TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024134502
公報種別
公開特許公報(A)
公開日
2024-10-03
出願番号
2023189692,2023044804
出願日
2023-11-06,2023-03-20
発明の名称
リサイクルプラスチック材料の製造方法及びそのリサイクルプラスチック材料
出願人
岐阜プラスチック工業株式会社
代理人
主分類
B29B
7/72 20060101AFI20240926BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】
容リ法が適用される使用済みプラスチック製容器包装から得られるリサイクル樹脂を利用するに当たって、環境に配慮しながら利用を拡大できる、優れたリサイクルプラスチック材料の製造方法を提供することである。
【解決手段】
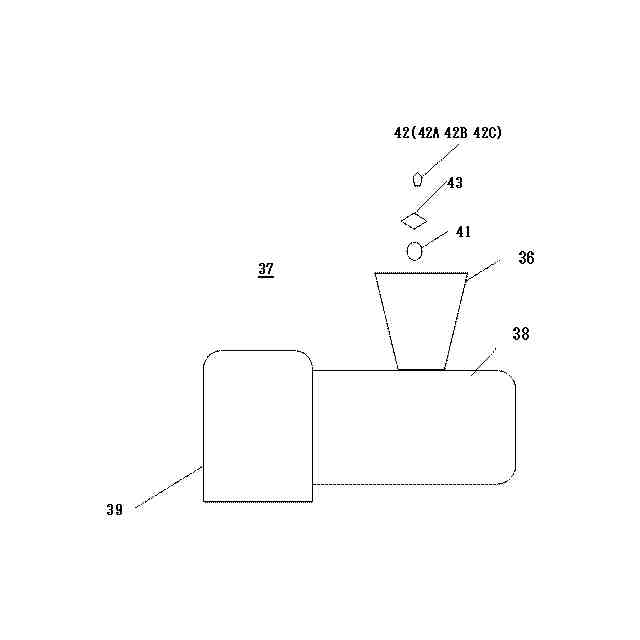
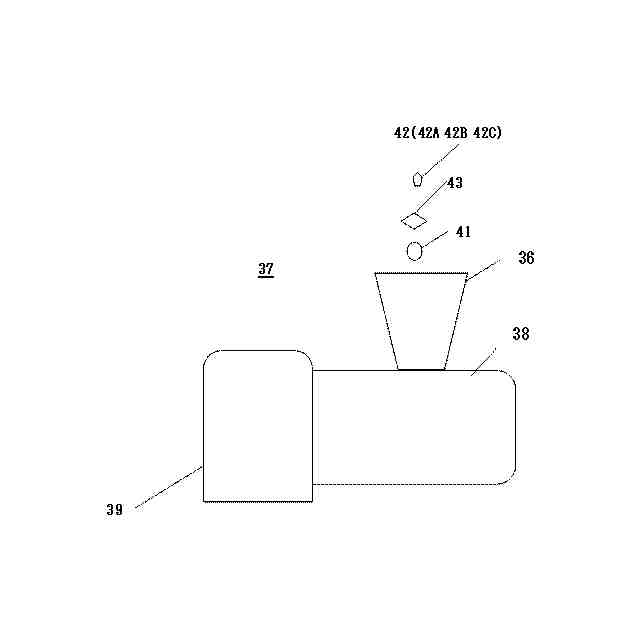
容リ法が適用される使用済みプラスチック製容器包装から、第1樹脂材41を入手する。ポリプロピレンを主成分とする使用済みプラスチックから得られる第2リサイクル樹脂材を入手する。RP材料は、第1樹脂材41の他、第2樹脂材42を投入し、必要に応じ無機フィラー材43を投入して溶融混練して成形される。溶融混練して成形された樹脂材はその材料性能がパレット又はコンテナ向けに設定されている。
【選択図】図1
特許請求の範囲
【請求項1】
材料性能がパレット又はコンテナ向けに設定した特定範囲内となるリサイクルプラスチック材料を製造する製造方法であって、
容器包装リサイクル法が適用される使用済みプラスチック製容器包装から得られる第1リサイクル樹脂材(無機フィラー成分を含むことがある)の材料性能を測定する第1測定ステップと、
ポリプロピレンを主成分とする使用済みプラスチックから得られる第2リサイクル樹脂材(無機フィラー成分を含むことがある)の材料性能を測定する第2測定ステップと、
前記第1測定ステップ及び前記第2測定ステップで測定された前記第1リサイクル樹脂材及び前記第2リサイクル樹脂材(無機フィラー成分を含むことがある)の材料性能を基に、前記第1リサイクル樹脂材及び前記第2リサイクル樹脂材の投入量のそれぞれを算定する算定ステップと、
前記第1リサイクル樹脂材及び前記第2リサイクル樹脂材(無機フィラー成分を含むことがある)に関し、算定された各投入量を基に、前記リサイクルプラスチック材料の溶融混練後の材料性能が前記特定範囲内となるように、無機フィラー材の投入量を算定する投入量算定ステップと、
を有することを特徴とするリサイクルプラスチック材料の製造方法。
続きを表示(約 1,700 文字)
【請求項2】
前記投入量算定ステップにおいて、前記リサイクルプラスチック材料の溶融混練後の無機フィラー成分が特定範囲の上限を超える場合、新たな無機フィラー材の投入を無くすことを特徴とする請求項1に記載のリサイクルプラスチック材料の製造方法。
【請求項3】
成形後のリサイクルプラスチックの材料物性が特定範囲とする際に、優先的に適用する優先適用順位に高低を設け、「優先適用 高」としてポリエチレンの含有量が、リサイクルプラスチック材料の全重量に対し30重量%(成形後のリサイクルプラスチック材料が溶着される製品に使用される場合は15重量%)以下にすることを定め、以下にすることを定め、且つ「優先適用 低」としてMFRが3.0g/10min以上となることを少なくとも含めることを特徴とする請求項1又は2に記載のリサイクルプラスチック材料の製造方法。
