TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024144009
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2023147882
出願日
2023-09-12
発明の名称
PETメルトブローン繊維ウェブの製造装置及びこれを用いたPETメルトブローン繊維ウェブの製造方法
出願人
イクソン カンパニー リミテッド
,
アイエムビー カンパニー リミテッド
代理人
弁理士法人共生国際特許事務所
主分類
D04H
5/00 20120101AFI20241003BHJP(組みひも;レース編み;メリヤス編成;縁とり;不織布)
要約
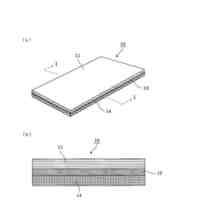
【課題】寸法安定性及び生産性の向上を図り、繊維ウェブの厚さを調節可能にするPETメルトブローン繊維の製造装置及びその製造方法を提供する。
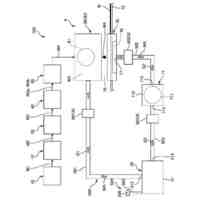
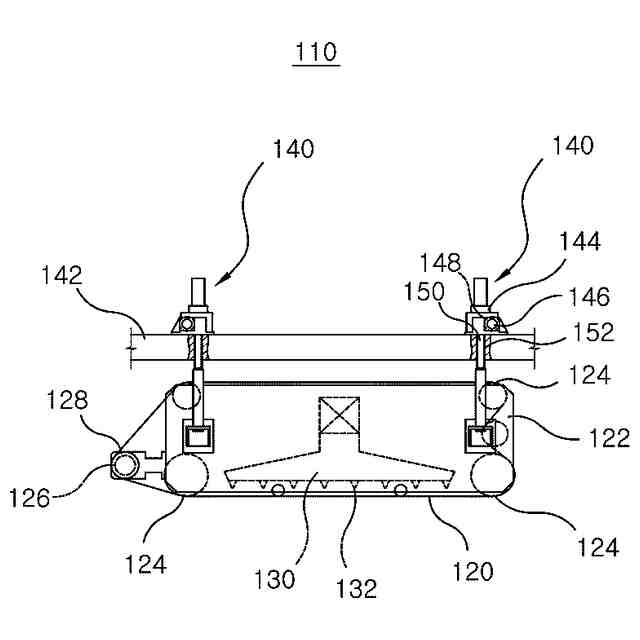
【解決手段】本発明のPETメルトブローン繊維ウェブの製造装置は、フォーミングテーブルに形成されたPETメルトブローン繊維ウェブを加圧して熱処理する熱処理機を含み、熱処理機は、PETメルトブローン繊維ウェブをフォーミングテーブル側に加圧し、フォーミングテーブルの有孔性循環ベルトと共にPETメルトブローン繊維ウェブを前記ワインダー側に移送させる有孔性加圧ベルトと、有孔性加圧ベルトによって加圧移送されるPETメルトブローン繊維ウェブが結晶化されるようにPETメルトブローン繊維ウェブに高温の熱風を提供する熱風供給チャンバと、PETメルトブローン繊維ウェブを加圧する有孔性加圧ベルトの高さを調節する高さ調節手段と、を含む。
【選択図】図2
特許請求の範囲
【請求項1】
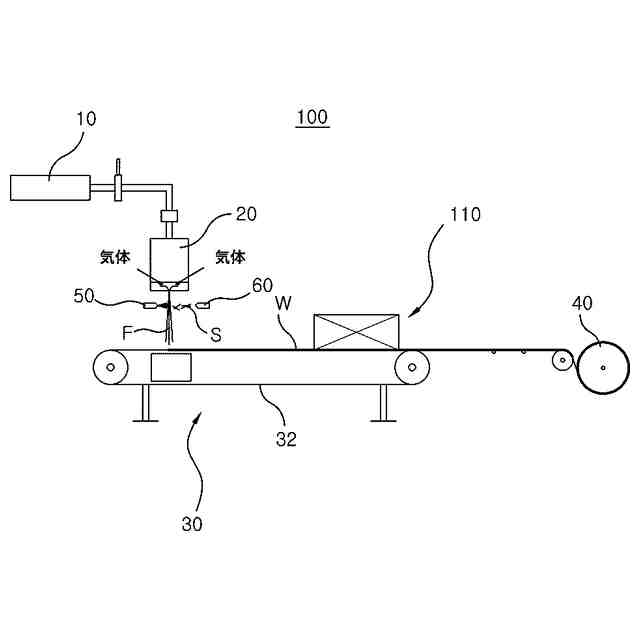
PET樹脂を溶融圧出する圧出器と、前記圧出器で圧出される溶融樹脂の供給を受けて自重方向に極細化されたPETメルトブローンファイバーを放射するダイと、前記ダイの下方に離隔設置され、前記PETメルトブローンファイバーを捕集及び結集させてPETメルトブローン繊維ウェブを形成させるフォーミングテーブルと、前記PETメルトブローン繊維ウェブを巻取るワインダーと、前記フォーミングテーブル側に放射される前記PETメルトブローンファイバーにPET短繊維を混繊するブレンディングノズルと、を含むPETメルトブローン繊維ウェブの製造装置において、
前記PETメルトブローン繊維ウェブの製造装置は、
前記フォーミングテーブルに形成された前記PETメルトブローン繊維ウェブを加圧して熱処理する熱処理機を含み、
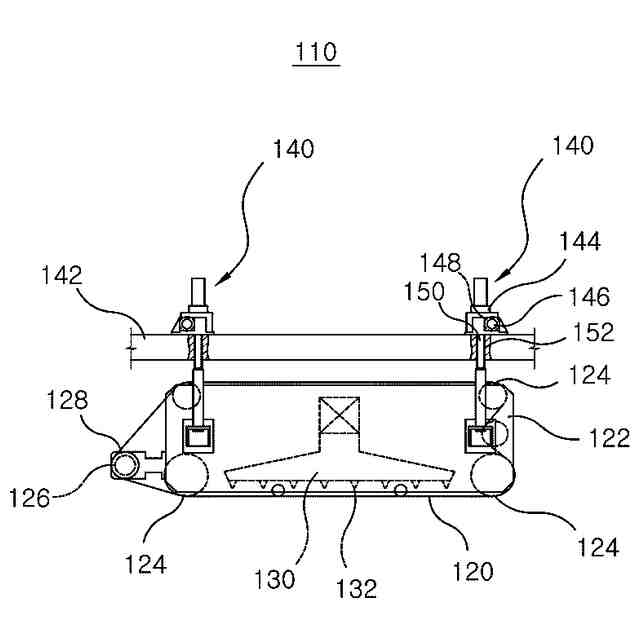
前記熱処理機は、
前記PETメルトブローン繊維ウェブを前記フォーミングテーブル側に加圧し、前記フォーミングテーブルの有孔性循環ベルトと共に前記PETメルトブローン繊維ウェブを前記ワインダー側に移送させる有孔性加圧ベルトと、
