TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024160418
公報種別
公開特許公報(A)
公開日
2024-11-14
出願番号
2023073473
出願日
2023-04-27
発明の名称
片側スポット溶接装置及び片側スポット溶接方法
出願人
ダイハツ工業株式会社
,
OBARA株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
11/11 20060101AFI20241107BHJP(工作機械;他に分類されない金属加工)
要約
【課題】複数の金属板の接合予定部を裏側(例えば、車体の内部側)からでも容易に溶接できる片側スポット溶接装置を提供する。
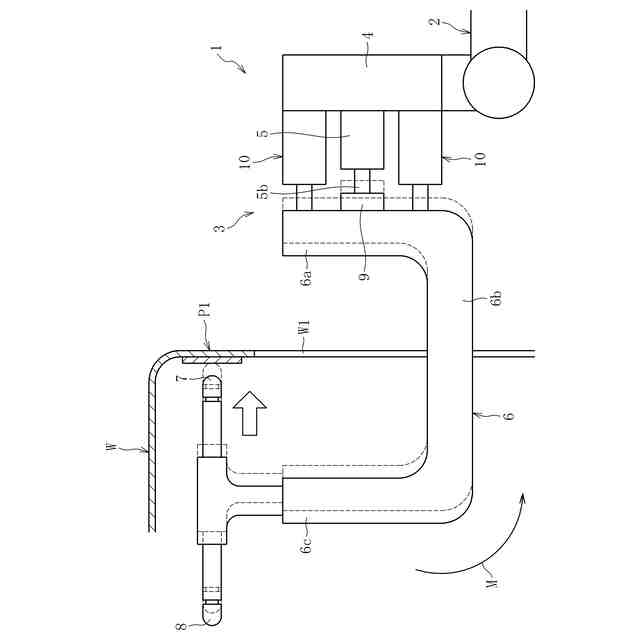
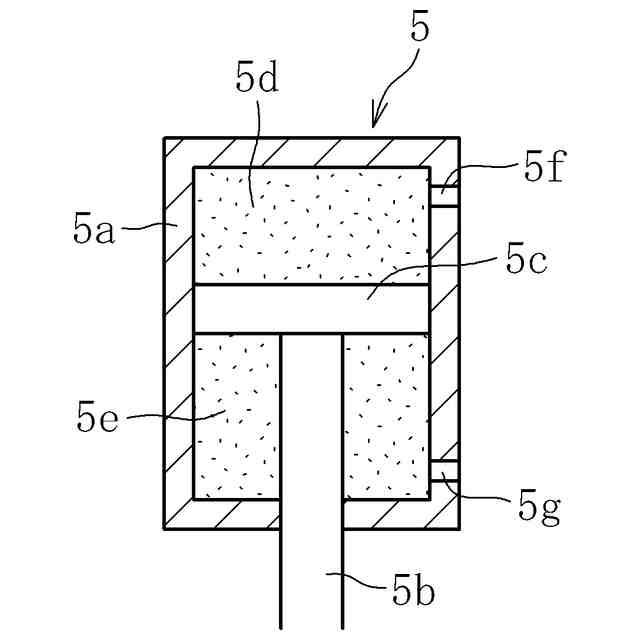
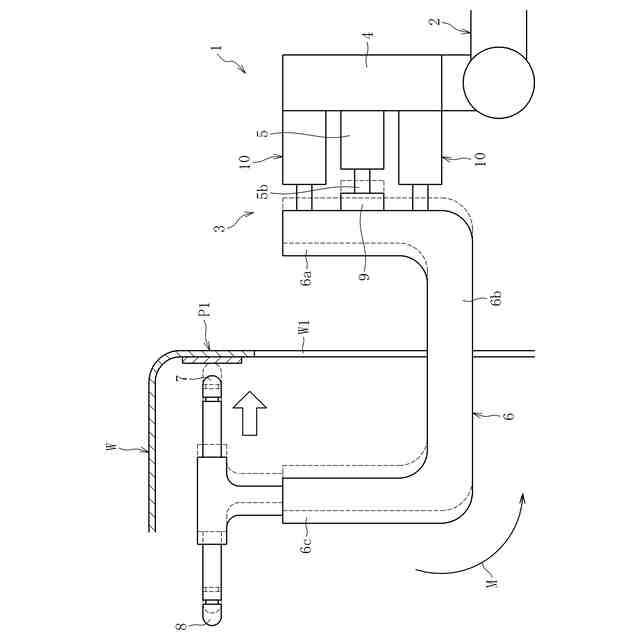
【解決手段】第1溶接電極7の軸方向他方側(シリンダ5側)に複数の金属板の接合予定部P1を配した後、シリンダ5のロッド5bを軸方向他方側(後退側)に駆動することにより、複数の金属板の接合予定部P1を第1溶接電極7で軸方向一方側(シリンダ5と反対側)から押圧する。
【選択図】図6
特許請求の範囲
【請求項1】
シリンダ本体及びロッドを有し、前記ロッドが、軸方向一方側に駆動されることで前記シリンダ本体の内部から突出し、軸方向他方側に駆動されることで前記シリンダ本体の内部側に後退するシリンダと、前記ロッドに固定されたアームと、前記アームに固定され、先端が基端よりも軸方向他方側に配された第1溶接電極とを有する片側スポット溶接装置。
続きを表示(約 620 文字)
【請求項2】
前記アームに固定され、先端が基端よりも軸方向一方側に配された第2溶接電極を有する請求項1に記載の片側スポット溶接装置。
【請求項3】
前記ロッドと前記アームとの連結部に、前記ロッドと前記アームとの相対的な傾きを許容しながら前記ロッドの軸力を前記アームに伝達可能なフローティングジョイントを設けた請求項1又は2に記載の片側スポット溶接装置。
【請求項4】
シリンダ本体及びロッドを有し、前記ロッドが、軸方向一方側に駆動されることで前記シリンダ本体の内部から突出し、軸方向他方側に駆動されることで前記シリンダ本体の内部側に後退するシリンダと、前記ロッドに固定されたアームと、前記アームに固定された第1溶接電極とを備えた片側スポット溶接装置を用いて複数の金属板の接合予定部を接合するための方法であって、