【請求項4】
前記第1及び第2リサイクル樹脂材が、ポリプロピレン及びポリエチレンを少なくとも含み、前記第2リサイクル樹脂材のポリプロピレンの含有量は、前記第1リサイクル樹脂材のポリプロピレンの含有量より多く、且つ、前記第1リサイクル樹脂材のポリエチレンの含有量は、前記第2リサイクル樹脂材のポリエチレンの含有量より多いものが選定されることを特徴とする請求項1又は2に記載のリサイクルプラスチック材料の製造方法。
【請求項5】
前記第1リサイクル樹脂材のポリエチレンの成分量が、成形後のリサイクルプラスチック材料のポリエチレンの想定成分値より高いことが想定できる場合、第1リサイクル樹脂材の投入量を予め定める想定投入量より減らすと共に、第2リサイクル樹脂材を予め定める想定投入量より増やす投入量調整ステップを備えることを特徴とする請求項4に記載のリサイクルプラスチック材料の製造方法。
【請求項6】
材料性能がパレット又はコンテナ向けに設定した特定範囲内となるように製造されるリサイクルプラスチック材料であって、
容器包装リサイクル法が適用される使用済みプラスチック製容器包装から得られ、測定された材料性能を基に、投入量が算定される第1リサイクル樹脂材(無機フィラー成分を含むことがある)と、
ポリプロピレンを主成分とする使用済みプラスチックから得られ、測定された材料性能を基に、投入量が算定される第2リサイクル樹脂材(無機フィラー成分を含むことがある)と、
前記第1リサイクル樹脂材及び前記第2リサイクル樹脂材に関し、算定された各投入量を基に、前記リサイクルプラスチック材料の溶融混練後の材料性能が前記特定範囲内となるように投入量が算定される無機フィラー材と、
これら投入量が算定された前記第1リサイクル樹脂材、前記第2リサイクル樹脂材及び前記無機フィラー材のそれぞれを溶融混練したことを特徴とするリサイクルプラスチック材料。
【請求項7】
成形後のリサイクルプラスチック材料におけるポリエチレンの含有量が、リサイクルプラスチック材料の全重量に対し、30重量%以下となるように調整配合されていることを特徴とする請求項6に記載のリサイクルプラスチック材料。
【請求項8】
前記リサイクルプラスチック材料が溶着する場合、成形後のリサイクルプラスチック材料におけるポリエチレンの含有量が、リサイクルプラスチック材料の全重量に対し、15重量%以下となるように調整配合されていることを特徴とする請求項6に記載のリサイクルプラスチック材料。
【請求項9】
前記材料性能の特定範囲は、下記(1)乃至(4)の全ての条件を満たしている請求項6又は7に記載のリサイクルプラスチック材料。
(1)密度が1.1g/cm
3
以下、
(2)MFRが3.0g/10min以上、
(3)曲げ弾性率が1200MPa以上、
(4)アイゾット衝撃強度が5.0kJ/m
2
以上
発明の詳細な説明
【技術分野】
【0001】
本発明は、容器包装リサイクル法(以下「容リ法」と略称する。)が適用される使用済みプラスチック製容器包装から得られるリサイクル樹脂(以下「R樹脂」と略称することがある。)を使用するリサイクルプラスチック材料の製造方法、及び、そのリサイクルプラスチック材料に関する。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
