TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024136846
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023048130
出願日
2023-03-24
発明の名称
切削加工に用いる振動特性データベース、切削加工の安定性評価装置、切削加工プログラム生成装置、切削加工の安定性評価方法、および切削加工プログラム生成方法
出願人
株式会社IHI
代理人
個人
,
個人
,
個人
主分類
B23Q
15/12 20060101AFI20240927BHJP(工作機械;他に分類されない金属加工)
要約
【課題】びびり振動の発生を抑止しつつ効率の良い切削加工を実行するための加工プログラム生成に用いる切削加工プログラム生成装置を提供する。
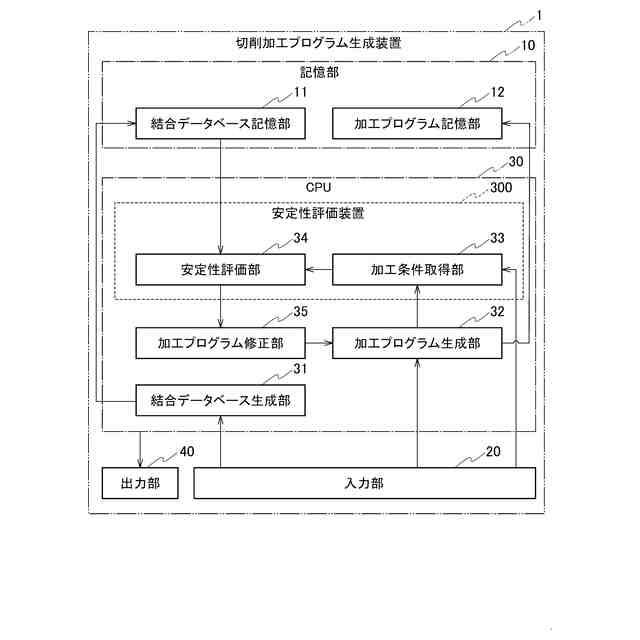
【解決手段】切削加工プログラム生成装置1は、結合データベース生成部31と加工プログラム生成部32と安定性評価部34と加工プログラム修正部35とを有する。結合データベース生成部31は切削加工を行う工作機械と工具との組み合わせごとに該当する工作機械の振動特性データと工具の振動特性データとを結合した振動特性データを格納した結合データベースを生成する。加工プログラム生成部32は切削加工に関する加工条件の情報を含む加工プログラムを生成する。安定性評価部34は切削加工に用いる工作機械と工具との組み合わせに対応する結合データベース内の振動特性データに基づいて切削加工処理の安定性を評価する。加工プログラム修正部35は安定性の評価結果に基づいて加工プログラムを修正する。
【選択図】図1
特許請求の範囲
【請求項1】
切削加工を行う工作機械と前記切削加工に用いる工具との組み合わせごとに、該当する工作機械の振動特性データと該当する工具の振動特性データとを解析的に結合して生成された、所定の工作機械に所定の工具を設置して行う切削加工処理の安定性評価に用いる振動特性データを格納した、切削加工に用いる振動特性データベース。
続きを表示(約 1,200 文字)
【請求項2】
前記工作機械の振動特性データは、前記工作機械の本体と、前記工作機械の本体の主軸に設置されて前記工具を保持する保持部材との組み合わせごとの振動特性データである、請求項1に記載の切削加工に用いる振動特性データベース。
【請求項3】
前記工具の振動特性データは、所定形状の工具に関して取得した振動特性データと、取得した振動特性データから生成した、任意の形状の工具に関する振動特性データとを含む、請求項1に記載の切削加工に用いる振動特性データベース。
【請求項4】
切削加工を行う工作機械と前記切削加工に用いる工具との組み合わせごとに生成された、振動特性データを格納した振動特性データベースに通信可能に接続され、
処理対象の切削加工に用いる工作機械と工具との組み合わせに対応する前記振動特性データベース内の振動特性データに基づいて、前記処理対象の切削加工処理の安定性を評価する安定性評価部を備えた、切削加工の安定性評価装置。
【請求項5】
処理対象の切削加工内の処理単位ごとの加工条件の情報を取得する加工条件取得部をさらに備え、
前記安定性評価部は、前記振動特性データベースに格納された情報のうち、前記処理単位ごとの加工条件に対応する振動特性データに基づいて、前記処理単位ごとの加工処理の安定性を評価する、請求項4に記載の切削加工の安定性評価装置。
【請求項6】
請求項4に記載の切削加工の安定性評価装置に通信可能に接続され、
前記処理対象の切削加工に関する加工条件の情報を含む加工プログラムを取得する加工プログラム取得部と、
前記安定性評価部による前記切削加工処理の安定性の評価結果に基づいて、前記加工プログラムの修正が必要と判定すると、前記加工プログラム取得部が取得した加工プログラムを修正する加工プログラム修正部と、を備える切削加工プログラム生成装置。
【請求項7】
切削加工を行う工作機械と前記切削加工に用いる工具との組み合わせごとに生成された、振動特性データを格納した振動特性データベースに通信可能に接続された切削加工の安定性評価方法であって、
処理対象の切削加工に用いる工作機械と工具との組み合わせに対応する前記振動特性データベース内の振動特性データに基づいて、前記処理対象の切削加工処理の安定性を評価する、切削加工の安定性評価方法。
【請求項8】
請求項4に記載の切削加工の安定性評価装置を用いた切削加工プログラム生成方法であって、
切削加工プログラム生成装置が、
前記処理対象の切削加工に関する加工条件の情報を含む加工プログラムを取得し、
