TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024104583
公報種別
公開特許公報(A)
公開日
2024-08-05
出願番号
2023008878
出願日
2023-01-24
発明の名称
レーザ加工装置
出願人
株式会社デンソー
代理人
弁理士法人サトー
主分類
B23K
26/142 20140101AFI20240729BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ガスなどの流体によるエアカーテンを安定して形成することができ、加工対象物の曲りや変形を抑制することができ、レーザ加工に伴い有害物質が発生したとしても当該有害物質の滞留を抑制することができ、レーザ加工時における加工対象物の焼損を招く酸素の混入を抑制することができるレーザ加工装置を提供する。
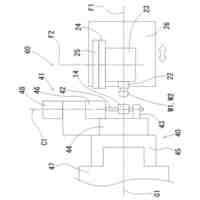
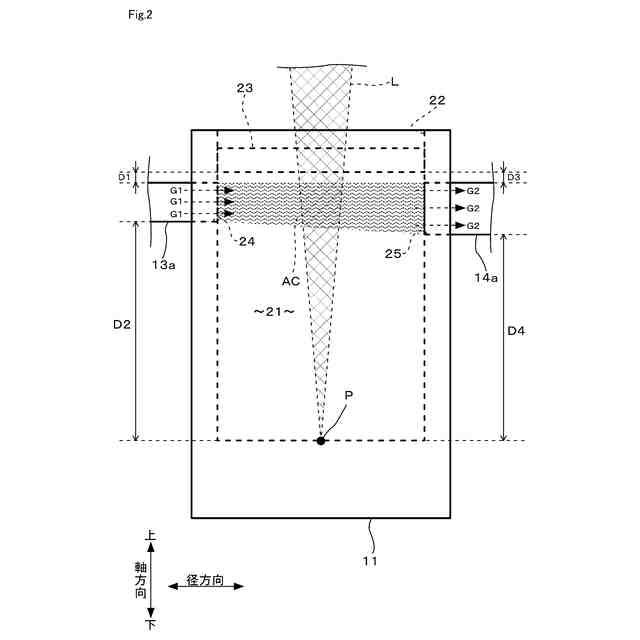
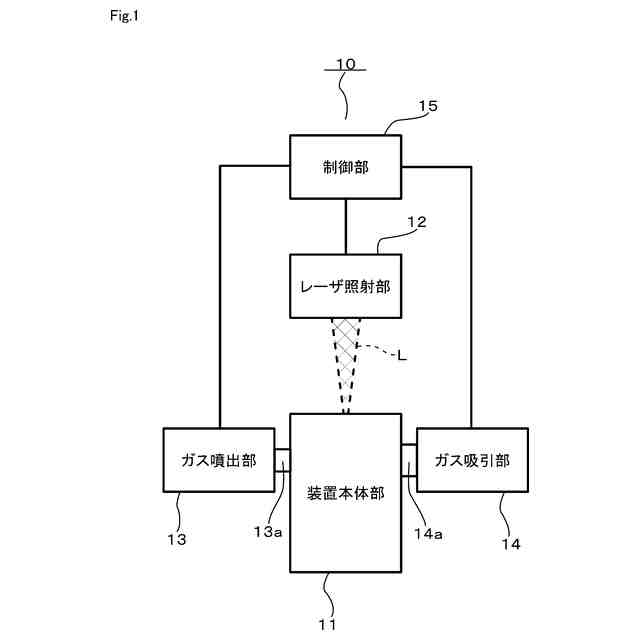
【解決手段】本開示に係るレーザ加工装置10は、加工対象物が収容される収容空間を形成する収容空間形成部11と、前記収容空間内にレーザ光を導入するレーザ光導入部23と、前記収容空間内に流体を流入する第1流体流入部24と、前記収容空間内の流体を前記収容空間外に流出する流体流出部25と、を備え、前記第1流体流入部から前記収容空間内に流入した流体は、前記収容空間内において前記加工対象物が配置される部位以外の部位に向かって流れる。
【選択図】図2
特許請求の範囲
【請求項1】
加工対象物が収容される収容空間を形成する収容空間形成部(11)と、
前記収容空間内にレーザ光を導入するレーザ光導入部(23)と、
前記収容空間内に流体を流入する第1流体流入部(24)と、
前記収容空間内の流体を前記収容空間外に流出する流体流出部(25)と、
を備え、
前記第1流体流入部から前記収容空間内に流入した流体は、前記収容空間内において前記加工対象物が配置される部位以外の部位に向かって流れるレーザ加工装置。
続きを表示(約 550 文字)
【請求項2】
前記第1流体流入部から前記収容空間内に流入した流体は、前記レーザ光導入部に沿って流れる請求項1に記載のレーザ加工装置。
【請求項3】
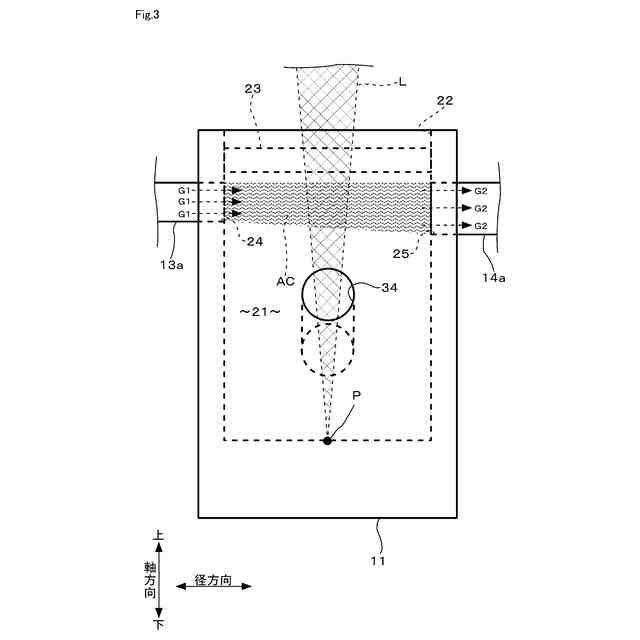
前記収容空間内に流体を流入する第2流体流入部(34)をさらに備え、
前記第2流体流入部から前記収容空間内に流入した流体は、前記収容空間内において前記加工対象物が配置される部位に向かって流れる請求項1に記載のレーザ加工装置。
【請求項4】
前記第1流体流入部から前記収容空間内に流入する流体と前記第2流体流入部から前記収容空間内に流入する流体の種類が異なる請求項3に記載のレーザ加工装置。
【請求項5】