前記有孔性加圧ベルトによって加圧移送される前記PETメルトブローン繊維ウェブが結晶化されるように前記PETメルトブローン繊維ウェブに高温の熱風を提供する熱風供給チャンバと、
前記PETメルトブローン繊維ウェブを加圧する前記有孔性加圧ベルトの高さを調節する高さ調節手段と、を含むことを特徴とするPETメルトブローン繊維ウェブの製造装置。
続きを表示(約 2,100 文字)
【請求項2】
前記有孔性加圧ベルトは、メッシュ網状のベルトで提供され、
前記有孔性加圧ベルトは、一対のベルトフレームの間に回転可能に設置されるキャリアローラ及びベルト駆動モータのドライブローラに循環回転可能に設置され、
前記ベルトフレームの下端側を経由する前記有孔性加圧ベルトは、前記ベルトフレームの下端よりは低く前記ベルトフレームの下端両側に設置された前記キャリアローラを水平に経由するように設置され、前記PETメルトブローン繊維ウェブの表面を前記有孔性循環ベルト側に加圧しながら前記有孔性循環ベルトと共に前記PETメルトブローン繊維ウェブを前記ワインダー側に移送させることを特徴とする請求項1に記載のPETメルトブローン繊維ウェブの製造装置。
【請求項3】
前記熱風供給チャンバは、前記有孔性加圧ベルトに干渉しないように前記ベルトフレームの間に設置され、前記熱処理機の外部に設置された熱風路から送風される熱風が充満し、
前記熱風供給チャンバの下部には、熱風を前記PETメルトブローン繊維ウェブ側に噴射する多数の熱風噴射ノズルが形成されることを特徴とする請求項2に記載のPETメルトブローン繊維ウェブの製造装置。
【請求項4】
前記高さ調節手段は、前記有孔性加圧ベルトの上部側に離隔して固定設置される高さ調節フレームに一つ以上設置され、
前記高さ調節手段は、
前記高さ調節フレームの上部面上に設置されたギアボックスに設置される高さ調節サーボモータと、
前記高さ調節サーボモータと連動して前記有孔性加圧ベルトを昇降作動させる昇降バーとを含むことを特徴とする請求項2に記載のPETメルトブローン繊維ウェブの製造装置。
【請求項5】
前記高さ調節サーボモータの作動により回転する出力軸にはピニオンギアが設置され、
前記昇降バーは、前記ギアボックスに昇降可能に設置され、前記昇降バーの下端は、前記高さ調節フレームを貫通して前記ベルトフレームの外側面上に連結され、
前記昇降バーには、前記ピニオンギアが噛合うラックギアが前記昇降バーの長さ方向に沿って延長して形成されることを特徴とする請求項4に記載のPETメルトブローン繊維ウェブの製造装置。
【請求項6】
請求項1のPETメルトブローン繊維ウェブの製造装置を用いたPETメルトブローン繊維ウェブの製造方法において、
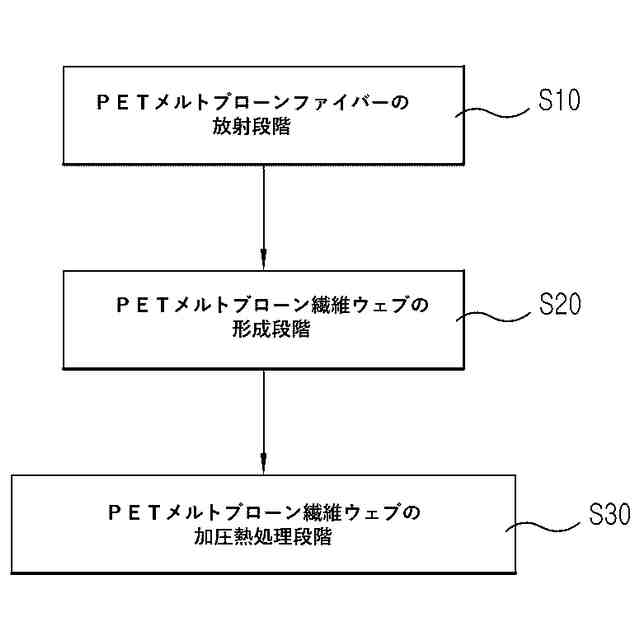
PET原料をメルトブローン方式で溶融放射して前記PETメルトブローンファイバーを形成させるPETメルトブローンファイバーの放射段階(S10)と、
前記有孔性循環ベルトに安着する前記PETメルトブローンファイバーを捕集及び結集させて前記PETメルトブローン繊維ウェブを形成させるPETメルトブローン繊維ウェブの形成段階(S20)と、
