TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024125262
公報種別
公開特許公報(A)
公開日
2024-09-18
出願番号
2024011509
出願日
2024-01-30
発明の名称
ガスタービンロータの冷却穴の偏心ドリル加工
出願人
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
,
General Electric Technology GmbH
代理人
個人
,
弁理士法人NIP&SBPJ国際特許事務所
主分類
B23D
77/14 20060101AFI20240910BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ロータ(45)の冷却穴(280)に拡大部分(100)をリーマ加工するための冷却穴ガイドを提供する。
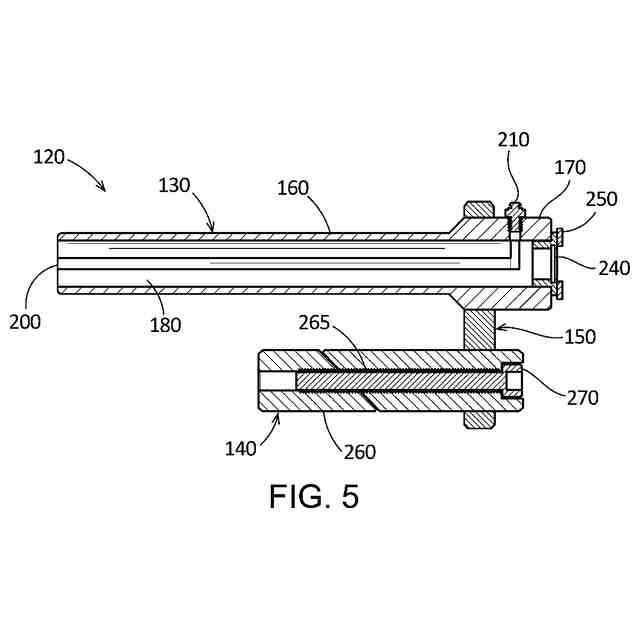
【解決手段】冷却穴ガイド(120)は、冷却穴(280)に挿入するためのカッタガイド(130)と、隣接冷却穴(290)に挿入するためのガイドロック(140)とを含む。冷却穴ガイド(120)は、カッタガイド(130)及びガイドロック(140)が取り付けられる取付板(150)をさらに備えていてもよい。タービンのロータの冷却穴(280)にカッタガイド(130)を配置し、隣接冷却穴(290)にガイドロック(140)を配置し、隣接冷却穴(290)内でガイドロック(140)をロックし、リーマ工具(300)をカッタガイド(130)に挿入し、冷却穴(280)をリーマ加工して中心のずれた拡大部分(100)を作成する。
【選択図】図4
特許請求の範囲
【請求項1】
ロータ(45)の冷却穴(280)に拡大部分(100)をリーマ加工するための冷却穴ガイド(120)であって、
前記冷却穴(280)に挿入するためのカッタガイド(130)と、
隣接冷却穴(290)に挿入するためのガイドロック(140)と
を備える、冷却穴ガイド(120)。
続きを表示(約 650 文字)
【請求項2】
前記カッタガイド(130)及び前記ガイドロック(140)が取り付けられる取付板(150)をさらに備える、請求項1に記載の冷却穴ガイド(120)。
【請求項3】
前記カッタガイド(130)が長尺スリーブ(160)を備える、請求項1に記載の冷却穴ガイド(120)。
【請求項4】
前記長尺スリーブ(160)が半円形トラフ形状(180)を有する、請求項3に記載の冷却穴ガイド(120)。
【請求項5】
前記半円形トラフ形状(180)が開口端(190)を含む、請求項4記載の冷却穴ガイド(120)。
【請求項6】
前記長尺スリーブ(160)が、その中に溝(200)を含む、請求項3に記載の冷却穴ガイド(120)。
【請求項7】
前記カッタガイド(130)が、スリーブ基部(170)を備える、請求項1に記載の冷却穴ガイド(120)。
【請求項8】
前記スリーブ基部(170)が、空気ホース(220)と連通する管継手(210)を備える、請求項7に記載の冷却穴ガイド(120)。
【請求項9】
前記スリーブ基部(170)が、その中にスリーブ軸受(240)を備える、請求項7に記載の冷却穴ガイド(120)。
【請求項10】
前記ガイドロック(140)がガイドロックスリーブ(260)を備える、請求項1に記載の冷却穴ガイド(120)。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本出願及びその成果として特許は、一般にガスタービンエンジンに関し、さらに具体的には、ガスタービンの効率を犠牲にせずに部品全体の寿命を向上させるための、ロータ冷却穴の偏心リーマ加工のためのシステム及び方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
