TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024126037
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023034157
出願日
2023-03-07
発明の名称
高熱伝導性焼結体、及びその製造方法、並びに、高熱伝導性焼結体を用いた複合材、及びその製造方法
出願人
株式会社燃焼合成
代理人
個人
,
個人
,
個人
,
個人
主分類
C04B
35/581 20060101AFI20240912BHJP(セメント;コンクリート;人造石;セラミックス;耐火物)
要約
【課題】強度を高めることができるとともに、良好な切断性も併せ持ち、樹脂との複合材としたときの熱伝導率を効果的に向上させることができる、高熱伝導性焼結体、及びその製造方法、並びに、高熱伝導性焼結体を用いた複合材、及びその製造方法を提供することを目的とする。
【解決手段】本発明の高熱伝導性焼結体は、AlN、或いはSi
3
N
4
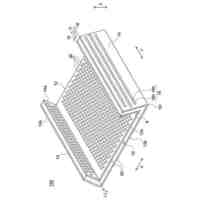
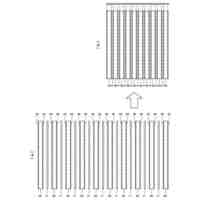
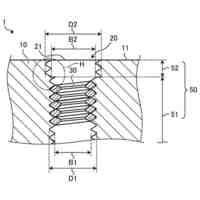
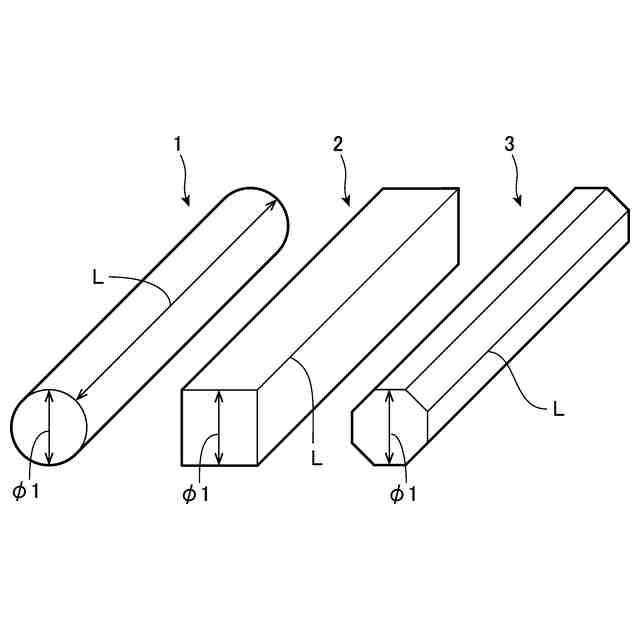
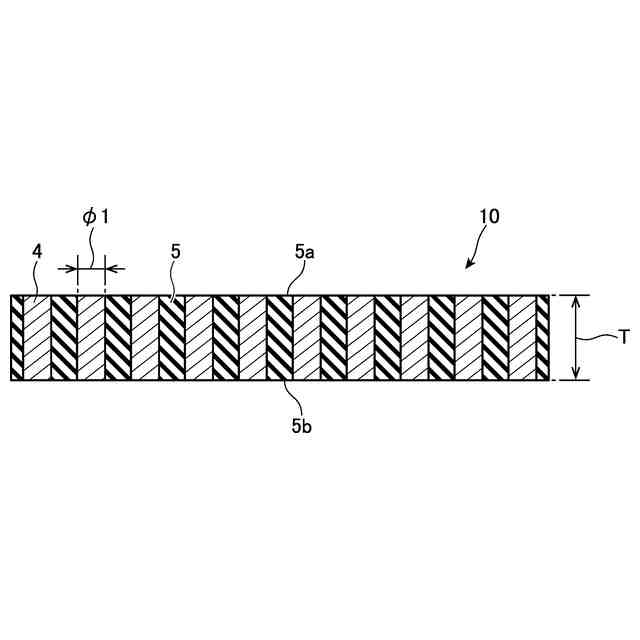
からなる高熱伝導性焼結体であって、棒状からなり、径が、0.3mm以上1.0mmの範囲内である、ことを特徴とする。本発明における複合材は、高熱伝導性焼結体と、所定厚の樹脂材と、を有し、複数の前記高熱伝導性焼結体が、前記樹脂材の表面から裏面にかけて貫通するように、前記樹脂材内に埋設されてなる、ことを特徴とする。
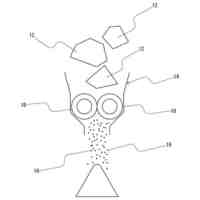
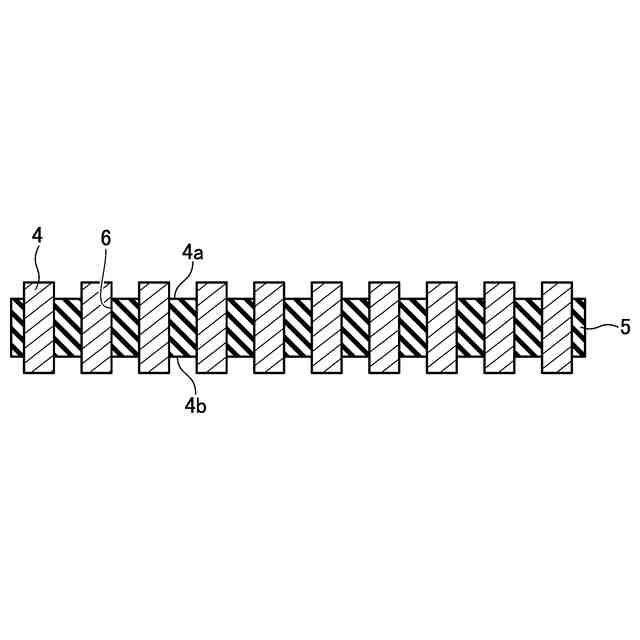
【選択図】図1
特許請求の範囲
【請求項1】
AlN、或いはSi
3
N
4
からなる高熱伝導性焼結体であって、
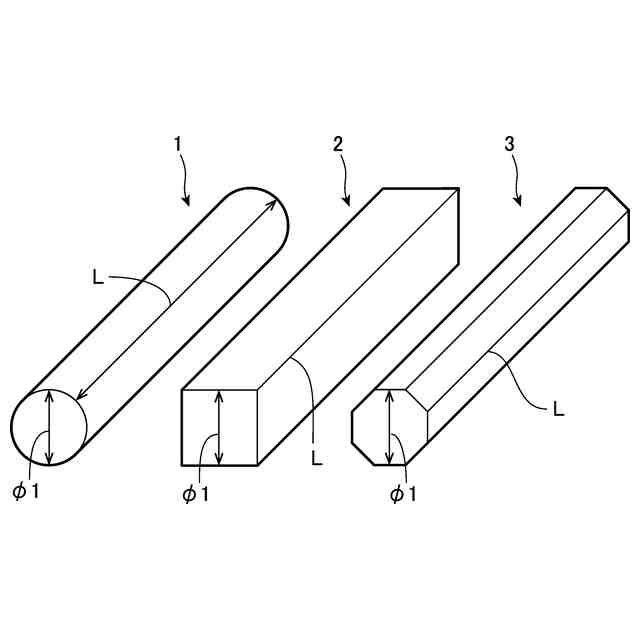
棒状からなり、
径が、0.3mm以上1.0mmの範囲内である、
ことを特徴とする高熱伝導性焼結体。
続きを表示(約 890 文字)
【請求項2】
前記径は、0.5mm以上である、ことを特徴とする請求項1に記載の高熱伝導性焼結体。
【請求項3】
前記高熱伝導性焼結体の表面粗さRaは、1μm以上10μm以下である、ことを特徴とする請求項1に記載の高熱伝導性焼結体。
【請求項4】
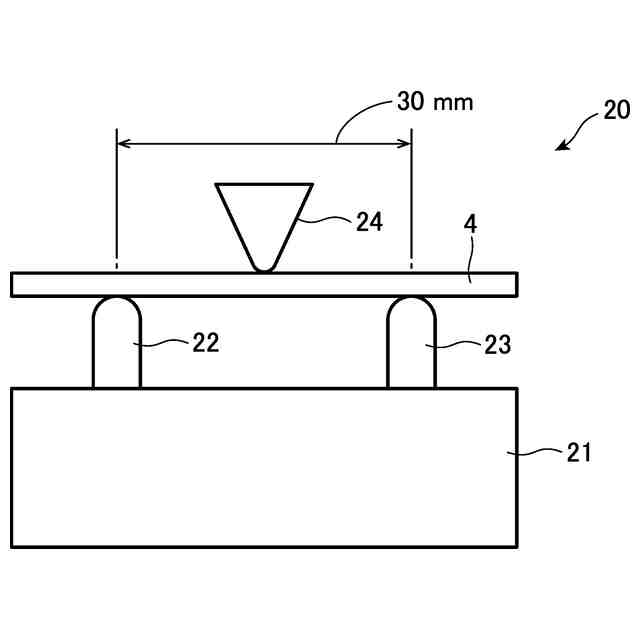
支点間距離を30mmとした3点曲げによる曲げ破壊荷重評価試験において、破壊荷重が、20gf以上である、ことを特徴とする請求項2に記載の高熱伝導性焼結体。
【請求項5】
長さが、20mm以上100mmの範囲内である、
ことを特徴とする請求項1に記載の高熱伝導性焼結体。
【請求項6】
請求項1に記載の高熱伝導性焼結体と、
所定厚の樹脂材と、を有し、
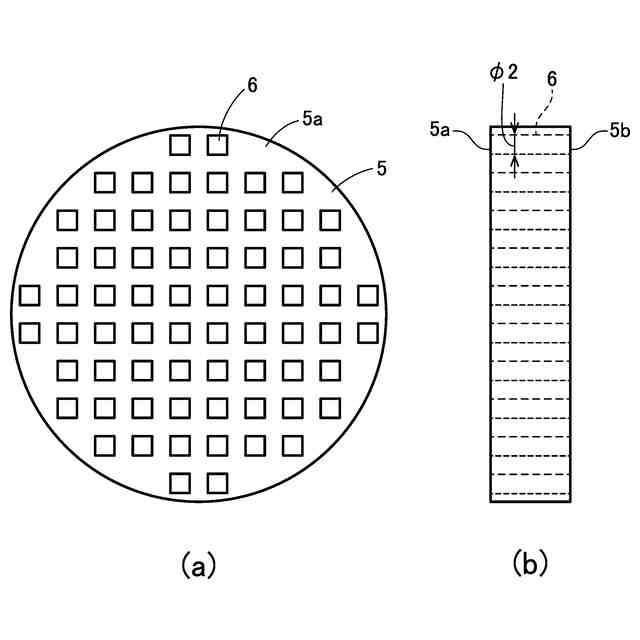
複数の前記高熱伝導性焼結体が、前記樹脂材の表面から裏面にかけて貫通するように、前記樹脂材内に埋設されてなる、
ことを特徴とする複合材。
【請求項7】
前記高熱伝導性焼結体が、前記樹脂材に圧入されて保持される、ことを特徴とする請求項6に記載の複合材。
【請求項8】
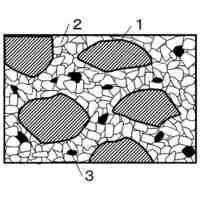
前記樹脂材には、複数の高熱伝導性フィラーが分散して埋設されている、ことを特徴とする請求項6に記載の複合材。
【請求項9】
AlN或いはSi
3
N
4
からなる粉末と、焼結助剤とを混合した原料から成形体を得る工程、
前記成形体を焼結する工程、
を経て、径が、0.3mm以上1.0mmの範囲内である棒状の焼結体を得る、
ことを特徴とする高熱伝導性焼結体の製造方法。
【請求項10】
請求項9に記載の高熱伝導性焼結体の製造方法によって製造された高熱伝導性焼結体を用意する工程、
所定厚の樹脂材の表面から裏面にかけて複数の貫通孔を形成する工程、
前記高熱伝導性焼結体を前記貫通孔に圧入する工程、
前記樹脂材の表面及び裏面を研磨する工程、
を有することを特徴とする複合材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、AlNなどの高熱伝導性焼結体、及びその製造方法、並びに、高熱伝導性焼結体を用いた複合材、及びその製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1には、AlNウィスカーに関する発明が開示されている。この発明によれば、樹脂材料との密着性が高いAlNウィスカー及びそれを用いた樹脂成形体を提供できるとしている。
