TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024115598
公報種別
公開特許公報(A)
公開日
2024-08-27
出願番号
2023021297
出願日
2023-02-15
発明の名称
金属板構造物の製造方法
出願人
JFEスチール株式会社
代理人
個人
主分類
B23P
25/00 20060101AFI20240820BHJP(工作機械;他に分類されない金属加工)
要約
【課題】金属板を用いた構造物において疲労破壊が懸念される部位の疲労強度を向上させて構造物を製造する金属板構造物の製造方法を提供する。
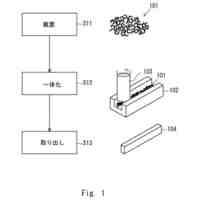
【解決手段】本発明に係る金属板構造物の製造方法は、金属板11を用いた構造物において疲労破壊が懸念される部位の疲労強度を向上させて構造物を製造するものであって、
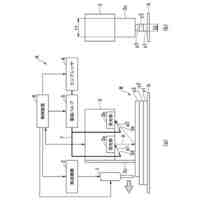
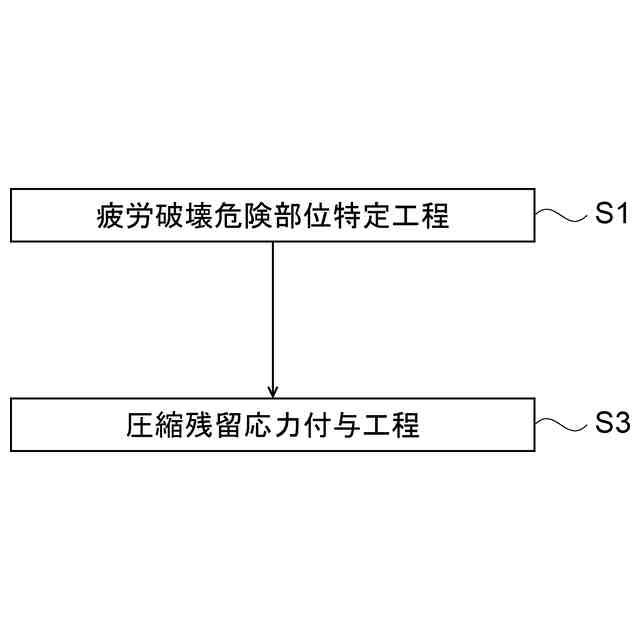
構造物1の使用時に応力集中を起こして疲労破壊が懸念される金属板11のせん断端面13aを疲労破壊危険部位17として特定する疲労破壊危険部位特定工程S1と、疲労破壊危険部位17に対して引張の塑性ひずみが集中するように金属板11又は構造物に荷重を負荷し、疲労破壊危険部位17に引張の塑性ひずみを発生させた後に除荷することにより、疲労破壊危険部位17に圧縮残留応力を付与する圧縮残留応力付与工程S3と、を含むものである。
【選択図】 図1
特許請求の範囲
【請求項1】
金属板を用いた構造物において疲労破壊が懸念される部位の疲労強度を向上させて前記構造物を製造する金属板構造物の製造方法であって、
前記構造物の使用時に応力集中を起こして疲労破壊が懸念される前記金属板のせん断端面における部位を疲労破壊危険部位として特定する疲労破壊危険部位特定工程と、
該特定した疲労破壊危険部位に対して引張の塑性ひずみが集中するように前記金属板又は前記構造物に荷重を負荷し、前記疲労破壊危険部位に引張の塑性ひずみを発生させた後に除荷することにより、前記疲労破壊危険部位に圧縮残留応力を付与する圧縮残留応力付与工程と、を含むことを特徴とする金属板構造物の製造方法。
続きを表示(約 1,600 文字)
【請求項2】
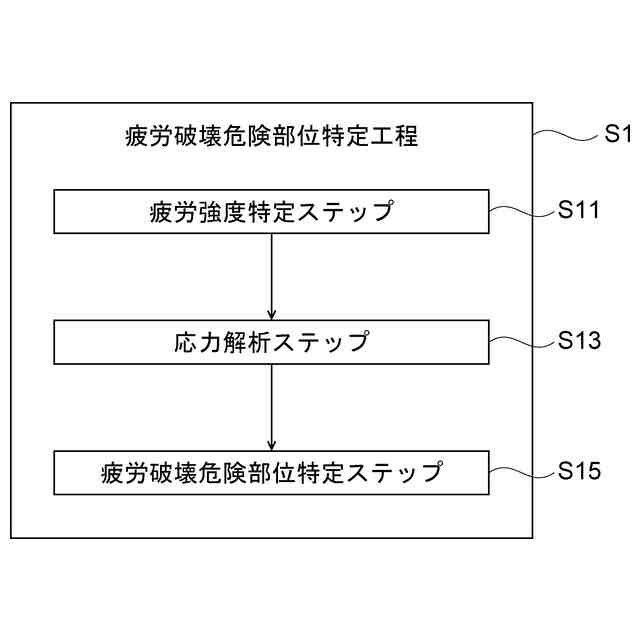
前記疲労破壊危険部位特定工程は、
前記金属板の疲労強度を特定する疲労強度特定ステップと、
前記構造物の使用時における前記金属板の前記せん断端面の応力を算出する応力解析を行う応力解析ステップと、
前記応力を算出した前記構造物における前記金属板のせん断端面のうち、前記疲労強度特定ステップで特定した前記疲労強度を超える部位を、疲労破壊が懸念される疲労破壊危険部位として特定する疲労破壊危険部位特定ステップと、を有することを特徴とする請求項1に記載の金属板構造物の製造方法。
【請求項3】
前記構造物の平坦な部位における前記金属板の端部に切り欠き部が設けられ、かつ、前記疲労破壊危険部位特定工程において特定された前記疲労破壊危険部位が前記切り欠き部のせん断端面である場合、前記圧縮残留応力付与工程は、前記切り欠き部における前記疲労破壊危険部位の接線に平行な方向に引張荷重を負荷、前記疲労破壊危険部位が前記金属板の面内で曲げ外側となる曲げ変形させる荷重を負荷、又は、前記切り欠き部の縁に沿って前記疲労破壊危険部位を含む部位を面外方向に曲げ変形させる荷重を負荷、のいずれか若しくはこれらを組み合わせて、前記疲労破壊危険部位に引張の塑性ひずみを発生させる、ことを特徴とする請求項1又は2に記載の金属板構造物の製造方法。
