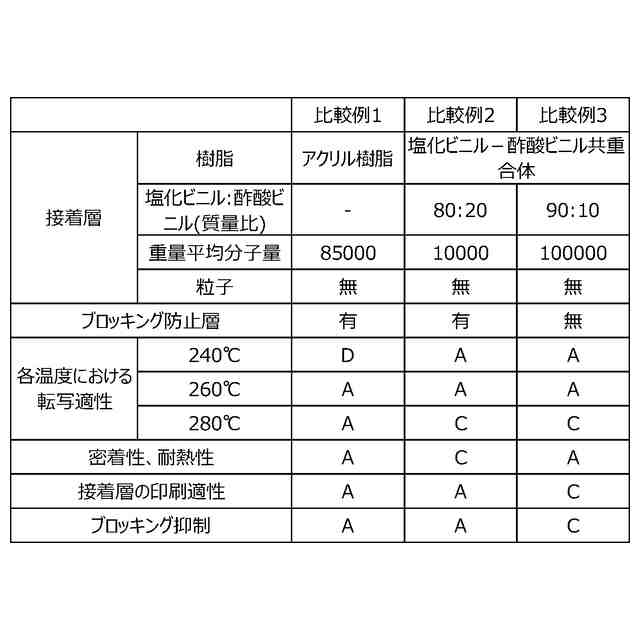
ところが、従来の転写シートにおいては、接着層を設けたとしても、幅広い温度領域において、優れた転写特性(具体的には、(1)転写層が成形樹脂層に転写される特性、および(2)箔バリが抑制される特性)を発揮させることは困難である。例えば、転写シートの接着層としてアクリル系樹脂を使用した場合、射出樹脂としてABS樹脂を用い、ABS樹脂の射出温度として適切な温度240℃で一体化させると、転写層が成形樹脂層に適切に転写されない。また、転写シートの接着層として塩化ビニル-酢酸ビニル共重合体を使用した場合、射出樹脂としてPC-ABS樹脂(ポリカーボネートとABS樹脂の混合樹脂)を用い、PC-ABS樹脂の射出温度として適切な温度280℃で一体化させると、樹脂成形品に転写層の箔バリが生じるなどの問題が生じる。なお、転写シートにおいて、箔バリとは、転写層を成形樹脂層に積層した後に、転写用基材を剥離する際に、成形樹脂層に積層された転写層に、転写用基材から剥離する必要が無い部分の転写層が引っ張られて、転写層が被転写面の端部で切断されず、当該端部からはみ出して余分な転写層が成形樹脂層に残留することである。
【0010】
このような状況下、本開示は、幅広い温度領域(例えば240℃~280℃)において、優れた転写特性を発揮する、転写シートを提供することを主な目的とする。さらに、本開示は、当該転写シートを利用した、転写用基材付き樹脂成形品、及び転写用基材が剥離されてなる樹脂成形品を提供することも目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
積層体
4か月前
東レ株式会社
積層体
3か月前
東レ株式会社
積層体
4か月前
東レ株式会社
積層体
23日前
東レ株式会社
積層体
3か月前
東レ株式会社
フィルム
1か月前
東レ株式会社
多層成形品
5か月前
東レ株式会社
積層フィルム
6か月前
アイカ工業株式会社
化粧板
19日前
個人
生地
6か月前
東レ株式会社
積層フィルム
5か月前
アイカ工業株式会社
化粧板
1か月前
東洋紡株式会社
離型フィルム
5か月前
三菱ケミカル株式会社
積層体
6か月前
三菱ケミカル株式会社
積層体
7か月前
セーレン株式会社
導電性編物
6か月前
東洋紡株式会社
離型フィルム
5か月前
日本バイリーン株式会社
表面材
4か月前
三菱製紙株式会社
離型フィルム
5か月前
ダイニック株式会社
ターポリン
2か月前
東レ株式会社
サンドイッチ構造体
13日前
株式会社カネカ
ポリイミド積層体
5か月前
株式会社エフコンサルタント
面材
5か月前
株式会社 スワコー
光学フィルム
6か月前
三洋化成工業株式会社
複層硬化膜
5か月前
株式会社カネカ
ポリイミド積層体
5か月前
株式会社カネカ
保護フィルム積層体
1か月前
東洋紡株式会社
包装用積層フィルム
6か月前
三井化学株式会社
構造体
22日前
個人
積層体
1か月前
株式会社日本触媒
積層フィルム
4か月前
平岡織染株式会社
遮熱性複合体シート
4か月前
中京油脂株式会社
積層体
5日前
DICデコール株式会社
化粧板
4か月前
DICデコール株式会社
化粧板
4か月前
株式会社エフコンサルタント
被覆方法
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