【0003】
特許文献1によれば、AlNウィスカーの直径は、0.1μm以上50μm以下とされている(引用文献1の段落0027)。また、実施例では、直径1μm以上3μm以下で長さ200μm以上500μm以下のAlNウィスカーを作製したことが記載されている(引用文献1の段落0113)。
【0004】
AlNウィスカーは、高い熱伝導性と高い絶縁性を備えており、AlNウィスカーが樹脂を貫く樹脂成形体を形成でき、これにより熱伝導パスを形成できるとしている(引用文献1の段落0065、0066、図4)。
【先行技術文献】
【特許文献】
【0005】
特開2018-154534号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に示すAlNウィスカーは、径が非常に小さく、強度が低い。例えば、特許文献1の図4に示すような樹脂成形体を作製するとき、樹脂に貫通孔を形成し、その貫通孔にAlNウィスカーを圧入できれば簡単な手法により樹脂成形体を作製できるが、AlNウィスカーは、強度が非常に低いために圧入の際に折れやすく、実際の製造は限られた手法となる。
【0007】
また、AlNウィスカーの製造方法は、CVD法であり生産性に課題がある。すなわち、AlNウィスカー及びそれを用いた樹脂成形体の製造費用は、非常に高価となり、現実的ではない。
【0008】
そこで本発明は、上記問題に鑑みてなされたもので、強度を高めることができるとともに、良好な切断性も併せ持ち、樹脂との複合材としたときの熱伝導率を効果的に向上させることができる、高熱伝導性焼結体、及びその製造方法、並びに、高熱伝導性焼結体を用いた複合材、及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、AlN、或いはSi
3
N
4
からなる高熱伝導性焼結体であって、棒状からなり、径が、0.3mm以上1.0mmの範囲内であることを特徴とする。
【0010】
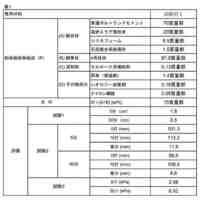
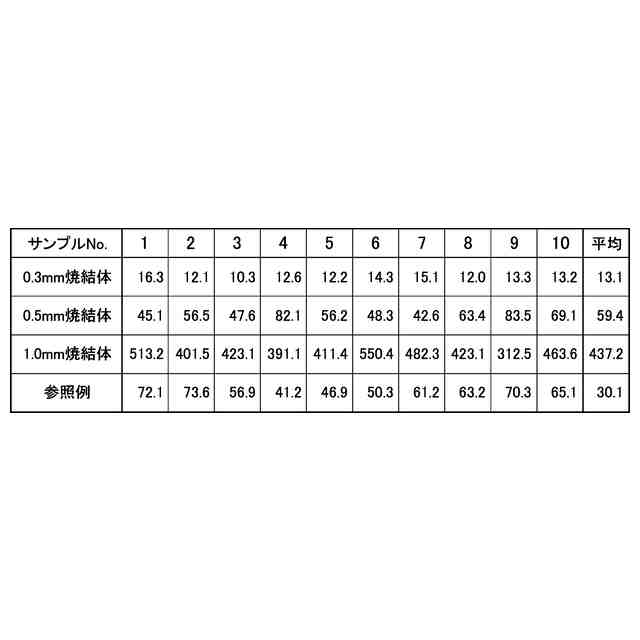
