TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024117236
公報種別
公開特許公報(A)
公開日
2024-08-29
出願番号
2023023220
出願日
2023-02-17
発明の名称
成形体の製造方法
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
D04H
1/60 20060101AFI20240822BHJP(組みひも;レース編み;メリヤス編成;縁とり;不織布)
要約
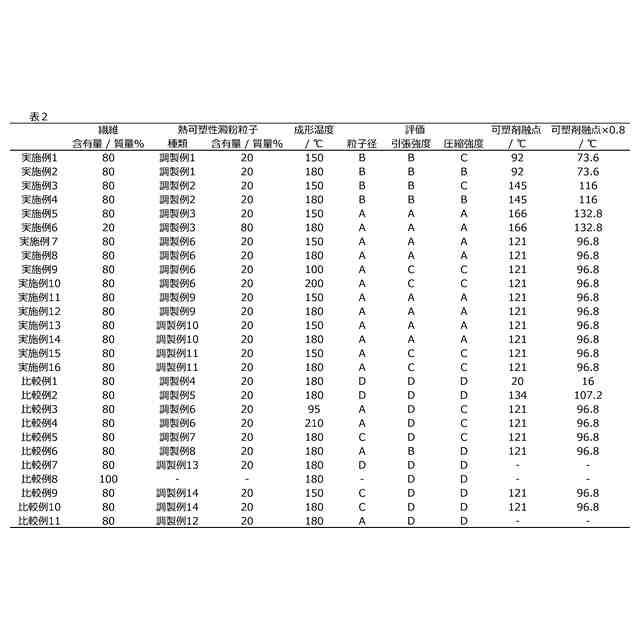
【課題】引張強度及び圧縮強度の両者に優れた成形体の製造方法を提供すること。
【解決手段】本発明の一実施形態に係る成形体の製造方法は、繊維と熱可塑性澱粉粒子との混合物を含む成形用原料を用意する成形用原料用意工程と、前記成形用原料を加熱および加圧して、所定の形状に成形する成形工程と、を有し、前記熱可塑性澱粉粒子は、澱粉と、融点が80℃以上180℃以下である多価アルコールとを含み、前記熱可塑性澱粉粒子は、噴霧乾燥により造粒したものであり、前記熱可塑性澱粉粒子の平均粒子径は、1~50μmであり、前記成形工程における加熱温度は、(前記多価アルコールの融点[℃]×0.8)℃以上200℃以下である。
【選択図】なし
特許請求の範囲
【請求項1】
繊維と熱可塑性澱粉粒子との混合物を含む成形用原料を用意する成形用原料用意工程と、
前記成形用原料を加熱および加圧して、所定の形状に成形する成形工程と、を有し、
前記熱可塑性澱粉粒子は、澱粉と、融点が80℃以上180℃以下である多価アルコールとを含み、
前記熱可塑性澱粉粒子は、噴霧乾燥により造粒したものであり、
前記熱可塑性澱粉粒子の平均粒子径は、1~50μmであり、
前記成形工程における加熱温度は、(前記多価アルコールの融点[℃]×0.8)℃以上200℃以下である、成形体の製造方法。
続きを表示(約 300 文字)
【請求項2】
前記多価アルコールが糖アルコールである、請求項1に記載の成形体の製造方法。
【請求項3】
前記熱可塑性澱粉粒子における前記多価アルコールの含有量が、前記熱可塑性澱粉粒子の全質量に対して10質量%以上95質量%以下である、請求項1又は請求項2に記載の成形体の製造方法。
【請求項4】
前記混合物における前記熱可塑性澱粉粒子の含有量が、前記混合物の全質量に対して1.5質量%以上80質量%以下である、請求項1又は請求項2に記載の成形体の製造方法。
【請求項5】
前記繊維はセルロース繊維である、請求項1又は請求項2に記載の成形体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形体の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
繊維状の物質を結合剤により接着させて成形体を製造する方法が検討されている。従来、このような結合剤としてポリエステル樹脂等の樹脂が用いられてきた。また、製造過程において大量の水を必要としてきた。
【0003】
しかし、近年、環境問題や埋蔵資源の節約に対応するために、石油由来の材料の使用を抑制することが求められている。また、エネルギー消費抑制及び製造装置小型化の観点から、乾燥等に大量のエネルギーや大型の設備が必要である水の付与を必ずしも必要としない、乾式の成形方法が求められている。
【0004】
例えば、特許文献1には、繊維および熱可塑性澱粉を含む成形用原料を用意する成形用原料用意工程と、成形用原料を加熱および加圧して、所定の形状に成形する成形工程と、を有する成形体の製造方法が記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2021-155655号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、成形体の強度は未だ不十分であり、引張強度及び圧縮強度の両者に優れた成形体の製造方法が望まれる。
【課題を解決するための手段】
【0007】
本発明に係る成形体の製造方法の一態様は、
繊維と熱可塑性澱粉粒子との混合物を含む成形用原料を用意する成形用原料用意工程と、
前記成形用原料を加熱および加圧して、所定の形状に成形する成形工程と、を有し、