前記PETメルトブローン繊維ウェブを加圧しながら高温の熱風を提供して、前記PETメルトブローン繊維ウェブを結晶化させるPETメルトブローン繊維ウェブの加圧熱処理段階(S30)と、を含むことを特徴とするPETメルトブローン繊維ウェブの製造方法。
【請求項7】
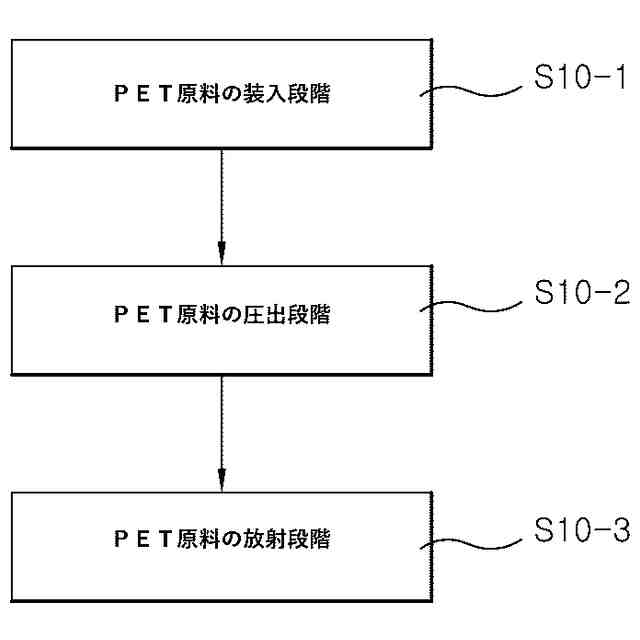
前記PETメルトブローンファイバーの放射段階(S10)において、
前記PETメルトブローンファイバーは、270~330℃の温度で25~60m
3
/minの速度で放射され、2~10μmの直径を有するように放射されることを特徴とする請求項6に記載のPETメルトブローン繊維ウェブの製造方法。
【請求項8】
前記PETメルトブローンファイバーの放射段階(S10)において、
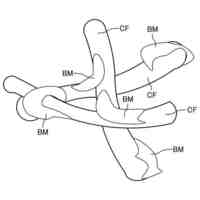
放射される前記PETメルトブローンファイバーに15~40μmの直径を有するPET短繊維が混繊され、
前記PET短繊維は、前記PETメルトブローンファイバーと3:7の割合で混繊されることを特徴とする請求項6に記載のPETメルトブローン繊維ウェブの製造方法。
【請求項9】
前記PETメルトブローン繊維ウェブの形成段階(S20)において、
前記有孔性循環ベルトは、1~10m/minの速度で移送され、
前記有孔性循環ベルトには、100~700g/m
2
の重量を有する前記PETメルトブローン繊維ウェブが形成されることを特徴とする請求項6に記載のPETメルトブローン繊維ウェブの製造方法。
【請求項10】
前記PETメルトブローン繊維ウェブの加圧熱処理段階(S30)において、
前記有孔性加圧ベルトは、1~10m/minの速度で循環回転し、前記PETメルトブローン繊維ウェブの移送方向に沿って循環回転し、
前記熱風供給チャンバは、熱風噴射ノズルを通じて80~200℃の高温熱風を1~10m
3
/minの速度で噴射することを特徴とする請求項6に記載のPETメルトブローン繊維ウェブの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、PETメルトブローン繊維ウェブの製造装置及びこれを用いたPETメルトブローン繊維ウェブの製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
ここでは、本発明に関する背景技術が提供され、これらが必ずしも公知技術を意味するものではない。メルトブローン工法は、一般的にポリプロピレン(PP)を原料として繊維ウェブが製造されるようにすることであり、PPメルトブローン繊維ウェブは、各種の高性能フィルタ、油吸着布、断熱材、吸音材などとして広く使用されている。
【0003】
しかし、ポリプロピレン(PP)は、特性上、融点が約160℃で、150℃以上の高耐熱性が必要な産業分野では適用し難いという問題点があった。このような問題を解決するために、耐熱性及び物性に優れ、リサイクル性に優れた、融点が約255℃のポリエチレンテレフタレート(PET)メルトブローン繊維ウェブが広く使用されている。
【0004】