近年プラスチック材による製品開発として、バージン材料を使用せずに、リサイクル材料を使用することが望まれている。特に、容リ法が制定された以降は、同法が適用される
リサイクル材料の利用が推奨されている。
これは、非特許文献1(「2020年の廃プラスチックの使用状況」)の記載の如く、「廃プラ総排出量」中、包装容器等/コンテナ類が47.5%(390万トン)を占め、また、「一般系廃棄物分野別」中、包装容器等/コンテナ類が77.1%(316万トン)を占め、包装容器等/コンテナ類の関連廃棄物(廃プラ)の流通量が大きいことから、容リ法適用のR樹脂のリサイクルが進めば、廃プラ全体のリサイクルも進むので、容リ法が適用されるリサイクルプラスチック材の利用が強く要請されているからである。
【先行技術文献】
【非特許文献】
【0003】
日本プラスチック工業連盟誌プラスチックス2022年6月号 79-83頁 著者 半場雅志 発行所 日本工業出版株式会社 2022年6月10日 発行
【発明の概要】
【発明が解決しようとする課題】
【0004】
一方、リサイクルプラスチック材料(以下「RP材料」と略称する場合がある。)は、材料の発生由来により品質に偏りがある。また、RP材料の生産ロス・加工ロスによる未出荷・未使用のRP材料が相当量存在する一方、使用済み廃棄物も相当量存在する(使用済廃棄物は洗浄しても異物が混入することがある)。そのため、材料品質が一定のバージン材料と異なり、多様な樹脂、異物等がRP材料に混入し、材料特性に、物性の低下、偏り及びばらつきが生じ易い傾向がある。特に、容リ法が適用されるRP材料は顕著である。そのため、容リ法が適用されるRP材料を使って、一定以上の品質のものを製造するには、種々の工夫や手間が必要であり、容リ法が適用されるRP材料の利用を進めることは必ずしも容易ではない。
また、RP材料の流通に関し、仮に、バージン材料と同等の販売価格であると、事業者にとってRP材料を購入し製品化する意欲が起きにくい。また、RP材料を利用した製品の価格が下がらないと、リサイクルの重要性を認識しても、一般的な消費者にとってはRP材料を使用する製品を購入する意欲が起きにくい場合がある。そのため、RP材料の利用を促進するには、バージン材料の価格に比べ価格が下がることが重要である。また、プスチック関連のバージン材料については、購入希望者は製造販売する会社に発注すれば安定的に購入できるのに対し、RP材料については、供給する会社に発注しても、その会社がリサイクル原材料を入手できないと、購入希望者はRP材料を購入できない。そのため、RP材料を購入する会社と販売会社とはビジネス上の結び付きが強くなり、販売会社と商取関係を有しない会社は、RP材料の購入を希望する際、希望時に市場から希望数量のRP材料を入手できない状況が生じている。更に、容リ法が適用されるRP材料の利用を進める際に、環境に配慮したリサイクルも強く要請されている。
本発明は、上記した課題を解決するためになされたものであり、その目的としては、容リ法が適用されるRP材料から得られるR樹脂を有効に利用することで、環境に配慮しながら利用を拡大できる、優れたRP材料の製造方法及びそのRP材料を提供することである。
【課題を解決するための手段】
【0005】
