TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024119729
公報種別
公開特許公報(A)
公開日
2024-09-03
出願番号
2023168338
出願日
2023-09-28
発明の名称
切削工具
出願人
株式会社タンガロイ
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
27/10 20060101AFI20240827BHJP(工作機械;他に分類されない金属加工)
要約
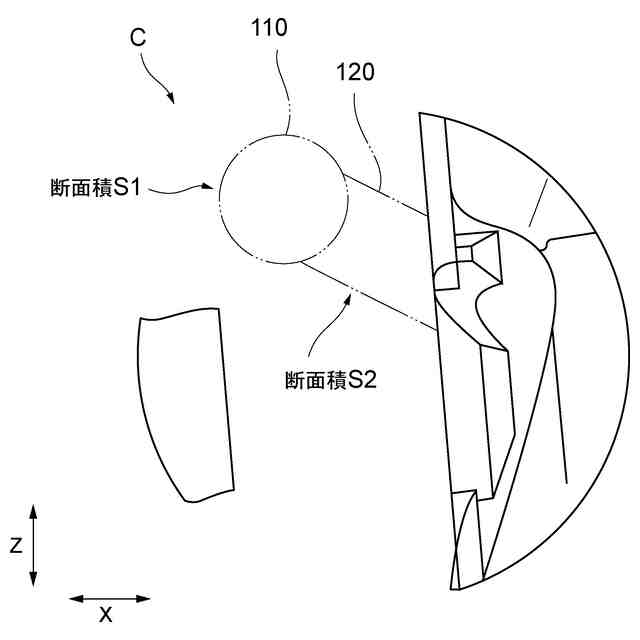
【課題】被削材の端面への溝入れといった切削加工の際、切削インサートの切れ刃に向けてクーラントを十分に供給することができる構造とする。
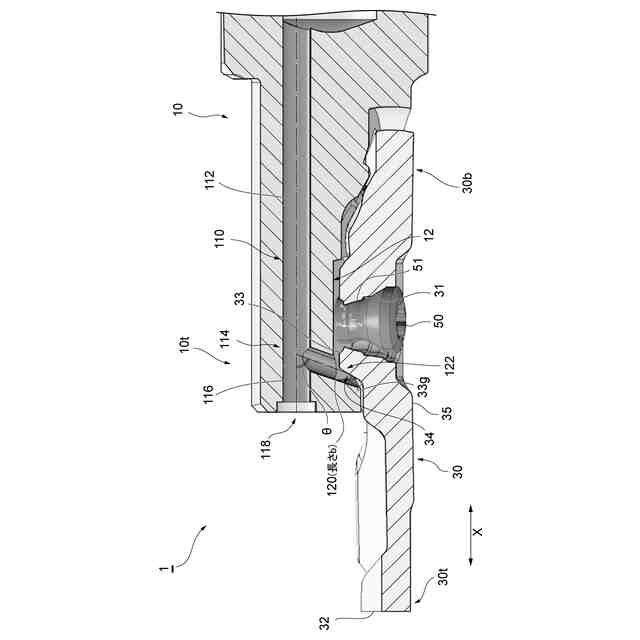
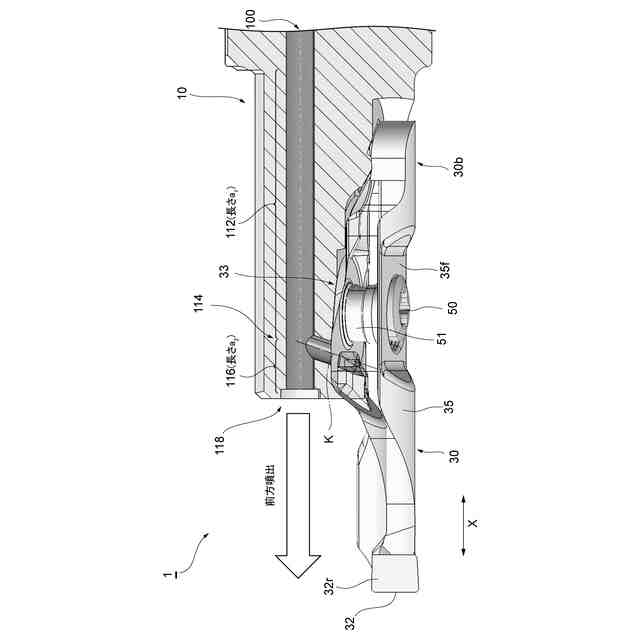
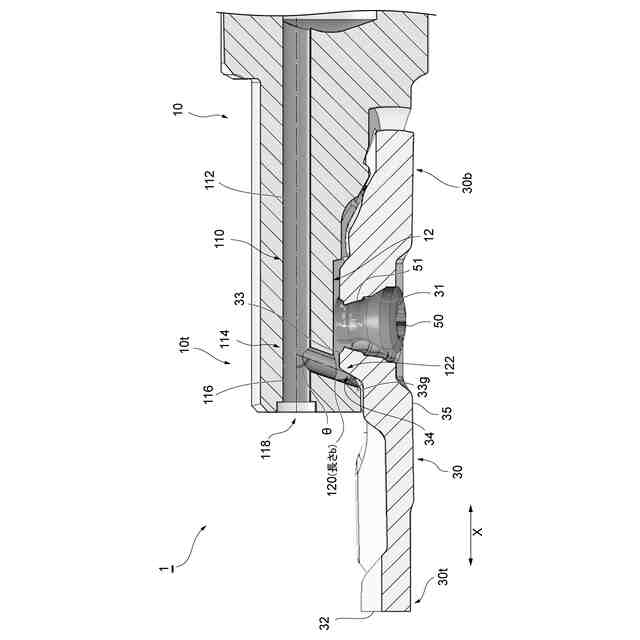
【解決手段】ボディ10の先端部10t側に向けてクーラントを供給する第1流路110と、第1噴出口118と、第1流路110の途中の分岐点114で分岐する第2流路120と、第2噴出口122と、該第2噴出口122から離れて配置され、第2噴出口122から切れ刃32までクーラントが流出するスペースを形成するガイド面33gを有するガイド部材30と、を備える切削工具1である。第1流路110のうち分岐点114よりも基端部側の流路である分岐前流路112は、第1噴出口118から分岐点114までの分岐後流路116の長さの2倍以上の長さの略直線状流路である。第2流路120は、略直線状の分岐前流路112に対して30°以上85°以下の角度で傾斜している。
【選択図】図6
特許請求の範囲
【請求項1】
切れ刃を備えた切削インサートがボディの先端部側のインサート座に着脱可能に取り付けられる構造の切削工具であって、
前記ボディの基端部側から前記先端部側に向けてクーラントを供給する第1流路と、
該第1流路の端部に設けられた第1噴出口と、
前記第1流路の途中の分岐点で分岐する第2流路と、
該第2流路の端部に設けられた第2噴出口と、
該第2噴出口から離れて配置され、少なくとも、該第2噴出口から前記切れ刃まで前記クーラントが流出するスペースを形成するガイド面を有するガイド部材と、