しかし、PETメルトブローン繊維ウェブの場合、他の結晶性高分子物質に比べて結晶化速度が遅く、約70℃(Tg、ガラス転移温度付近)領域で収縮が発生するため、PETメルトブローン繊維ウェブに熱処理する後加工なしでは直ちに製品に適用し難いという問題点があった。ここで、収縮が発生する原因は、高分子物質の特性上、結晶領域と非結晶領域が存在するが、ガラス転移温度領域で非結晶領域がどろどろとした形態となるため、既存維持していた形態を失い収縮が発生することになる。
【0005】
従来のPETメルトブローン繊維ウェブの熱処理は、繊維ウェブが捕集されるフォーミングテーブル(foaming table)で100℃以上200℃以下の高温の熱風をかけて熱処理が進行される。
【0006】
しかし、従来のPETメルトブローン繊維ウェブに対する熱処理時に熱風がフォーミングテーブルに捕集されるPETメルトブローン繊維ウェブに均一な温度で均一に伝達されないため、結晶化速度に差異が発生し、これにより製造されるPETメルトブローン繊維ウェブの寸法及び厚さの差異が発生するだけでなく、凸凹な形状で繊維ウェブが形成されるという問題点があった。また、従来のPETメルトブローン繊維ウェブに対する熱処理時に製造される繊維ウェブに対する厚さを調節することができないというまた他の問題点があった。
【先行技術文献】
【特許文献】
【0007】
韓国登録特許第10-0393869号公報
韓国登録特許第10-0714340号公報
韓国公開特許第10-1988-0005308号公報
韓国登録特許第10-0466556号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、PETメルトブローン繊維ウェブを速い速度で結晶化させて寸法安定性及び生産性の向上を図るPETメルトブローン繊維の製造装置及びこれを用いたPETメルトブローン繊維ウェブの製造方法の提供を一目的とする。本発明は、製造されるPETメルトブローン繊維ウェブの厚さを調節可能にするPETメルトブローン繊維の製造装置及びこれを用いたPETメルトブローン繊維ウェブの製造方法の提供を一目的とする。また、本発明が解決しようとする課題は、以上で言及した技術的課題に制限されず、言及されなかったまた他の技術的課題は、下記の記載から本発明が属する技術分野で通常の知識を有する者が明確に理解されるであろう。
【課題を解決するための手段】
【0009】
ここでは、本発明の全体的な要約が提供され、これが本発明の外縁を制限すると理解されてはならない。
【0010】
本発明のPETメルトブローン繊維ウェブの製造装置は、PET樹脂を溶融圧出する圧出器と、圧出器で圧出される溶融樹脂の供給を受けて自重方向に極細化されたPETメルトブローンファイバーを放射するダイと、ダイの下方に離隔設置され、PETメルトブローンファイバーを捕集及び結集させてPETメルトブローン繊維ウェブを形成させるフォーミングテーブルと、PETメルトブローン繊維ウェブを巻取るワインダーと、フォーミングテーブル側に放射されるPETメルトブローンファイバーにPET短繊維を混繊するブレンディングノズルと、を含むPETメルトブローン繊維ウェブの製造装置において、PETメルトブローン繊維ウェブの製造装置は、フォーミングテーブルに形成されたPETメルトブローン繊維ウェブを加圧して熱処理する熱処理機を含み、熱処理機は、PETメルトブローン繊維ウェブをフォーミングテーブル側に加圧し、フォーミングテーブルの有孔性循環ベルトと共にPETメルトブローン繊維ウェブをワインダー側に移送させる有孔性加圧ベルトと、有孔性加圧ベルトによって加圧移送されるPETメルトブローン繊維ウェブが結晶化されるようにPETメルトブローン繊維ウェブに高温の熱風を提供する熱風供給チャンバと、PETメルトブローン繊維ウェブを加圧する有孔性加圧ベルトの高さを調節する高さ調節手段とを含むことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
繊維構造体
2か月前
東レ株式会社
織編物及び衣服
2か月前
三菱ケミカル株式会社
繊維集合体
1か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社島精機製作所
横編機
25日前
帝人株式会社
織編物および熱防護衣料
3か月前
東レ株式会社
スパンボンド不織布の製造方法
2か月前
ユニチカ株式会社
化粧料含浸用基布の製造方法
3か月前
東レ株式会社
長繊維不織布およびその製造方法
1か月前
東レ株式会社
スパンボンド不織布およびマスク
2か月前
東レ株式会社
自着性繊維構造体およびその製造方法
3か月前
東洋紡エムシー株式会社
長繊維不織布及び土木用資材
3か月前
東洋紡せんい株式会社
抗スナッグ性編物
1か月前
東レ株式会社
スパンボンド不織布およびその製造方法
2か月前
東レ株式会社
長繊維不織布、分離膜支持体および分離膜
1か月前
株式会社島精機製作所
編地の編成方法、および編地
2か月前
セイコーエプソン株式会社
複合体
3か月前
セイコーエプソン株式会社
シート製造装置
2か月前
佰龍機械廠股ふん有限公司
両面丸編機
2か月前
花王株式会社
不織布
3か月前
日本バイリーン株式会社
中綿、および、当該中綿を備えた衣類
2か月前
東洋紡エムシー株式会社
不織布積層体及びそれを用いた袋状物
5日前
セイコーエプソン株式会社
成形体の製造方法
3か月前
花王株式会社
吸収性物品用不織布
2か月前
花王株式会社
不織布及び吸収性物品
2か月前
セイコーエプソン株式会社
分散装置および堆積装置
3か月前
株式会社 松田工務店
積層体布帛用シングル丸編地及び積層体布帛
1か月前
花王株式会社
不織布の製造方法
1か月前
タピルス株式会社
エレクトレット不織布
2か月前
セイコーエプソン株式会社
緩衝材及び緩衝材の製造方法
25日前
三菱ケミカル株式会社
多孔質電極基材及びその製造方法
3か月前
佰龍機械廠股ふん有限公司
両面ロングパイル編み物
1か月前
佰龍機械廠股ふん有限公司
多色ジャカード両面編み物
5日前
株式会社タケダレース
レース地及びその製造方法
2か月前
大和紡績株式会社
不織布及びそれを含むワイピングシート
1か月前
網太株式会社
編網装置及び位置調整具
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