【請求項4】
前記構造物の平坦な部位における前記金属板に円状又は楕円状の孔部が設けられ、かつ、前記疲労破壊危険部位特定工程において特定された前記疲労破壊危険部位が前記孔部のせん断端面である場合、前記圧縮残留応力付与工程は、前記孔部における前記疲労破壊危険部位の接線に平行な方向に引張荷重を負荷、又は、前記孔部の縁に沿って前記疲労破壊危険部位を含む部位を面外方向に曲げ変形させる荷重を負荷、のいずれか若しくはこれらを組み合わせて、前記疲労破壊危険部位に前記引張の塑性ひずみを発生させる、ことを特徴とする請求項1又は2に記載の金属板構造物の製造方法。
【請求項5】
前記圧縮残留応力付与工程は、前記疲労破壊危険部位の接線に平行な方向において前記疲労破壊危険部位を挟むように複数のビードを成形することで、前記疲労破壊危険部位に前記引張の塑性ひずみを発生させる、ことを特徴とする請求項1又は2に記載の金属板構造物の製造方法。
【請求項6】
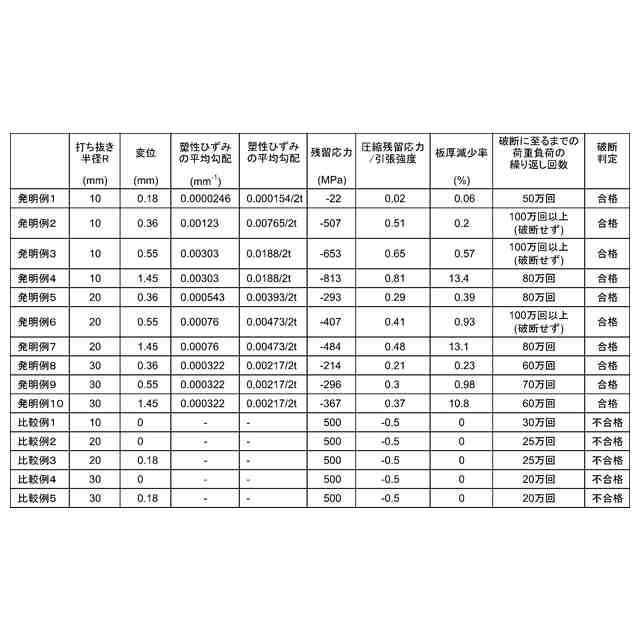
前記圧縮残留応力付与工程は、前記金属板の板厚t(mm)に対し、前記疲労破壊危険部位の接線に直交する方向において該疲労破壊危険部位から2t(mm)までの範囲における引張の塑性ひずみの平均勾配が0.004/2t(mm
-1
)以上となるように、前記疲労破壊危険部位に前記引張の塑性ひずみを発生させる、ことを特徴とする請求項1又は2に記載の金属板構造物の製造方法。
【請求項7】
前記圧縮残留応力付与工程は、前記疲労破壊危険部位に付与する圧縮残留応力の絶対値が前記金属板の引張強度の40%以上となるように、前記疲労破壊危険部位に前記引張の塑性ひずみを発生させることを特徴とする請求項1又は2に記載の金属板構造物の製造方法。
【請求項8】
前記圧縮残留応力付与工程は、前記疲労破壊危険部位における板厚減少率が10%以下となるように、前記疲労破壊危険部位に前記引張の塑性ひずみを発生させる、ことを特徴とする請求項1又は2に記載の金属板構造物の製造方法。
【請求項9】
前記金属板は、引張強度が780MPa以上である、ことを特徴とする請求項1又は2に記載の金属板構造物の製造方法。
【請求項10】
前記金属板は、4%以上6%以下の塑性ひずみ域での加工硬化係数が0.2以下である、ことを特徴とする請求項9に記載の金属板構造物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属板を用いた構造物において疲労破壊が懸念される部位の疲労強度を向上させて前記構造物を製造する金属板構造物の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
自動車部品等に代表される金属板の構造物では、金属板のせん断端面の疲労強度が課題となることが多い。特に電気自動車においては、バッテリの重量が加算されるため、ガソリン車に比べて車両重量が大きく、自動車部品に要求される疲労強度も高くなる。
そこで、自動車部品のような金属板を用いた構造物において、金属板のせん断端面の疲労強度を高くすることができる技術がこれまでにいくつか提案されている。