ガスタービンエンジンは、通例、圧縮機、燃焼器、タービン、及び発電機のような外部負荷を含む。ロータは、タービンから圧縮機及び外部負荷の双方に動力及び回転運動を伝達する。ガスタービンエンジンのロータその他の部品は、高い熱的及び機械的応力に付される。これらの応力に長期間付されると、材料クリープその他のタイプの損傷が発生して、ロータ及び/又は他の部品の故障及び/又はこれらの部品及びガスタービンエンジン全体の耐用年数の短縮を招くおそれがある。
【0003】
ガスタービン運転中の熱応力を低減するため、ガスタービン部品の冷却に空気のような冷却媒体を用いることができる。例えば、ロータには、複数の冷却穴を形成し得る。時間経過とともに、熱膨張差によって、冷却穴の周りに亀裂が生じることがある。この亀裂の問題には、冷却穴をリーマ加工して各冷却穴の全体の直径を大きくするだけで対処できる。しかし、冷却穴の直径が増すと、通過する冷却空気の量が増えすぎて、ガスタービン全体の効率に悪影響を与えかねない。
【0004】
さらに、冷却穴のリーマ加工には、通常、ロータの供用を停止して取り出し、専門作業場に輸送する必要がある。冷却穴軸とロータバレルの間のスペースが非常に限られているため、このタイプの材料除去に標準的方法を使用できる可能性はない。そのため、再加工には概して長期のダウンタイム及び高い輸送コストがかかる。
【発明の概要】
【0005】
そこで、本出願及びその成果として特許は、ロータの冷却穴に拡大部分をリーマ加工するための冷却穴ガイドを提供する。冷却穴ガイドは、冷却穴に挿入するためのカッタガイドと、隣接冷却穴に挿入するためのガイドロックとを含む。
【0006】
本出願及びその成果として特許は、さらに、タービンのロータの冷却穴を拡大する方法を提供する。本方法は、冷却穴にカッタガイドを配置するステップと、隣接冷却穴にガイドロックを配置するステップと、隣接冷却穴内でガイドロックをロックするステップと、カッタガイドにリーマ工具を挿入するステップと、冷却穴をリーマ加工して中心のずれた拡大部分を作成するステップを含み得る。
【0007】
本出願及びその成果として特許は、さらに、ロータの冷却穴に拡大部分をリーマ加工するための冷却穴ガイドを提供する。冷却穴ガイドは、冷却穴に挿入するための半円形のカッタガイドと、隣接冷却穴に挿入するためのガイドロックと、カッタガイド及びガイドロックが取り付けられる取付板とを含む。
【0008】
本出願及びその成果として特許の上記その他の特徴及び改良点については、以下の詳細な説明を図面及び特許請求の範囲の記載と併せて参照することにより、当業者には明らかとなろう。
【図面の簡単な説明】
【0009】
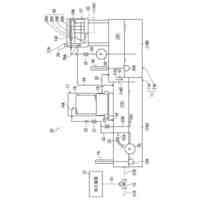
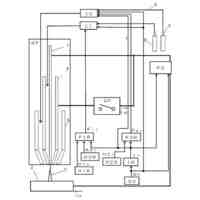
圧縮機、燃焼器、タービン及び外部負荷を含むガスタービンエンジンの概略図。
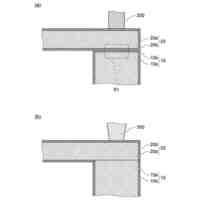
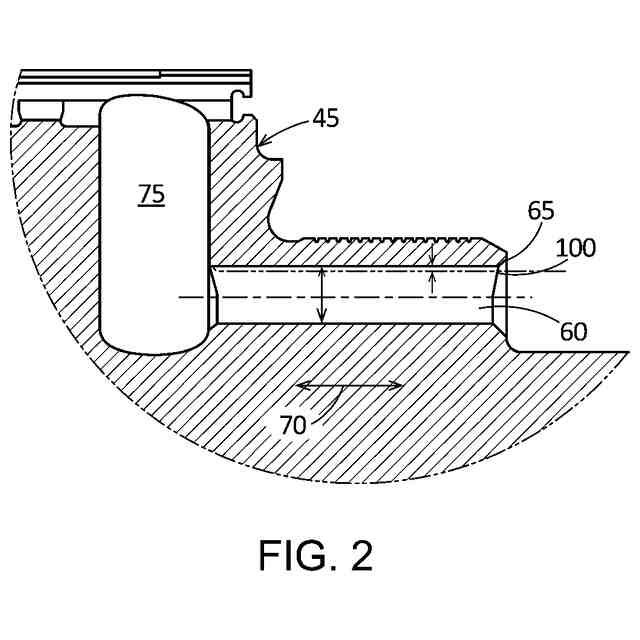
冷却穴を備えるロータの断面図であり、既存の冷却穴及び拡大すべき部分を示す。
冷却穴の概略図であり、既存の冷却穴及び拡大すべき部分を示す。
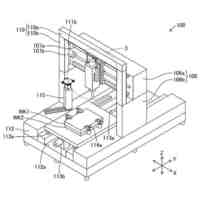
