TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024148771
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023062184
出願日
2023-04-06
発明の名称
マシニングセンタ
出願人
ダイハツ工業株式会社
代理人
個人
主分類
B23Q
7/00 20060101AFI20241010BHJP(工作機械;他に分類されない金属加工)
要約
【課題】加工工具を交換するための加工ヘッドの退避動作の時間を短くできるマシニングセンタを提供する。
【解決手段】ワークが載置されたパレットを搬送する搬送機構と、前記搬送機構から受け取った前記パレットを保持するテーブルと、前記ワークを加工する加工ヘッドと、前記加工ヘッドの加工工具を交換する交換機構と、前記加工ヘッドと前記交換機構とを制御する制御部と、前記搬送機構の途中で、前記パレットの前端から前記ワークの前端までの長さを測定する測定機構とを備え、前記制御部は、前記加工工具を交換する際、前記搬送方向に前記ワークと前記加工ヘッドとが干渉しないように、前記ワークに対して前記加工ヘッドを相対的に移動させ、前記ワークに対する前記加工ヘッドの相対的な移動位置は、前記長さに基づいて決定される、マシニングセンタ。
【選択図】図2
特許請求の範囲
【請求項1】
ワークが載置されたパレットを搬送する搬送機構と、
前記搬送機構の搬送方向の端部において前記搬送機構から受け取った前記パレットを保持するテーブルと、
前記ワークを加工する加工ヘッドと、
前記加工ヘッドに取り付けられた加工工具を交換する交換機構と、
前記加工ヘッドと前記交換機構とを制御して、前記ワークを所望の形状に加工する制御部と、
前記搬送機構の途中で、前記搬送方向における前記パレットの前端から前記ワークの前端までの長さを測定する測定機構とを備え、
前記制御部は、前記加工工具を交換する際、前記搬送方向に前記ワークと前記加工ヘッドとが干渉しないように、前記ワークに対して前記加工ヘッドを相対的に移動させ、
前記ワークに対する前記加工ヘッドの相対的な移動位置は、前記長さに基づいて決定される、
マシニングセンタ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、マシニングセンタに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1は、加工工具を備える加工ヘッドによってワークを全自動で加工するマシニングセンタを開示する。マシニングセンタは、工具を自動で交換する交換機構を備える。この交換機構によって、加工ヘッドに取り付けられる加工工具が交換される。
【0003】
マシニングセンタには、ワークを加工するための作業領域にワークを搬送する搬送機構を備えるものがある。この場合、ワークはパレットに載せられ、パレットごと搬送機構によって作業領域に運ばれる。
【先行技術文献】
【特許文献】
【0004】
特開2008-264891号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
マシニングセンタは、加工の順番と加工する空間座標を把握しているが、加工前のワークの外形を把握しているわけではない。従って、加工ヘッドの加工工具を交換する際、毎回、加工ヘッドをワークから離れた所定位置に退避させてから、加工工具が交換される。例えば、パレットから見て鉛直方向と搬送方向のかなり離れた所定位置に加工ヘッドを配置してから、加工工具が交換される。加工工具の交換回数が多くなると、加工の開始から終了までの時間に占める加工工具を交換するための加工ヘッドの退避動作の時間が多くなり、加工物の生産性が低下する。
【0006】
上記事情に鑑み、本発明の目的の一つは、加工工具を交換するための加工ヘッドの退避動作の時間を短くできるマシニングセンタを提供することにある。
【課題を解決するための手段】
【0007】
本発明の一態様に係るマシニングセンタは、
ワークが載置されたパレットを搬送する搬送機構と、
前記搬送機構の搬送方向の端部において前記搬送機構から受け取った前記パレットを保持するテーブルと、
前記ワークを加工する加工ヘッドと、
前記加工ヘッドに取り付けられた加工工具を交換する交換機構と、
前記加工ヘッドと前記交換機構とを制御して、前記ワークを所望の形状に加工する制御部と、
前記搬送機構の途中で、前記搬送方向における前記パレットの前端から前記ワークの前端までの長さを測定する測定機構とを備え、
前記制御部は、前記加工工具を交換する際、前記搬送方向に前記ワークと前記加工ヘッドとが干渉しないように、前記ワークに対して前記加工ヘッドを相対的に移動させ、
前記ワークに対する前記加工ヘッドの相対的な移動位置は、前記長さに基づいて決定される。
【発明の効果】
【0008】
上記マシニングセンタでは、ワークに対する加工ヘッドの相対的な移動位置が、パレットの前端からワークの前端までの長さに基づいて決定されている。そのため、上記マシニングセンタでは、加工工具を交換する際、加工ヘッドをパレット上のワークと干渉しない位置まで相対的に移動させるだけで、交換機構による加工工具の交換を実施できる。この退避距離は、従来の退避距離よりも短い。従って、加工工具を交換するための時間が従来よりも短縮される。加工工具の交換回数が多くなるほど、加工の開始から終了までの時間を短縮できるので、上記マシニングセンタは加工物の生産性を劇的に向上させ得る。
【図面の簡単な説明】
【0009】
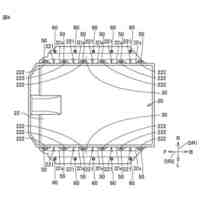
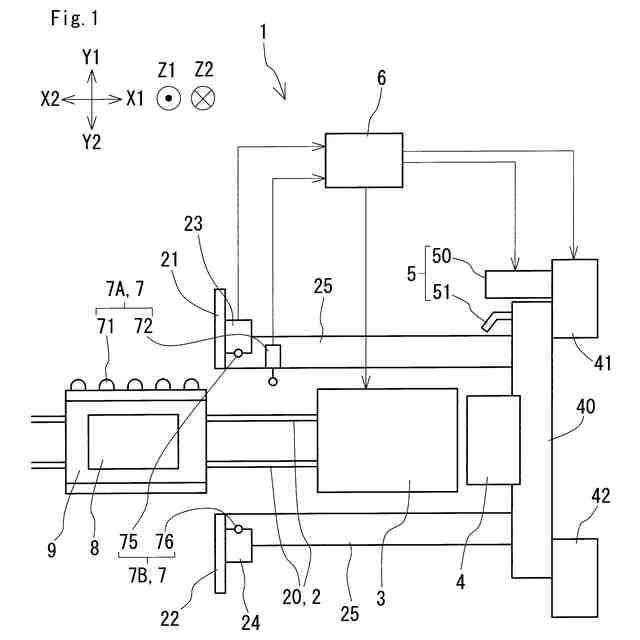
図1は、実施形態に係るマシニングセンタの概略上面図である。
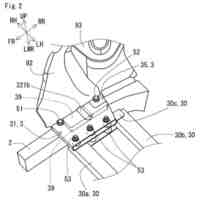
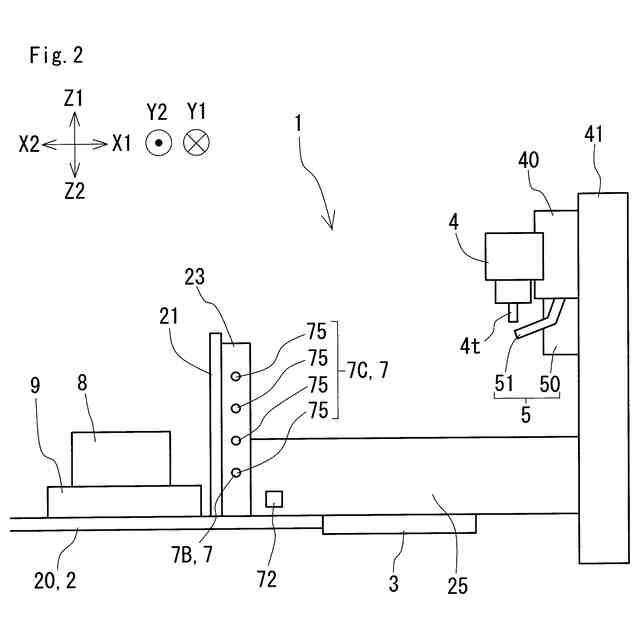
図2は、実施形態に係るマシニングセンタの概略側面図である。
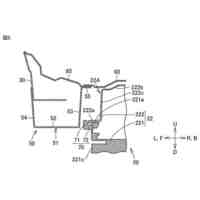
図3は、実施形態に係るマシニングセンタにおいて加工工具を交換する際の各部の挙動を説明する説明図である。
【発明を実施するための形態】
【0010】
以下、本発明に係るマシニングセンタの実施形態の一例を図面に基づいて説明する。図中の同一符号は同一または相当部分を示す。各図面が示す部材の大きさは、説明を明確にする目的で表現されており、必ずしも実際の寸法を表すものではない。なお、本発明は以下の例示に限定されるものではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ダイハツ工業株式会社
冷却構造
16日前
ダイハツ工業株式会社
車両構造
16日前
ダイハツ工業株式会社
車両用制御装置
3日前
ダイハツ工業株式会社
車両用制御装置
3日前
ダイハツ工業株式会社
回路基板及びこれを備えたインバータ装置
16日前
ダイハツ工業株式会社
片側スポット溶接装置及び片側スポット溶接方法
10日前
トヨタ自動車株式会社
車両下部構造
3日前
ダイハツ工業株式会社
スポット溶接方法、スポット溶接装置及び通電経路切替装置
16日前
トヨタ自動車株式会社
蓄電装置の搭載構造
3日前
個人
面取り装置
2か月前
個人
作業用治具
25日前
個人
トーチノズル
24日前
日東精工株式会社
検査装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
個人
コンタクトチップ
1か月前
日東精工株式会社
ねじ締め機
1か月前
シヤチハタ株式会社
組立ライン
18日前
日東精工株式会社
組み付け装置
16日前
トヨタ自動車株式会社
治具
1か月前
株式会社ダイヘン
スタッド溶接電源
1か月前
エンシュウ株式会社
工作機械
24日前
株式会社不二越
タップ
3日前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
1か月前
ダイハツ工業株式会社
冷却構造
16日前
ブラザー工業株式会社
工作機械
2か月前
株式会社ダイヘン
インチング制御方法
1か月前
株式会社ダイヘン
アーク溶接制御方法
4日前
株式会社FUJI
ワーク置き台
1か月前
株式会社MOLDINO
ドリル
2か月前
津根精機株式会社
鉄筋切断装置
3か月前
株式会社不二越
エンドミル
2か月前
個人
交換式給油ブラシの切削油の給油器
3か月前
光精工株式会社
クーラントタンク
1か月前
旭精工株式会社
シャフトブレーキ
1か月前
株式会社ダイヘン
アークスタート制御方法
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