前記第1流体流入部から前記収容空間内に流入する流体の体積流量は、前記流体流出部から前記収容空間外に流出する流体の体積流量よりも大きい請求項1に記載のレーザ加工装置。
【請求項6】
前記レーザ光導入部から前記収容空間内に導入されたレーザ光を反射する反射部(41)をさらに備える請求項1に記載のレーザ加工装置。
【請求項7】
前記第1流体流入部から前記収容空間内への流体の流入パターンを制御する制御部(15)をさらに備える請求項1に記載のレーザ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、レーザ加工装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
例えば特許文献1に開示されているような従来の装置は、長尺なチャンバの両端にそれぞれ第1の入口開口および出口開口を備え、第1の入口開口からチャンバ内に流入したガスを出口開口から流出させることにより、チャンバ内にエアカーテンを形成する構成となっている。当該装置は、チャンバの隆起区域にビーム注入窓を備え、このビーム注入窓からチャンバ内の製造平面にレーザ光を照射して加工対象物を加工する構成となっている。当該装置は、チャンバの隆起区域に第2の入口開口を備え、第2の入口開口からチャンバの隆起区域内にガスを充填する構成となっている。第2の入口開口からチャンバの隆起区域内に充填されるガスは、第1の入口開口からチャンバ内に流入するガスよりも軽量のガスである。このようにチャンバの隆起区域内に充填された軽量のガスは、ビーム注入窓を汚損から保護する保護層として機能する。
【先行技術文献】
【特許文献】
【0003】
特表2002-530202号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した従来の装置においては、第1の入口開口から流入するガスと第2の入口開口から流入するガスとの重量差あるいは密度差を活用して、ビーム注入窓を汚損から保護する保護層を形成する構成である。そのため、第1の入口開口からのガスを例えば音速以上の高速で供給すると、ガスの重量差あるいは密度差のバランスが崩れてしまい、安定したエアカーテンや保護層を形成することが難しいという問題がある。エアカーテンを形成する従来の装置、即ち、加工材に対し直接ガスを噴射するエアカーテン構造においては、エアカーテンを形成するガスの速度が速すぎると、例えば薄い加工対象物や低強度の加工対象物が曲がったり変形したりするという問題がある。これらの問題は、加工時に高濃度のガス雰囲気を形成することが難しいことを意味する。また、ガスとともに酸素が装置内に混入した場合においては、例えば易燃性の加工対象物がレーザ加工時に焼損してしまうという問題がある。さらに、従来の装置においては、レーザ加工に伴い加工対象物から有害物質が発生したり、発生した有害物質が装置内に滞留したりするすることで加工材の汚損やレーザ加工能率の低下、加工チャンバ自体の汚損等の問題がある。
【0005】
そこで、本開示は、ガスなどの流体によるエアカーテンを安定して形成することができ、加工対象物の曲りや変形を抑制することができ、レーザ加工に伴い有害物質が発生したとしても当該有害物質の滞留を抑制することができ、レーザ加工時における加工対象物の焼損を招く酸素の混入を抑制することができるレーザ加工装置を提供する。
【課題を解決するための手段】
【0006】
本開示に係るレーザ加工装置10は、加工対象物が収容される収容空間を形成する収容空間形成部11と、前記収容空間内にレーザ光を導入するレーザ光導入部23と、前記収容空間内に流体を流入する第1流体流入部24と、前記収容空間内の流体を前記収容空間外に流出する流体流出部25と、を備え、前記第1流体流入部から前記収容空間内に流入した流体は、前記収容空間内において前記加工対象物が配置される部位以外の部位に向かって流れる。
【0007】
本開示に係るレーザ加工装置10によれば、ガスなどの流体によるエアカーテンを安定して形成することができ、なおかつ、加工材に直接ガスを噴射することがないため、加工対象物の曲りや変形を抑制することができ、レーザ加工に伴い有害物質が発生したとしても流体流出部25から有害物質を排出することで当該有害物質の滞留を抑制することができ、レーザ加工時における加工対象物の焼損を招く酸素の混入を抑制することができる。
【図面の簡単な説明】
【0008】
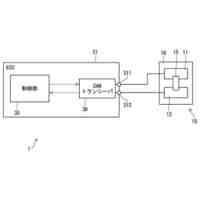
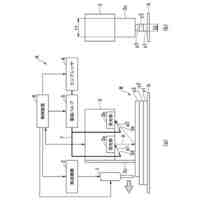
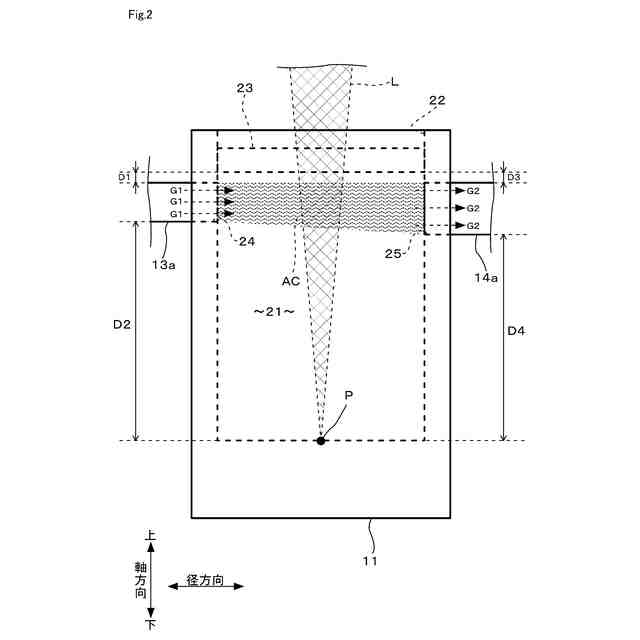
本開示の第1実施形態に係るレーザ加工装置の構成例を概略的に示すブロック図
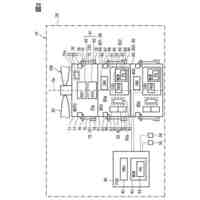
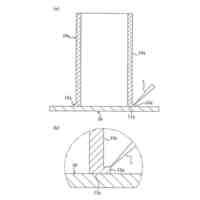
本開示の第1実施形態に係る装置本体部の構成例を概略的に示す側面図
本開示の第2実施形態に係る装置本体部の構成例を概略的に示す側面図(その1)
本開示の第2実施形態に係る装置本体部の構成例を概略的に示す側面図(その2)
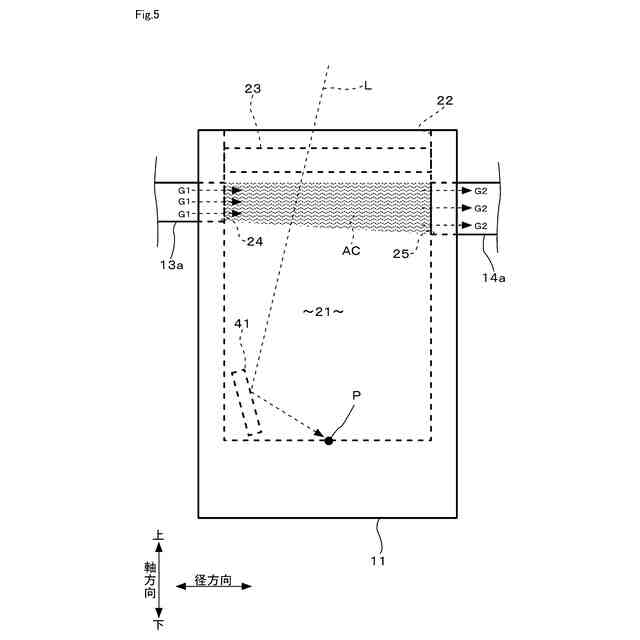
本開示の第3実施形態に係る装置本体部の構成例を概略的に示す側面図
【発明を実施するための形態】
【0009】
以下、本開示のレーザ加工装置に係る複数の実施形態について図面を参照しながら説明する。なお、複数の実施形態において実質的に同一の要素には同一の符号を付して、その説明を省略する。
【0010】
(第1実施形態)
図1に例示するレーザ加工装置10は、図示しない加工対象物に例えばレーザ除去加工、レーザ接合加工、レーザ切断加工、レーザ穴開け加工などといった各種のレーザ加工を施すための装置であり、この場合、装置本体部11、レーザ照射部12、ガス噴出部13、ガス吸引部14、制御部15を備えている。なお、レーザ除去加工は、レーザ光を照射することによりバリなどの不要な部分を加工対象物から除去する加工である。レーザ接合加工は、レーザ光を照射することにより複数の加工対象物を接合する加工である。レーザ切断加工は、レーザ光を照射することにより加工対象物を複数に切断する加工である。レーザ穴開け加工は、レーザ光を照射することにより加工対象物に穴を開ける加工である。その他、レーザ加工装置10は、レーザ光を照射することにより加工対象物に所定の加工を施す種々のレーザ加工に適用することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社デンソー
検出装置
4日前
株式会社デンソーテン
充電制御装置、充電制御方法、およびプログラム
4日前
株式会社デンソー
推進システム、推進制御装置及び推進制御プログラム
4日前
株式会社デンソー
半導体装置
4日前
株式会社デンソー
センサ評価装置
4日前
トヨタ自動車株式会社
運転支援装置、運転支援方法、および運転支援用コンピュータプログラム
4日前
トヨタ自動車株式会社
ドライバモニタ装置、ドライバモニタ方法及びドライバモニタ用コンピュータプログラム
4日前
株式会社デンソー
運転支援装置、運転支援方法、ドライブレコーダ、運転支援制御プログラム
4日前
有限会社津谷工業
切削工具
1か月前
トヨタ自動車株式会社
積層コア
20日前
トヨタ自動車株式会社
検査方法
8日前
株式会社ツガミ
工作機械
8日前
株式会社トーキン
溶接用トーチ
4日前
株式会社オーエム製作所
工作機械
11日前
株式会社不二越
歯車加工機
1か月前
株式会社メドメタレックス
ドリル
19日前
トヨタ自動車株式会社
位相測定方法
19日前
株式会社ヤマダスポット
抵抗溶接機
1か月前
サムテック株式会社
加工物製造方法
19日前
株式会社関本管工
エルボ管保持装置
4日前
株式会社FUJI
自動化用パレット
1か月前
三菱電機株式会社
ねじ取り出し装置
12日前
株式会社不二越
工具の製造方法
20日前
DMG森精機株式会社
工作機械
8日前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社不二越
超硬合金製ドリル
12日前
トヨタ自動車株式会社
冷却器の製造方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
21日前
トヨタ自動車株式会社
スパッタ検出方法
1か月前
株式会社不二越
スカイビングカッタ
1か月前
三恵技研工業株式会社
金属部品の製造方法
1か月前
北井産業株式会社
ギヤ切削加工装置
1か月前
三菱マテリアル株式会社
表面被覆切削工具
19日前
トヨタ自動車株式会社
銅切削屑の一体化方法
4日前
清水建設株式会社
積層造形装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