前記第1溶接電極の軸方向他方側に前記複数の金属板の接合予定部を配する工程と、
前記シリンダの前記ロッドを軸方向他方側に駆動することにより、前記複数の金属板の接合予定部を前記第1溶接電極で軸方向一方側から押圧する工程とを有する片側スポット溶接方法。
【請求項5】
車体を構成する前記複数の金属板の接合予定部を接合するにあたり、
前記シリンダを前記車体の外部に配し、前記第1溶接電極を前記車体の内部に配した状態で溶接を行う請求項4に記載の片側スポット溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、片側スポット溶接装置及び片側スポット溶接方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
例えば、自動車の車体の溶接工程では、複数の鋼板の重合部を一対の電極で挟持加圧した状態で通電する、いわゆるダイレクトスポット溶接が適用されることが多い。しかし、一対の電極で挟持できない部位等に対しては、溶接電極を板組みの厚さ方向一方側のみから当接させる片側スポット溶接(インダイレクトスポット溶接やシリーズスポット溶接等)が施されることがある。
【0003】
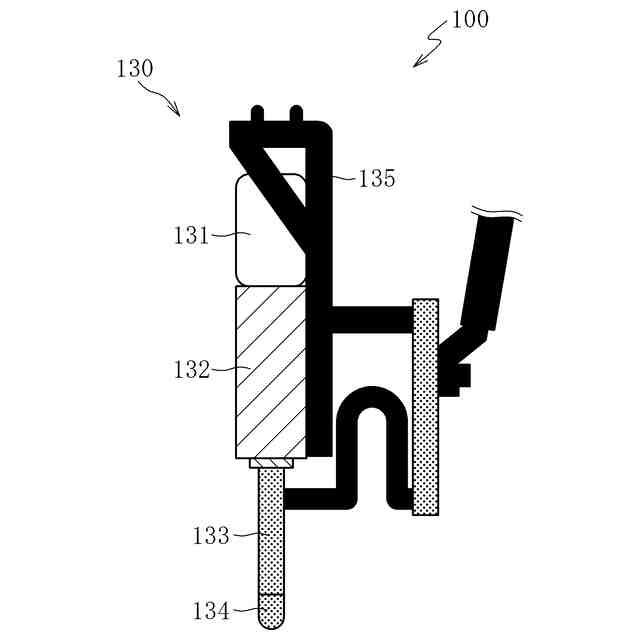
図8は、下記の特許文献1に示されたインダイレクトスポット溶接装置の溶接ガン100である。この溶接ガン100は、溶接電極134と、溶接電極を駆動する駆動ユニット130と、図示しないロボットアーム(多関節ロボット)の先端に取り付けられるブラケット135とを有する。駆動ユニット130は、サーボモータ131と、ケーシング132と、ロッド133とを有する。サーボモータ131を駆動してロッド133をケーシング132から突出させることにより、溶接電極134でワークの接合予定部を押圧する。この状態で、溶接電極134と、ワークの接合予定部以外の場所に接触させたアース電極(図示省略)との間に通電することで、接合予定部にナゲットが形成される。
【先行技術文献】
【特許文献】
【0004】
国際公開第2015/033537号
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のような一般的なインダイレクトスポット溶接装置では、駆動ユニット130のロッド133をケーシング132から押し出す動作により、溶接電極134をワークに押し付ける。このような溶接装置で車体200の内側から溶接を施す場合、例えば図9に示すように、車体200のドア開口部201から駆動ユニット130を含む溶接ガン100を車体200の内部に侵入させ、車体200の内部で溶接ガン100を反転させて、溶接電極134の先端を接合予定部202に室内側から対向させる必要がある。このような動作は非常に煩雑であるため、サイクルタイムが長くなる。