以上の課題を解決するために、本発明の製造方法の発明は、以下の手段を有する。即ち、手段1として、材料性能がパレット又はコンテナ向けに設定した特定範囲内となるリサイクルプラスチック材料を製造する製造方法であって、容器包装リサイクル法が適用される使用済みプラスチック製容器包装から得られる第1リサイクル樹脂材(無機フィラー成分を含むことがある)の材料性能を測定する第1測定ステップと、
ポリプロピレンを主成分とする使用済みプラスチックから得られる第2リサイクル樹脂材(無機フィラー成分を含むことがある)の材料性能を測定する第2測定ステップと、前記第1測定ステップ及び前記第2測定ステップで測定された前記第1リサイクル樹脂材及び前記第2リサイクル樹脂材(無機フィラー成分を含むことがある)の材料性能を基に、前記第1リサイクル樹脂材及び前記第2リサイクル樹脂材の投入量のそれぞれを算定する算定ステップと、前記第1リサイクル樹脂材及び前記第2リサイクル樹脂材(無機フィラー成分を含むことがある)に関し、算定された各投入量を基に、前記リサイクルプラスチック材料の溶融混練後の材料性能が前記特定範囲内となるように、無機フィラー材の投入量を算定する投入量算定ステップと、を有することを特徴とする。なお、第1リサイクル樹脂材及び第2リサイクル樹脂材は、無機フィラー成分を含む可能性があるため、無機フィラー成分に関しては、リサイクルプラスチック材料の溶融混練後の材料特性が、パレット又はコンテナ向けに設定した特定範囲内の上限を超えるか否かを算出することになる。
パレット及び又はコンテナは合成樹脂からなり、運搬送用の用途で使用される治具をいう。パレットは各種の荷物をフォークリフトなどにより運搬するために用いられ、また、コンテナは、搬送用の容器であり、例えば折り畳みコンテナ等として利用されているが、いずれも外からの荷重や衝撃等に対する剛性や強度等が必要である。
【0006】
手段2として、前記手段1において、前記投入量算定ステップにおいて、前記リサイクルプラスチック材料の溶融混練後の無機フィラー成分がパレット又はコンテナ向けに設定した特定範囲の上限を超える場合、新たな無機フィラー材の投入を無くすことになる。
【0007】
手段3として、前記手段1又は手段2において、成形後のリサイクルプラスチックの材料物性が特定範囲とする際に、優先的に適用する優先適用順位に高低を設け、「優先適用 高」としてポリエチレンの含有量が、成形後のリサイクルプラスチック材料の全重量に対し30重量%(成形後のリサイクルプラスチック材料が溶着される製品に使用される場合は15重量%)以下にすることを定め、且つ「優先適用 低」としてMFR(JIS規格 K7210準拠)が3.0g/10min以上となることを少なくとも含めるように定めることが好ましい。
【0008】
手段4として、前記手段1又は手段3のいずれか一において、前記第1及び第2リサイクル樹脂材が、ポリプロピレン及びポリエチレンを少なくとも含み、前記第2リサイクル樹脂材のポリプロピレンの含有量は、前記第1リサイクル樹脂材のポリプロピレンの含有量より多く、且つ、前記第1リサイクル樹脂材のポリエチレンの含有量は、前記第2リサイクル樹脂材のポリエチレンの含有量より多いものが選定されることが好ましい。
【0009】