本発明では、前記径は、0.5mm以上であることが好ましい。また、本発明では、前記高熱伝導性焼結体の表面粗さRaは、1μm以上10μm以下であることが好ましい。また、支点間距離を30mmとした3点曲げによる曲げ破壊荷重評価試験において、破壊荷重が、20gf以上であることが好ましい。また、本発明では、長さが、20mm以上100mmの範囲内であることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社トクヤマ
水硬性組成物
18日前
株式会社トクヤマ
セメント系固化材
1か月前
太平洋マテリアル株式会社
吹付モルタル
1か月前
ノリタケ株式会社
焼成用治具
1か月前
ノリタケ株式会社
焼成用治具
1か月前
太平洋マテリアル株式会社
吹付コンクリート
1か月前
三菱マテリアル株式会社
cBN焼結体
2か月前
三菱マテリアル株式会社
cBN焼結体
1か月前
株式会社トクヤマ
セメント系硬化体の製造方法
1か月前
株式会社大木工藝
活性炭成形体の製造方法
23日前
MUマテックス株式会社
骨材組成物
1か月前
TOTO株式会社
構造部材
1か月前
MUマテックス株式会社
セメント組成物
1か月前
株式会社大川構造設計
硬化物の製造方法
1か月前
株式会社日本触媒
分散剤
1か月前
日本発條株式会社
接合体
1か月前
日本発條株式会社
接合体
1か月前
品川リフラクトリーズ株式会社
不定形耐火物
1か月前
TDK株式会社
電子部品
1か月前
長崎県
多孔質陶磁器の製造方法
1か月前
太平洋セメント株式会社
セメント混和材
1か月前
太平洋マテリアル株式会社
急結混和材及び吹付コンクリート
1か月前
黒崎播磨株式会社
製銑用耐火物
1か月前
株式会社MARUWA
窒化ケイ素板及びその製造方法
1か月前
ノリタケ株式会社
グリーンシートおよび造粒粉
1か月前
デンカ株式会社
混和材及びセメント組成物
1か月前
太平洋マテリアル株式会社
無機質結合材および無機繊維組成物
1か月前
株式会社Polyuse
造形物の製造方法
3日前
日本碍子株式会社
焼成体の製造方法
1か月前
太平洋マテリアル株式会社
セメント組成物及びセメントペースト
1か月前
信越化学工業株式会社
炭化金属被覆炭素材料
3日前
日本特殊陶業株式会社
接合体、および、静電チャック
1か月前
東京窯業株式会社
低熱膨張ブロック
1か月前
京セラ株式会社
セラミック構造体
1か月前
株式会社エココスモ
耐熱性バインダ及びその製造方法
1か月前
日本製鉄株式会社
覆砂材の製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