【0006】
一方、図10に示すように、図示しない反対側のドア開口部から溶接ガン100を車体200の内部に侵入させれば、車体200の内部で溶接ガン100を反転させることなく、溶接電極134の先端を接合予定部202に室内側から押し付けることができる。しかし、上記のように溶接ガン100を車体の奥部(ドア開口部201付近)まで侵入させると、これ以外の溶接ロボットは、室内で作業中の溶接ガン100との干渉を回避するために車体200の内部への侵入が規制される待ち時間(インターロック)が長くなり、溶接工程のサイクルタイムが長くなる。
【0007】
そこで、本発明は、複数の金属板の接合予定部を裏側(例えば、車体の内部側)からでも容易に溶接できる片側スポット溶接装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
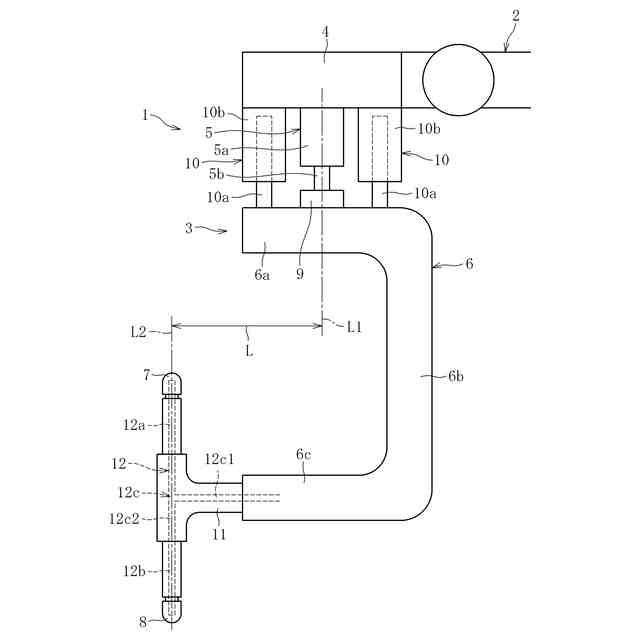
前記課題を解決するために、本発明は、シリンダ本体及びロッドを有し、前記ロッドが、軸方向一方側に駆動されることで前記シリンダ本体の内部から突出し、軸方向他方側に駆動されることで前記シリンダ本体の内部側に後退するシリンダと、前記ロッドに固定されたアームと、前記アームに固定され、先端が基端よりも軸方向他方側に配された第1溶接電極とを有する片側スポット溶接装置を提供する。
【0009】
本発明では、上記のように、溶接電極がシリンダのロッドにアームを介して取り付けられ、溶接電極の先端が基端よりも軸方向他方側(ロッドが後退する側)に配されている。この場合、第1溶接電極の軸方向他方側に複数の金属板の接合予定部を配した後、シリンダのロッドを軸方向他方側に駆動する、すなわち、ロッドをシリンダ本体の内部側に後退させることにより、複数の金属板の接合予定部を軸方向一方側(シリンダと反対側)から第1溶接電極で押圧することができる。
【0010】