を備えており、
前記第1流路のうち、前記分岐点よりも前記基端部側の流路である分岐前流路は、前記第1噴出口から前記分岐点までの分岐後流路の長さa
2
の2倍以上の長さの略直線状の流路であり、
前記第2流路は、略直線状の前記分岐前流路に対して30°以上85°以下の角度で傾斜していて、
前記第2流路の長さbは、前記第1噴出口から前記分岐点までの分岐後流路の長さa
2
よりも短い、切削工具。
続きを表示(約 770 文字)
【請求項2】
前記分岐前流路は、前記第1噴出口から前記分岐点までの分岐後流路の長さa
2
の3倍以上の長さの略直線状の流路である、請求項1に記載の切削工具。
【請求項3】
前記ガイド部材は、前記クーラントの前記第2噴出口からの噴出方向の少なくとも一部を遮る位置に設けられている、請求項2に記載の切削工具。
【請求項4】
前記ガイド部材によりガイドされる前記クーラントの流出方向には、少なくとも、前記第1噴出口からのクーラント噴出方向と略平行な成分が含まれる、請求項3に記載の切削工具。
【請求項5】
前記切削インサートが前記ガイド部材として用いられている、請求項1に記載の切削工具。
【請求項6】
前記第2噴出口は、前記インサート座に設けられている、請求項5に記載の切削工具。
【請求項7】
前記切削インサートのうち前記インサート座を向く第1の面の一部が前記ガイド面として機能する、請求項6に記載の切削工具。
【請求項8】
前記切削インサートを前記ボディに固定するための固定ねじを通すねじ穴が、当該切削インサートの前記第1の面のうちの前記ガイド面として機能する部分よりも基端部側に設けられている、請求項7に記載の切削工具。
【請求項9】
前記切削インサートの前記第1の面のうち前記ガイド面として機能する部分には、前記切れ刃に向けて傾斜する傾斜部が含まれている、請求項8に記載の切削工具。
【請求項10】
前記インサート座との間のスペースのうち前記切れ刃の逃げ面側を向く部分が広くなるように前記ガイド部材が形成されている、請求項5に記載の切削工具。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削工具に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