手段5として、前記手段1乃至手段4のいずれか一において、前記第1リサイクル樹脂材のポリエチレンの成分量が、成形後のリサイクルプラスチック材料のポリエチレンの想定成分値より高いことが想定できる場合、第1リサイクル樹脂材の投入量を予め定める想定投入量より減らすと共に、第2リサイクル樹脂材を予め定める想定投入量より増やす投入量調整ステップを備えることが好ましい。なお、手段1乃至手段4のいずれか一において、前記リサイクルプラスチック材料を成分分析し、材料物性を測定した結果に基づき、前記投入量調整ステップが行われることが好ましい。(以下ポリプロピレンを単に「PP」と記載し、ポリエチレンを単に「PE」と記載する場合がある。)
【0010】
本発明の物の発明は以下の手段を有する。即ち、手段6として、材料性能がパレット又はコンテナ向けに設定した特定範囲内となるように製造されるリサイクルプラスチック材料であって、容器包装リサイクル法が適用される使用済みプラスチック製容器包装から得られ、測定された材料性能を基に、投入量が算定される第1リサイクル樹脂材(無機フィラー成分を含むことがある)と、ポリプロピレンを主成分とする使用済みプラスチックから得れ、測定された材料性能を基に、投入量が算定される第2リサイクル樹脂材(無機フィラー成分を含むことがある)と、前記第1リサイクル樹脂材及び前記第2リサイクル樹脂材に関し、算定された各投入量を基に、前記リサイクルプラスチック材料の溶融混練後の材料性能が前記特定範囲内となるように投入量が算定される無機フィラー材と、これら投入量が算定された前記第1リサイクル樹脂材、前記第2リサイクル樹脂材及び前記無機フィラー材のそれぞれを溶融混練した。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
23日前
東レ株式会社
溶融紡糸設備
6か月前
東レ株式会社
プリプレグテープ
3か月前
CKD株式会社
型用台車
2日前
津田駒工業株式会社
連続成形機
9か月前
株式会社日本製鋼所
押出機
2か月前
グンゼ株式会社
ピン
9日前
個人
射出ミキシングノズル
2か月前
帝人株式会社
成形体の製造方法
5か月前
株式会社リコー
シート剥離装置
4か月前
株式会社シロハチ
真空チャンバ
1か月前
東レ株式会社
一体化成形品の製造方法
4か月前
TOWA株式会社
成形型清掃用のブラシ
2か月前
三菱自動車工業株式会社
予熱装置
2か月前
株式会社リコー
画像形成システム
15日前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社リコー
シート処理システム
4か月前
トヨタ自動車株式会社
真空成形方法
7か月前
小林工業株式会社
振動溶着機
6か月前
日東工業株式会社
インサート成形機
17日前
KTX株式会社
シェル型の作製方法
5か月前
トヨタ自動車株式会社
3Dプリンタ
16日前
トヨタ自動車株式会社
真空成形装置
7か月前
大塚テクノ株式会社
樹脂製の構造体
9か月前
株式会社城北精工所
押出成形用ダイ
9か月前
株式会社ニフコ
樹脂製品の製造方法
2か月前
株式会社リコー
シート処理システム
4か月前
株式会社日本製鋼所
射出成形機
15日前
日本プラスト株式会社
嵌合構造
2か月前
株式会社日本製鋼所
射出成形機
5か月前
株式会社イクスフロー
成形装置
8か月前
株式会社日本製鋼所
射出成形機
1か月前
NISSHA株式会社
加飾成形品の製造方法
8か月前
トヨタ自動車株式会社
電池の製造方法
15日前
株式会社コスメック
磁気クランプ装置
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