上記の片側スポット溶接装置は、前記アームに固定され、先端が基端よりも軸方向一方側に配された第2溶接電極を有することが好ましい。この場合、第2溶接電極の軸方向一方側に複数の金属板の接合予定部を配した後、シリンダのロッドを軸方向一方側に駆動する、すなわち、ロッドをシリンダ本体の内部から突出させることにより、複数の金属板の接合予定部を第2溶接電極で軸方向他方側(シリンダ側)から押圧することができる。このように、シリンダのロッドを引き込んで接合予定部を押圧する第1溶接電極と、シリンダのロッドを押し出して接合予定部を押圧する第2溶接電極とを有することで、一台の溶接装置で様々な部位を溶接することが可能となる。これにより、溶接装置の台数を削減できるため、コストを低減できると共に、溶接装置を設置するためのスペースを削減できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
2か月前
個人
作業用治具
17日前
個人
トーチノズル
16日前
日東精工株式会社
検査装置
22日前
日東精工株式会社
ねじ締め機
1か月前
個人
コンタクトチップ
1か月前
日東精工株式会社
ねじ締め機
1か月前
シヤチハタ株式会社
組立ライン
10日前
日東精工株式会社
組み付け装置
8日前
トヨタ自動車株式会社
治具
1か月前
株式会社ダイヘン
スタッド溶接電源
1か月前
エンシュウ株式会社
工作機械
16日前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社MOLDINO
ドリル
2か月前
ブラザー工業株式会社
工作機械
2か月前
ダイハツ工業株式会社
冷却構造
8日前
株式会社FUJI
ワーク置き台
1か月前
津根精機株式会社
鉄筋切断装置
2か月前
株式会社ダイヘン
インチング制御方法
1か月前
個人
交換式給油ブラシの切削油の給油器
2か月前
旭精工株式会社
シャフトブレーキ
1か月前
光精工株式会社
クーラントタンク
1か月前
株式会社不二越
エンドミル
2か月前
株式会社ムラタ溶研
剪断装置
1か月前
三和テッキ株式会社
レーザ付着物除去装置
1か月前
株式会社ダイヘン
アークスタート制御方法
1か月前
津田駒工業株式会社
工作機械用の主軸装置
23日前
古川精機株式会社
タッピングガイド
1か月前
株式会社メタルクリエイト
切削装置
2日前
株式会社進和
肉盛加工ノズル
2か月前
カヤバ株式会社
溶接方法及び溶接構造
1か月前
株式会社大林組
構造物形成方法
1か月前
トヨタ自動車株式会社
レーザ加工装置
1か月前
株式会社アイシン
金属部材の接合方法
1か月前
コントレイル合同会社
レーザ加工装置
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































