TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024123462
公報種別
公開特許公報(A)
公開日
2024-09-12
出願番号
2023030899
出願日
2023-03-01
発明の名称
供給装置、および搬送台車
出願人
住友ゴム工業株式会社
代理人
弁理士法人サンクレスト国際特許事務所
主分類
B29D
30/16 20060101AFI20240905BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】サービサ等へ供給される帯状ゴム部材のロール体を容易に交換することができる技術を提供する。
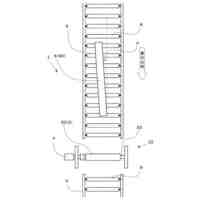
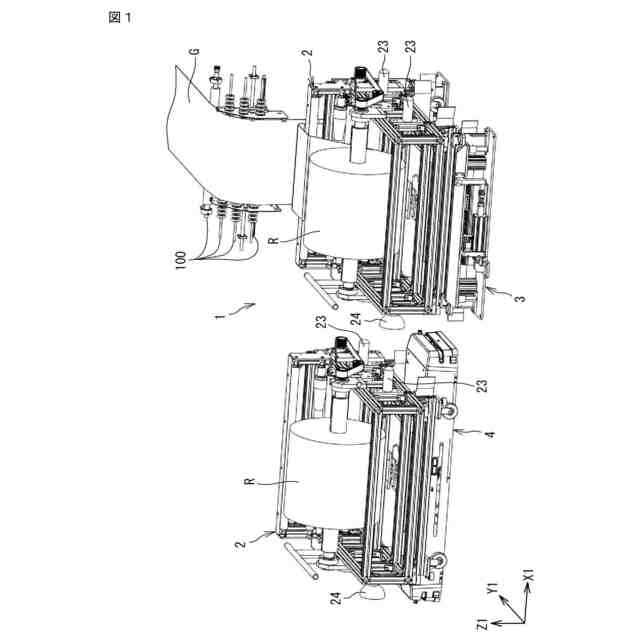
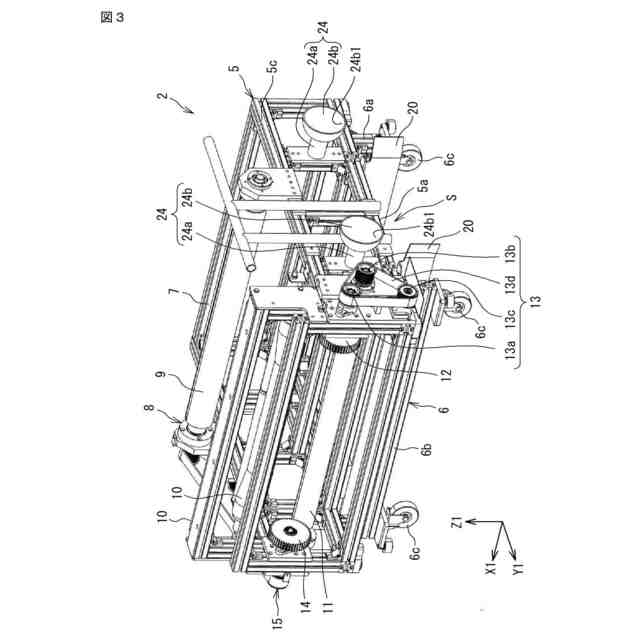
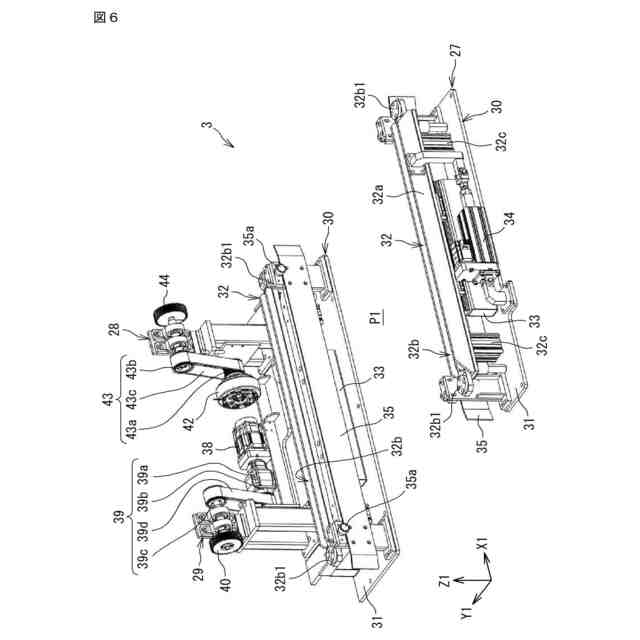
【解決手段】供給装置1は、帯状ゴム部材Gがサービサへ供給される供給位置P1を含む走行経路Dを移動可能な搬送台車2と、搬送台車2を、供給位置P1で固定する固定機構3と、を備える。搬送台車2は、帯状ゴム部材Gを巻回したロール体Rを保持する保持機構8を有する台車本体5と、台車本体5の下側部5aと路面との間に無人搬送車4が走行経路Dに沿って通過可能な通過空間Sを設ける脚部6と、通過空間S内に位置する無人搬送車4の係合部材4aが係合可能な被係合部材21と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
被供給装置へ供給される帯状ゴム部材を保持する供給装置であって、
前記帯状ゴム部材が前記被供給装置へ供給される供給位置を含む走行経路を移動可能な搬送台車と、
前記搬送台車を、前記供給位置で固定する固定機構と、を備え、
前記搬送台車は、
前記帯状ゴム部材を巻回したロール体を保持する保持機構を有する台車本体と、
前記台車本体の下側部と路面との間に無人搬送車が前記走行経路に沿って通過可能な通過空間を設ける脚部と、
前記通過空間内に位置する前記無人搬送車の係合部材が係合可能な被係合部材と、を備える
供給装置。
続きを表示(約 760 文字)
【請求項2】
前記搬送台車は、
前記台車本体の前記走行経路に沿う第1方向側に設けられ、前記台車本体から突出した突出ピンと、
前記台車本体の前記第1方向と反対の第2方向側に設けられ、他の前記搬送台車の突出ピンの先端面が接触する接触面を有する受け部材と、をさらに備える
請求項1に記載の供給装置。
【請求項3】
前記固定機構は、動力源からの回転力を前記搬送台車へ与える出力歯車を備え、
前記保持機構は、
前記ロール体の帯状ゴム部材を前記被供給装置へ送り出す送り出しローラと、
前記出力歯車に噛み合うことで前記回転力が与えられる入力歯車と、
前記入力歯車に与えられる回転力を前記送り出しローラへ伝達する伝達機構と、を備える
請求項1に記載の供給装置。
【請求項4】
前記固定機構は、前記搬送台車を接地位置から前記接地位置上方の持ち上げ位置へ持ち上げる昇降装置を備え
前記出力歯車および前記入力歯車は、前記搬送台車が前記持ち上げ位置のときに互いに噛み合い、前記搬送台車が前記接地位置のときに噛み合いが解除される
請求項3に記載の供給装置。
【請求項5】
帯状ゴム部材が被供給装置へ供給される供給位置を含む走行経路を移動可能であるとともに、固定機構によって前記供給位置に固定される搬送台車であって、
前記帯状ゴム部材を巻回したロール体を保持する保持機構を有する台車本体と、