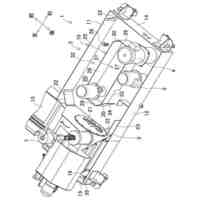
本願に係る冷却穴ガイドの斜視図。
図4の冷却穴ガイドの平面図。
図4の冷却穴ガイドのカッタガイドの斜視図。
図4の冷却穴ガイドのカッタガイドの部分断面平面図。
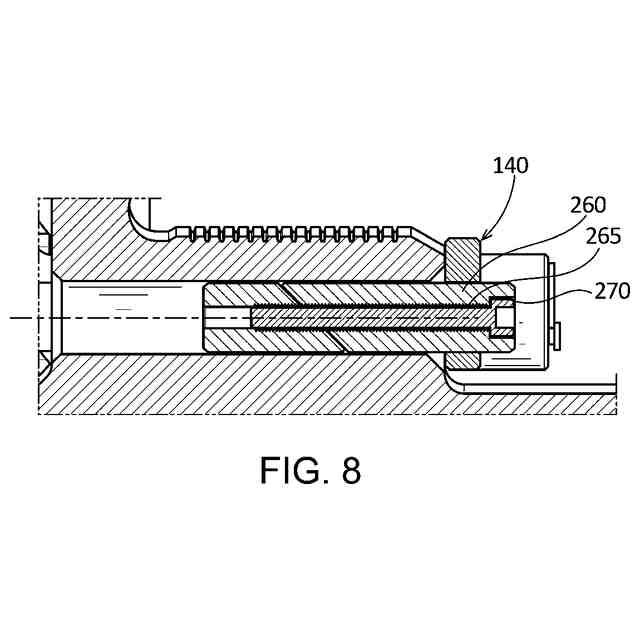
図4の冷却穴ガイドのガイドロックの部分断面平面図。
ロータの隣接冷却穴に挿入された冷却穴ガイドの斜視図。
冷却穴ガイドに挿入されたリーマ工具の斜視図。
【発明を実施するための形態】
【0010】
以下、図面を参照するが、図面を通して同様の構成要素には同様の符号を付した。図1は、本発明で使用し得るガスタービンエンジン10の概略図を示す。ガスタービンエンジン10は圧縮機15を含む。圧縮機15は、流入する空気20の流れを圧縮する。圧縮機15は、圧縮空気20の流れを複数の燃焼器缶25に送る。燃焼器缶25は、空気20の圧縮流と燃料30の加圧流とを混合し、混合気に点火して高温の燃焼ガス35の流れを生じる。燃焼器缶25は1個しか示していないが、ガスタービンエンジン10は、周方向配列などに配置された任意の数の燃焼器缶25を含んでいてもよい。或いは、燃焼器25は、アニュラ型燃焼器であってもよい。燃焼ガス35の流れは、次いでタービン40に送られる。燃焼ガス35の流れはタービン40を駆動して機械的仕事を生じる。タービン40で発生する機械的仕事は、ロータ45を介して圧縮機15及び発電機などの外部負荷50を駆動する。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
作業用治具
13日前
個人
トーチノズル
12日前
日東精工株式会社
検査装置
18日前
個人
コンタクトチップ
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
組み付け装置
4日前
シヤチハタ株式会社
組立ライン
6日前
トヨタ自動車株式会社
治具
1か月前
エンシュウ株式会社
工作機械
12日前
株式会社ダイヘン
スタッド溶接電源
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
ワーク置き台
1か月前
株式会社ダイヘン
インチング制御方法
26日前
ダイハツ工業株式会社
冷却構造
4日前
旭精工株式会社
シャフトブレーキ
1か月前
光精工株式会社
クーラントタンク
1か月前
古川精機株式会社
タッピングガイド
1か月前
三和テッキ株式会社
レーザ付着物除去装置
1か月前
津田駒工業株式会社
工作機械用の主軸装置
19日前
株式会社ダイヘン
アークスタート制御方法
26日前
トヨタ自動車株式会社
レーザ加工装置
1か月前
株式会社大林組
構造物形成方法
1か月前
ブラザー工業株式会社
工作機械
4日前
株式会社東京精密
加工用排液濾過装置
1か月前
トヨタ自動車株式会社
レーザ溶接方法
1か月前
エンシュウ株式会社
摩擦撹拌接合装置
12日前
株式会社ダイヘン
溶接電源装置
1か月前
カヤバ株式会社
溶接方法及び溶接構造
1か月前
株式会社アイシン
金属部材の接合方法
1か月前
トリックス株式会社
端部封止方法
1か月前
オークマ株式会社
切削液循環装置
12日前
ダイハツ工業株式会社
マシニングセンタ
25日前
株式会社FUJI
加工寸法管理システム
12日前
株式会社東芝
レーザ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
20日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