【0003】
例えば、特許文献1には、鋼材で構成されて切欠き部を有する機械部品において、切欠き部の表面(せん断端面に相当)を超音波振動子により打撃して圧縮残留応力を付与することにより疲労強度を向上させる方法が開示されている。
また、特許文献2には、パンチを用いて金属板に円形の打ち抜き穴を形成した後、パンチを打ち抜き穴に挿通させた状態で円周方向に回転させて打ち抜き穴のせん断端面を研磨することにより、せん断端面の疲労強度を向上させる方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2006-104551号公報
特開2022-42631号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に開示されている方法においては、切欠き部のせん断端面を打撃する超音波振動子の装置コストがかかることや、複数の切欠き部のせん断端面に対して正確に打撃することが困難である、等の課題があった。
また、特許文献2に開示されている方法は、円形の打ち抜き穴を形成するとともに形成した後にそのせん断端面を研磨するため確実に疲労強度を向上することができるものの、特殊な金型を使用することから、装置コストがかかる問題があった。
【0006】
本発明は、上記のような課題を解決するためになされたものであり、多大な装置コストを要せずに金属板のせん断端面の疲労強度を確実に向上させることができる金属板の構造物の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
(1)本発明に係る金属板構造物の製造方法は、金属板を用いた構造物において疲労破壊が懸念される部位の疲労強度を向上させて前記構造物を製造するものであって、
前記構造物の使用時に応力集中を起こして疲労破壊が懸念される前記金属板のせん断端面における部位を疲労破壊危険部位として特定する疲労破壊危険部位特定工程と、
該特定した疲労破壊危険部位に対して引張の塑性ひずみが集中するように前記金属板又は前記構造物に荷重を負荷し、前記疲労破壊危険部位に引張の塑性ひずみを発生させた後に除荷することにより、前記疲労破壊危険部位に圧縮残留応力を付与する圧縮残留応力付与工程と、を含むことを特徴とするものである。
【0008】
(2)上記(1)に記載のものにおいて、
前記疲労破壊危険部位特定工程は、
前記金属板の疲労強度を特定する疲労強度特定ステップと、
前記構造物の使用時における前記金属板の前記せん断端面の応力を算出する応力解析を行う応力解析ステップと、
前記応力を算出した前記構造物における前記金属板のせん断端面のうち、前記疲労強度特定ステップで特定した前記疲労強度を超える部位を、疲労破壊が懸念される疲労破壊危険部位として特定する疲労破壊危険部位特定ステップと、を有することを特徴とするものである。
【0009】
(3)上記(1)又は(2)に記載のものにおいて、
前記構造物の平坦な部位における前記金属板の端部に切り欠き部が設けられ、かつ、前記疲労破壊危険部位特定工程において特定された前記疲労破壊危険部位が前記切り欠き部のせん断端面である場合、前記圧縮残留応力付与工程は、前記切り欠き部における前記疲労破壊危険部位の接線に平行な方向に引張荷重を負荷、前記疲労破壊危険部位が前記金属板の面内で曲げ外側となる曲げ変形させる荷重を負荷、又は、前記切り欠き部の縁に沿って前記疲労破壊危険部位を含む部位を面外方向に曲げ変形させる荷重を負荷、のいずれか若しくはこれらを組み合わせて、前記疲労破壊危険部位に引張の塑性ひずみを発生させる、ことを特徴とするものである。