被削材の端面への溝入れ加工(たとえば、端面に環状の溝を切削するといったもの)が可能な切削工具のボディにクーラント流路を適宜配管するための技術として、従来、特許文献1,2等に開示されているもの等が利用されている。また、切削インサートや切れ刃を備えた超硬部をクーラント流路に組み込む技術なども利用されている(例えば特許文献3参照)。
【0003】
これらのようにボディ内のクーラント流路を使ってクーラントを供給する切削工具においては、クーラントの流入口と噴出口を除く部分を封鎖した構造としていることが一般的である(例えば引用文献4~6参照)。このような構造においては、クーラント流路を流れるクーラントが層流であることが前提になっているということができる。
【先行技術文献】
【特許文献】
【0004】
特開2005-238370号公報
特開2007-320012号公報
国際公開第2015/056406号
特開2010-179380号公報
特開2013-107196号公報
特開平6-285703号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上記のごとき従来の切削工具、特に小径の丸シャンク工具などにおいては、真にクーラントを供給したい箇所である切れ刃の逃げ面などに向けて直接的に供給することが困難な場合があった。
【0006】
そこで、本発明は、被削材の端面への溝入れといった切削加工の際、切削インサートの切れ刃に向けてクーラントを十分に供給することができる構造の切削工具を提供することを目的とする。
【課題を解決するための手段】
【0007】
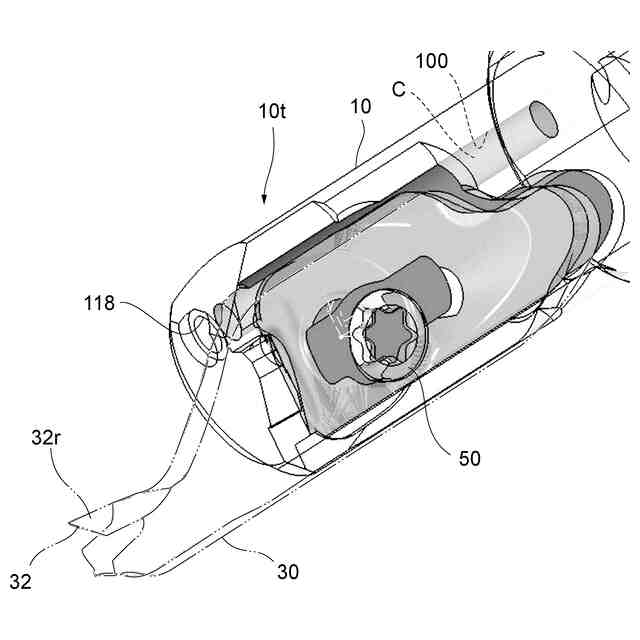
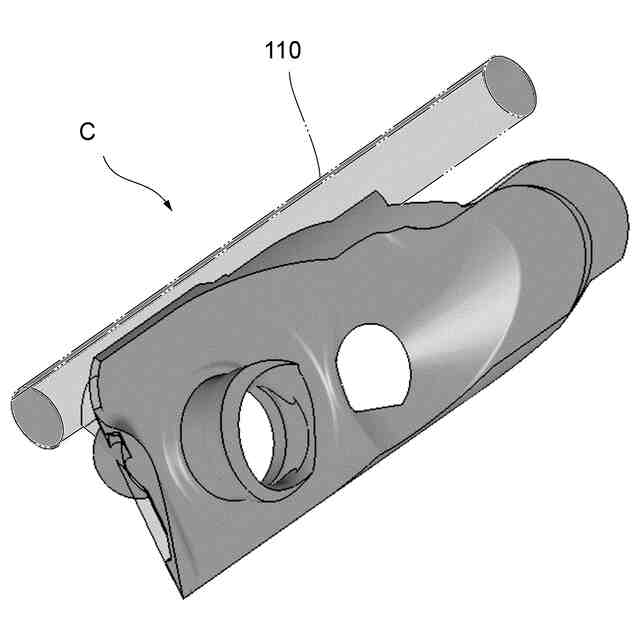
かかる課題を解決するべく、本発明者は、小内径の奥端面といった溝入れ加工時におけるクーラントの流れないしは当該流れの不安定化の要因について検討した。小内径の被削材200の奥端面202といった溝入れ加工時のトラブルは、切りくず排出と切削油供給が主原因である場合が多い(図12、図13参照)。というのも、内径奥加工であれば切りくず排出方向が制限されてしまい、溝入れ加工であれば切りくず排出路が溝幅で固定されてしまい(たとえば図12に示すように、切削インサート30’の切れ刃32’から基端側へと通じる溝にしか切りくずの排出路がなくなってしまい)、小径端面加工であれば切りくず排出路が捻じれてしまうといった種々の理由から切りくずの排出の問題が生じやすい(図12参照)。