前記安定性評価部による前記切削加工処理の安定性の評価結果に基づいて、前記加工プログラムの修正が必要と判定すると、取得した加工プログラムを修正する、切削加工プログラム生成方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、切削加工に用いる振動特性データベース、切削加工の安定性評価装置、切削加工プログラム生成装置、切削加工の安定性評価方法、および切削加工プログラム生成方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
工作機械による切削加工中に、工作機械側の工具と被加工材との間で継続的な振動が発生することがある。この振動は、びびり振動と称される。切削加工中にびびり振動が発生すると加工精度や生産性の低下につながるため、これを抑止するための対策が必要となる。
【0003】
びびり振動の発生を抑止するために、オペレータが、びびり振動が発生する加工条件を予め把握しておき、把握した内容に基づいてびびり振動が発生しないように、オペレータが加工条件を調整することが行われている。
【0004】
びびり振動のうち、自励振動である再生型びびり振動が発生する加工条件を示す情報として、安定限界線図がある。安定限界線図では、工作機械の主軸回転数ごとの限界の切込み量が示されている。
【0005】
この安定限界線図を用いることで、オペレータは、びびり振動が発生しない加工条件を選択して精度良く切削加工を行うことができる(特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
特開2018-126837号公報
特許第4433422号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述した安定限界線図は、切削加工に関する既知のパラメータ、具体的には、工具形状、工具の径方向または軸方向の切込み量、工作機械の主軸回転数、比切削抵抗、工具および被加工物の振動特性を示す周波数応答関数等の解析に基づいて生成される。
【0008】
しかし、この解析処理にはパラメータごとの膨大な試験データを必要とするため、加工条件ごとに安定限界線図を生成するためには多大な時間および労力を要するという問題があった。
【0009】
そこで、安定限界線図を直接的に求めずに、処理対象の切削加工について試し加工を行い、加工中に発生した振動をセンサ等で検知したうえで分析することで、びびり振動が発生しないように加工条件を検討する手法が提案されている(特許文献2)。
【0010】
この手法では、既に作成された切削加工プログラムに基づいて試し加工を行い、振動センサ等によって検知した加工中の振動の情報に基づいて工作機械の主軸回転数を調整する。そのため、予め切削加工のパラメータに関する試験データの取得は不要であるが、試し加工を行う必要があるため工程設計のリードタイムが増加するという問題があった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
2か月前
個人
作業用治具
26日前
個人
トーチノズル
25日前
日東精工株式会社
検査装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
個人
コンタクトチップ
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
組み付け装置
17日前
シヤチハタ株式会社
組立ライン
19日前
トヨタ自動車株式会社
治具
1か月前
株式会社ダイヘン
スタッド溶接電源
1か月前
エンシュウ株式会社
工作機械
25日前
株式会社不二越
タップ
4日前
ブラザー工業株式会社
工作機械
1か月前
株式会社ダイヘン
インチング制御方法
1か月前
ダイハツ工業株式会社
冷却構造
17日前
株式会社ダイヘン
アーク溶接制御方法
5日前
株式会社FUJI
ワーク置き台
1か月前
旭精工株式会社
シャフトブレーキ
1か月前
光精工株式会社
クーラントタンク
1か月前
津田駒工業株式会社
工作機械用の主軸装置
1か月前
株式会社メタルクリエイト
切削装置
11日前
三和テッキ株式会社
レーザ付着物除去装置
1か月前
古川精機株式会社
タッピングガイド
1か月前
株式会社ダイヘン
アークスタート制御方法
1か月前
株式会社ムラタ溶研
剪断装置
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
5日前
株式会社ダイヘン
溶接電源装置
1か月前
トヨタ自動車株式会社
レーザ溶接方法
1か月前
ブラザー工業株式会社
工作機械
17日前
株式会社アイシン
金属部材の接合方法
1か月前
トヨタ自動車株式会社
レーザ加工装置
1か月前
カヤバ株式会社
溶接方法及び溶接構造
1か月前
エンシュウ株式会社
摩擦撹拌接合装置
25日前
株式会社大林組
構造物形成方法
1か月前
株式会社東京精密
加工用排液濾過装置
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