【0010】
(4)上記(1)又は(2)に記載のものにおいて、
前記構造物の平坦な部位における前記金属板に円状又は楕円状の孔部が設けられ、かつ、前記疲労破壊危険部位特定工程において特定された前記疲労破壊危険部位が前記孔部のせん断端面である場合、前記圧縮残留応力付与工程は、前記孔部における前記疲労破壊危険部位の接線に平行な方向に引張荷重を負荷、又は、前記孔部の縁に沿って前記疲労破壊危険部位を含む部位を面外方向に曲げ変形させる荷重を負荷、のいずれか若しくはこれらを組み合わせて、前記疲労破壊危険部位に前記引張の塑性ひずみを発生させる、ことを特徴とするものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
有限会社津谷工業
切削工具
1か月前
トヨタ自動車株式会社
積層コア
20日前
株式会社トーキン
溶接用トーチ
4日前
トヨタ自動車株式会社
検査方法
8日前
株式会社ツガミ
工作機械
8日前
株式会社メドメタレックス
ドリル
19日前
株式会社不二越
歯車研削盤
2か月前
株式会社オーエム製作所
工作機械
11日前
株式会社不二越
歯車加工機
1か月前
住友重機械工業株式会社
レーザ装置
2か月前
株式会社浪速試錐工業所
防風カバー
2か月前
株式会社FUJI
自動化用パレット
1か月前
三菱電機株式会社
ねじ取り出し装置
12日前
株式会社関本管工
エルボ管保持装置
4日前
株式会社ヤマダスポット
抵抗溶接機
1か月前
サムテック株式会社
加工物製造方法
19日前
トヨタ自動車株式会社
位相測定方法
19日前
株式会社不二越
工具の製造方法
20日前
工機ホールディングス株式会社
作業機
1か月前
DMG森精機株式会社
工作機械
8日前
工機ホールディングス株式会社
作業機
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社不二越
超硬合金製ドリル
12日前
トヨタ自動車株式会社
冷却器の製造方法
1か月前
トヨタ自動車株式会社
スパッタ検出方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
21日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
北井産業株式会社
ギヤ切削加工装置
1か月前
株式会社不二越
スカイビングカッタ
1か月前
三恵技研工業株式会社
金属部品の製造方法
1か月前
三菱マテリアル株式会社
表面被覆切削工具
19日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
21日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
1か月前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
1か月前
トヨタ自動車株式会社
銅切削屑の一体化方法
4日前
清水建設株式会社
積層造形装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