かといって、ボディ10’のクーラント流路100’を使ってクーラントCを切れ刃32’に向けて供給しようとすると切りくずに当たってしまい、どうしても切りくずの排出性が阻害されてしまいがちであるばかりか、肝心の切れ刃32’へのクーラントCの供給も阻害されてしまう。また、ボディ10’のクーラント流路100’を使わずに外部からクーラントを供給しようとしても、こういった切削加工ではその性質上、クーラント供給に足る隙間がないため切れ刃に向けて供給することは困難である。そうすると、切りくず排出性を犠牲にすることなくクーラントCの供給切れを回避するには、ボディ10’のクーラント流路100’を通じてクーラントCを供給し、切削した溝をクーラントCで充填する(満たす)ことが考えられるが、そもそも、被削材200の形状に応じて変化する溝体積、溝形状などについて、どのような場合でもクーラントCで充填するのは困難である。したがって、従来の方法では、切れ刃32’までクーラントCが届かない、切りくずがクーラントCに押し込まれてしまうといった課題が生じかねない。こういった種々の問題を前提にしつつさらに検討した本発明者は、切りくずに当たらないようにしながらクーラントCを供給するという着想の下、クーラントCを質量体として捉え、あらかじめ、吐出したい方向に速度を持たせて分流するということに着目し、ここから、課題の解決に結びつく知見を得るに至った。
【0008】
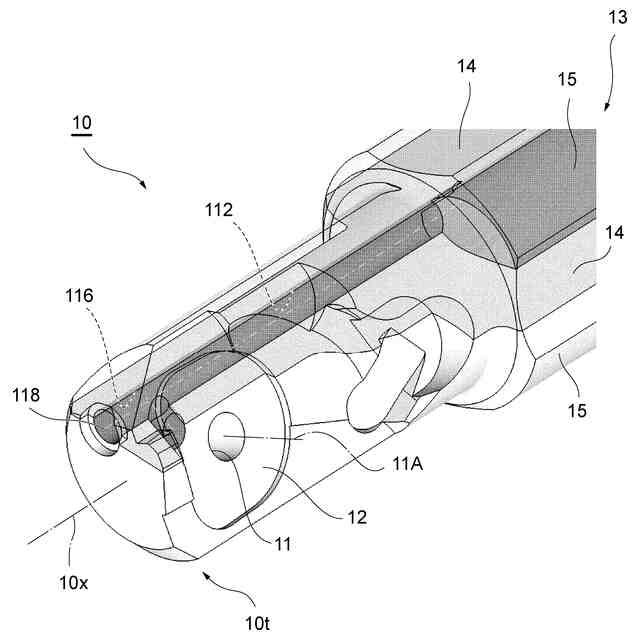
かかる知見に基づく本発明の一態様は、切れ刃を備えた切削インサートがボディの先端部側のインサート座に着脱可能に取り付けられる構造の切削工具であって、
ボディの基端部側から先端部側に向けてクーラントを供給する第1流路と、
該第1流路の端部に設けられた第1噴出口と、
第1流路の途中の分岐点で分岐する第2流路と、
該第2流路の端部に設けられた第2噴出口と、
該第2噴出口から離れて配置され、少なくとも、該第2噴出口から切れ刃までクーラントが流出するスペースを形成するガイド面を有するガイド部材と、
を備えており、
第1流路のうち、分岐点よりも基端部側の流路である分岐前流路は、第1噴出口から分岐点までの分岐後流路の長さa
2
の2倍以上の長さの略直線状の流路であり、