前記台車本体の下側部と路面との間に無人搬送車が前記走行経路に沿って通過可能な通過空間を設ける脚部と、
前記通過空間内に位置する前記無人搬送車の係合部材が係合可能な被係合部材と、を備える
搬送台車。
発明の詳細な説明
【技術分野】
【0001】
本発明は、供給装置、および搬送台車に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
空気入りタイヤの製造工程には、ゴムによって被覆されたコードを含む帯状ゴム部材を、サービサを用いて成形ドラムに貼り付ける工程が含まれている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2020-15197号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、サービサ等へ供給される帯状ゴム部材のロール体を容易に交換することができる技術を提供することを目的とする。
【課題を解決するための手段】
【0005】
(1)本発明は、被供給装置へ供給される帯状ゴム部材を保持する供給装置である。この供給装置は、前記帯状ゴム部材が前記被供給装置へ供給される供給位置を含む走行経路を移動可能な搬送台車と、前記搬送台車を、前記供給位置で固定する固定機構と、を備える。前記搬送台車は、前記帯状ゴム部材を巻回したロール体を保持する保持機構を有する台車本体と、前記台車本体の下側部と路面との間に無人搬送車が前記走行経路に沿って通過可能な通過空間を設ける脚部と、前記通過空間内に位置する前記無人搬送車の係合部材が係合可能な被係合部材と、を備える。
【0006】
上記構成によれば、通過空間内の無人搬送車の係合部材に係合する被係合部材を搬送台車が有しているので、無人搬送車は、係合部材を被係合部材に係合させれば、搬送台車を走行経路に沿って移動させることができ、被係合部材に対する係合を解除すれば、搬送台車を走行経路上の所定の位置に配置することができる。
よって、無人搬送車によって、供給位置に位置する搬送台車を移動させたり、走行経路上の搬送台車を供給位置に配置させたりすることが容易となる。
この結果、ロール体を搬送台車ごと交換することが可能となり、被供給装置へ供給される帯状ゴム部材のロール体を容易に交換することができる。
【0007】
(2)上記供給装置において、前記搬送台車は、前記台車本体の前記走行経路に沿う第1方向側に設けられ、前記台車本体から突出した突出ピンと、前記台車本体の前記第1方向と反対の第2方向側に設けられ、他の前記搬送台車の突出ピンの先端面が接触する接触面を有する受け部材と、をさらに備えることが好ましい。
この場合、他の搬送台車が供給位置に位置する場合、第1方向に沿って無人搬送車によって移動する搬送台車は、突出ピンを他の搬送台車の受け部材に接触させ、他の搬送台車を第1方向に沿って供給位置から押し出すことができる。
さらに、無人搬送車は、通過空間を通過することができるので、他の搬送台車を押し出した後、無人搬送車に、搬送台車の係合を解除させ、搬送台車の通過空間から他の搬送台車の通過空間へ移動させ、他の前記搬送台車の被係合部材に係合させることができる。
これにより、1台の無人搬送車によって、他の搬送台車を供給位置から押し出しつつ、搬送台車を供給位置に配置させることができ、さら、押し出した他の搬送台車を走行経路に沿って移動させることができる。
【0008】
(3)また、上記供給装置において、前記固定機構が、動力源からの回転力を前記搬送台車へ与える出力歯車を備える場合、前記保持機構は、前記ロール体の帯状ゴム部材を前記被供給装置へ送り出す送り出しローラと、前記出力歯車に噛み合うことで前記回転力が与えられる入力歯車と、前記入力歯車に与えられる回転力を前記送り出しローラへ伝達する伝達機構と、を備えていてもよい。