前記熱可塑性澱粉粒子は、澱粉と、融点が80℃以上180℃以下である多価アルコールとを含み、
前記熱可塑性澱粉粒子は、噴霧乾燥により造粒したものであり、
前記熱可塑性澱粉粒子の平均粒子径は、1~50μmであり、
前記成形工程における加熱温度は、(前記多価アルコールの融点[℃]×0.8)℃以上200℃以下である。
【図面の簡単な説明】
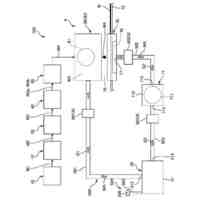
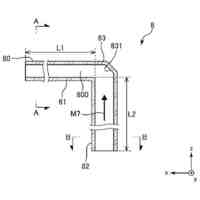
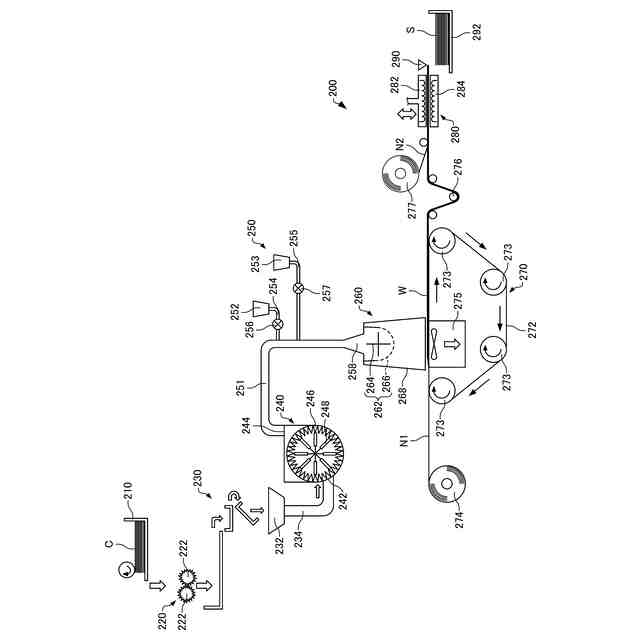
【0008】
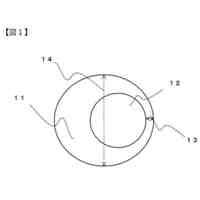
実施形態に係る製造方法に適用可能な成形体製造装置を模式的に示す側面図。
【発明を実施するための形態】
【0009】
以下に、本発明の実施形態について説明する。以下に説明する実施形態は、本発明の例を説明するものである。本発明は以下の実施形態に何ら限定されるものではなく、本発明の要旨を変更しない範囲において実施される各種の変形形態も含む。なお、以下で説明される構成の全てが本発明の必須の構成であるとは限らない。
【0010】
1.成形体の製造方法
本発明の一実施形態に係る成形体の製造方法は、繊維と熱可塑性澱粉粒子との混合物を含む成形用原料を用意する成形用原料用意工程と、成形用原料を加熱および加圧して、所定の形状に成形する成形工程と、を有し、熱可塑性澱粉粒子は、澱粉と、融点が80℃以上180℃以下である多価アルコールとを含み、熱可塑性澱粉粒子は、噴霧乾燥により造粒したものであり、熱可塑性澱粉粒子の平均粒子径は、1~50μmであり、成形工程における加熱温度は、(多価アルコールの融点[℃]×0.8)℃以上200℃以下である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
繊維構造体
1か月前
東レ株式会社
織編物及び衣服
1か月前
三菱ケミカル株式会社
繊維集合体
1か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社島精機製作所
横編機
20日前
帝人株式会社
織編物および熱防護衣料
2か月前
東レ株式会社
スパンボンド不織布の製造方法
2か月前
東レ株式会社
長繊維不織布およびその製造方法
1か月前
東レ株式会社
スパンボンド不織布およびマスク
2か月前
ユニチカ株式会社
化粧料含浸用基布の製造方法
3か月前
東レ株式会社
自着性繊維構造体およびその製造方法
3か月前
東レ株式会社
スパンボンド不織布およびその製造方法
2か月前
東洋紡エムシー株式会社
長繊維不織布及び土木用資材
2か月前
東洋紡せんい株式会社
抗スナッグ性編物
1か月前
東レ株式会社
長繊維不織布、分離膜支持体および分離膜
28日前
株式会社島精機製作所
編地の編成方法、および編地
2か月前
セイコーエプソン株式会社
複合体
3か月前
佰龍機械廠股ふん有限公司
両面丸編機
1か月前
セイコーエプソン株式会社
シート製造装置
1か月前
セイコーエプソン株式会社
シート製造装置
3か月前
花王株式会社
不織布
2か月前
日本バイリーン株式会社
中綿、および、当該中綿を備えた衣類
2か月前
東洋紡エムシー株式会社
不織布積層体及びそれを用いた袋状物
今日
タイガースポリマー株式会社
熱膨張性不織布およびその製造方法
3か月前
セイコーエプソン株式会社
成形体の製造方法
3か月前
旭ファイバーグラス株式会社
フライトコンベア
3か月前
花王株式会社
吸収性物品用不織布
2か月前
花王株式会社
不織布及び吸収性物品
2か月前
セイコーエプソン株式会社
分散装置および堆積装置
3か月前
タピルス株式会社
エレクトレット不織布
2か月前
花王株式会社
不織布の製造方法
1か月前
株式会社 松田工務店
積層体布帛用シングル丸編地及び積層体布帛
1か月前
三菱ケミカル株式会社
多孔質電極基材及びその製造方法
3か月前
セイコーエプソン株式会社
緩衝材及び緩衝材の製造方法
20日前
佰龍機械廠股ふん有限公司
両面ロングパイル編み物
1か月前
佰龍機械廠股ふん有限公司
多色ジャカード両面編み物
今日
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