第2流路は、略直線状の分岐前流路に対して30°以上85°以下の角度で傾斜していて、
第2流路の長さbは、第1噴出口から分岐点までの分岐後流路の長さa
2
よりも短い、切削工具である。
【0009】
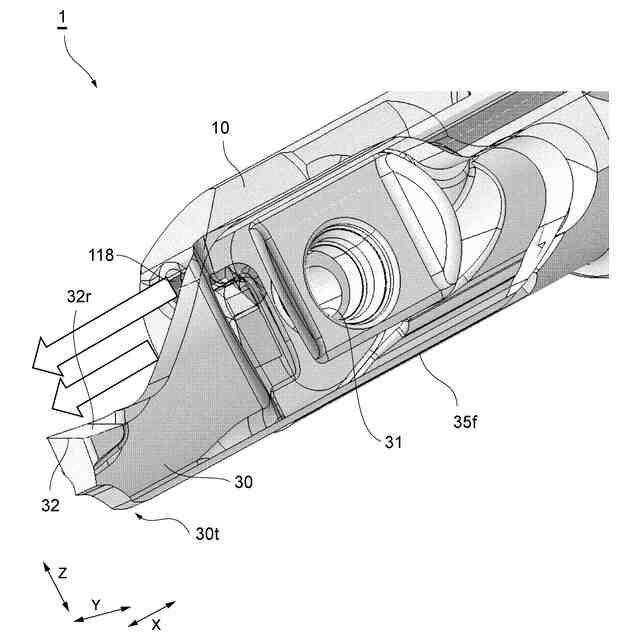
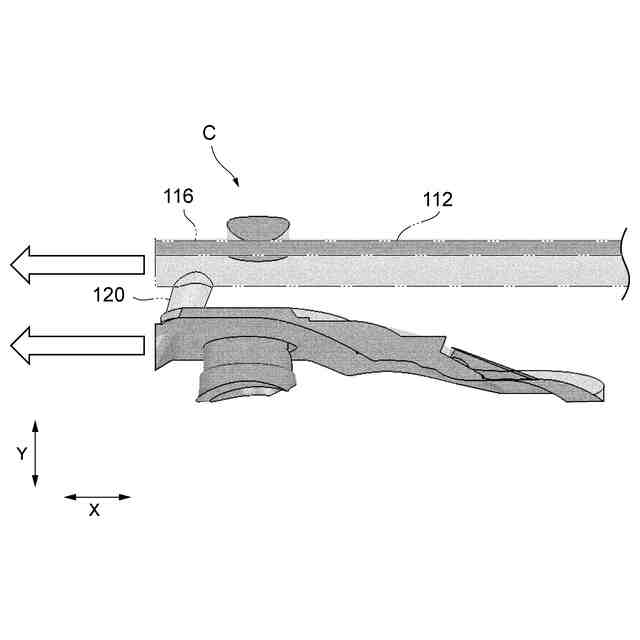
かかる切削工具においては、第1流路の第1噴出口からだけはなく、該第1流路の途中で分岐した第2流路の第2噴出口からもクーラントを噴出させ、この第2噴出口から噴出させたクーラントをガイド部材でガイドし、クーラント流出スペースを通じて切れ刃まで案内することができる。このような構成によれば、ガイド部材に沿ってクーラントを切れ刃まで確実に供給することができる。
【0010】
しかも、この切削工具においては、第1流路および該第1流路の途中で分岐する第2流路を設け、尚かつ第2噴出口からガイド部材を離間させる(つまりは第2噴出口をガイド部材で塞がない)という比較的に簡素であってかつ実状に即した構成としながらも、クーラントをあらかじめ噴出させたい方向に分流させるための条件が設定されている。すなわち、噴流工学の考えに基づき、第1流路を流れる気液混相流のうち第2流路に入ったものを切れ刃まで確実に供給することができるようにするべく、分岐前流路を分岐後流路の長さa
2
の3倍以上の長さの略直線状の流路とし、かつ、略直線状の分岐前流路に対して第2流路を30°以上85°以下の角度で傾斜させるという条件を設定することで、前方方向(ボディの先端部に向けた方向)への一定の速度成分をもったクーラントの分流にも速度の偏向成分を与え、第2流路を流れた後、切れ刃のほうへ向けて流れるという構造を実現している。また、実際の構造に照らせばガイド部材としては切削インサートを利用することが実状に沿うのであるが、現実の切削インサートの内側の面は複雑な3次元形状をしていることがあり、当該面と第2噴出口との隙間形状もまた複雑になりやすいため、隙間をシールすることが容易でない場合がある。この点、本態様にかかる切削工具においては、ガイド面と第2噴出口との隙間をシールしてクーラントを先端側へと整流するのではなく、基端側にも隙間があることを前提にしつつ、上記のごとき所定の条件を設定することで、前方方向(ボディの先端部に向けた方向)への一定の速度成分をもったクーラントが、第2流路を流れ、第2噴出口から噴出した後、基端部側に向かうのではなくガイド部に沿って先端部のほうに向かうという流れが形成される構造が実現されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
作業用治具
3か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
3か月前
シヤチハタ株式会社
組立ライン
2か月前
日東精工株式会社
組み付け装置
2か月前
有限会社津谷工業
切削工具
1か月前
エンシュウ株式会社
工作機械
2か月前
株式会社不二越
タップ
2か月前
ダイハツ工業株式会社
冷却構造
2か月前
トヨタ自動車株式会社
積層コア
20日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
トヨタ自動車株式会社
検査方法
8日前
株式会社トーキン
溶接用トーチ
4日前
株式会社ダイヘン
インチング制御方法
3か月前
株式会社ツガミ
工作機械
8日前
株式会社不二越
歯車加工機
1か月前
株式会社不二越
歯車研削盤
2か月前
株式会社メドメタレックス
ドリル
19日前
株式会社オーエム製作所
工作機械
11日前
津田駒工業株式会社
工作機械用の主軸装置
3か月前
株式会社メタルクリエイト
切削装置
2か月前
株式会社FUJI
自動化用パレット
1か月前
住友重機械工業株式会社
レーザ装置
2か月前
トヨタ自動車株式会社
位相測定方法
19日前
株式会社関本管工
エルボ管保持装置
4日前
サムテック株式会社
加工物製造方法
19日前
三菱電機株式会社
ねじ取り出し装置
12日前
株式会社ヤマダスポット
抵抗溶接機
1か月前
株式会社浪速試錐工業所
防風カバー
2か月前
株式会社ダイヘン
アークスタート制御方法
3か月前
株式会社不二越
工具の製造方法
20日前
工機ホールディングス株式会社
作業機
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
工機ホールディングス株式会社
作業機
1か月前
DMG森精機株式会社
工作機械
8日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