この場合、入力歯車に与えられる回転力によって送り出しローラを回転させることができるので、搬送台車に動力源を設ける必要がない。
【0009】
(4)また、上記供給装置において、前記固定機構が、前記搬送台車を接地位置から前記接地位置上方の持ち上げ位置へ持ち上げる昇降装置を備える場合、前記出力歯車および前記入力歯車は、前記搬送台車が前記持ち上げ位置のときに互いに噛み合い、前記搬送台車が前記接地位置のときに噛み合いが解除されることが好ましい。
この場合、搬送台車を持ち上げ位置へ持ち上げれば、固定機構からの回転力を搬送台車の送り出しローラへ伝達させることができる。
【0010】
(5)また、他の観点から見た本発明は、帯状ゴム部材が被供給装置へ供給される供給位置を含む走行経路を移動可能であるとともに、固定機構によって前記供給位置に固定される搬送台車である。この搬送台車は、前記帯状ゴム部材を巻回したロール体を保持する保持機構を有する台車本体と、前記台車本体の下側部と路面との間に無人搬送車が前記走行経路に沿って通過可能な通過空間を設ける脚部と、前記通過空間内に位置する前記無人搬送車の係合部材が係合可能な被係合部材と、を備える。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
4か月前
東レ株式会社
プリプレグテープ
1か月前
個人
射出ミキシングノズル
29日前
株式会社日本製鋼所
押出機
1か月前
株式会社シロハチ
真空チャンバ
10日前
株式会社リコー
シート剥離装置
3か月前
東レ株式会社
一体化成形品の製造方法
2か月前
帝人株式会社
成形体の製造方法
4か月前
株式会社日本製鋼所
押出成形装置
1か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
三菱自動車工業株式会社
予熱装置
1か月前
株式会社日本製鋼所
押出成形装置
1か月前
株式会社リコー
シート処理システム
2か月前
株式会社ニフコ
樹脂製品の製造方法
24日前
小林工業株式会社
振動溶着機
4か月前
大塚テクノ株式会社
樹脂製の構造体
7か月前
株式会社リコー
シート処理システム
3か月前
KTX株式会社
シェル型の作製方法
4か月前
トヨタ自動車株式会社
真空成形方法
5か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社カネカ
再生アクリル樹脂の製造方法
24日前
ヒロホー株式会社
搬送容器の製造方法
4か月前
NISSHA株式会社
加飾成形品の製造方法
6か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レ株式会社
二軸配向ポリエステルフィルム
4か月前
日本プラスト株式会社
嵌合構造
1か月前
株式会社コスメック
磁気クランプ装置
1か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
株式会社日本製鋼所
射出成形機
4か月前
株式会社日本製鋼所
射出成形機
今日
株式会社スリーエス
光造形装置
6か月前
三光合成株式会社
ガス排出供給構造体
1か月前
三菱ケミカル株式会社
複合物品の製造方法。
29日前
豊田鉄工株式会社
接合体及び接合方法
1か月前
株式会社イクスフロー
成形装置
7か月前
積水樹脂株式会社
成形品及び成形品の成形設備
5か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