TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024092166
公報種別
公開特許公報(A)
公開日
2024-07-08
出願番号
2022207911
出願日
2022-12-26
発明の名称
樹脂成形物及びその製造方法
出願人
ポリプラスチックス株式会社
代理人
園田・小林弁理士法人
主分類
C08L
23/10 20060101AFI20240701BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】従来と同程度のガラス繊維含有量を有しながら、高いシャルピー衝撃強さと良好な表面外観とを両立できる樹脂成形物と、その製造方法を提供する。
【解決手段】樹脂成形物であって、前記樹脂成形物の総質量に対して、ポリプロピレン樹脂(A)50~90質量%と、ガラス繊維(B)10~50質量%とを含み、前記ガラス繊維(B)の重量平均繊維長が800~2000μmであり、前記ガラス繊維(B)の総質量に対する、繊維長が1200μm以上5000μm未満のガラス繊維(b1)の割合が15~40質量%である、樹脂成形物。
【選択図】なし
特許請求の範囲
【請求項1】
樹脂成形物であって、
前記樹脂成形物の総質量に対して、ポリプロピレン樹脂(A)50~90質量%と、ガラス繊維(B)10~50質量%とを含み、
前記ガラス繊維(B)の重量平均繊維長が800~2000μmであり、
前記ガラス繊維(B)の総質量に対する、繊維長が1200μm以上5000μm未満のガラス繊維(b1)の割合が15~40質量%である、樹脂成形物。
続きを表示(約 1,300 文字)
【請求項2】
前記ガラス繊維(B)の総質量に対する、繊維長が800μm以上1200μm未満のガラス繊維(b2)の割合が15質量%以下である、請求項1に記載の樹脂成形物。
【請求項3】
前記ポリプロピレン樹脂(A)が、プロピレンのホモポリマー、プロピレンとエチレンのブロックコポリマー、及びプロピレンとエチレンのランダムコポリマーからなる群より選択される少なくとも1つの樹脂を含む、請求項1または2に記載の樹脂成形物。
【請求項4】
前記ポリプロピレン樹脂(A)が、プロピレンのホモポリマー、及びプロピレンとエチレンのブロックコポリマーからなる群より選択される少なくとも1つの樹脂を含む、請求項1または2に記載の樹脂成形物。
【請求項5】
前記ガラス繊維(B)の平均繊維径が5~20μmである、請求項1または2に記載の樹脂成形物。
【請求項6】
前記樹脂成形物が、混合物(Z)の成形物であり、
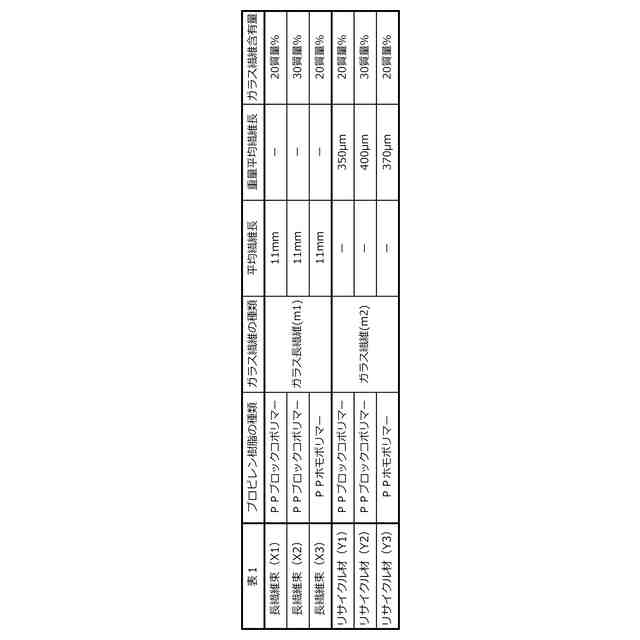
前記混合物(Z)が、ガラス長繊維(m1)を長さ方向に揃えた繊維束に、ポリプロピレン樹脂(a1)を含浸させて一体化させた(X-1)からなる、または前記(X-1)及びポリプロピレン樹脂(a2)を含む組成物(X-2)からなるポリプロピレン樹脂含浸ガラス長繊維束(X)と、ガラス繊維(m2)及びポリプロピレン樹脂(a3)を含むガラス繊維含有樹脂成形物のリサイクル材(Y)とを含む、請求項1または2に記載の樹脂成形物。
【請求項7】
前記混合物(Z)の総質量に対する前記リサイクル材(Y)の割合が、50~85質量%である、請求項6に記載の樹脂成形物。
【請求項8】
請求項1または2に記載の樹脂成形物の製造方法であって、
前記樹脂成形物中の、前記ガラス繊維(B)の重量平均繊維長が800~2000μmとなり、かつ前記ガラス繊維(B)中の、繊維長が1200μm以上5000μm未満の前記ガラス繊維(b1)の割合が、前記ガラス繊維(B)の総質量に対して15~40質量%となるように、原料樹脂組成物を射出成形することを含む、樹脂成形物の製造方法。
【請求項9】
前記射出成形することが、20MPa未満の背圧で前記原料樹脂組成物を射出成形することを含む、請求項8に記載の樹脂成形物の製造方法。
【請求項10】
さらに、前記原料樹脂組成物を調製することを含み、
前記原料樹脂組成物を調製することが、ポリプロピレン樹脂含浸ガラス長繊維束(X)とリサイクル材(Y)とを含む混合物(Z)を得ることを含み、
前記ポリプロピレン樹脂含浸ガラス長繊維束(X)が、ガラス長繊維(m1)を長さ方向に揃えた繊維束に、ポリプロピレン樹脂(a1)を含浸させて一体化させた(X-1)からなる、または前記(X-1)及びポリプロピレン樹脂(a2)を含む組成物(X-2)からなり、
前記リサイクル材(Y)が、ガラス繊維(m2)及びポリプロピレン樹脂(a3)を含むガラス繊維含有樹脂成形物のリサイクル材である、請求項8に記載の樹脂成形物の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形物及びその製造方法に関する。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
従来から、例えば、ガラス繊維含有ポリプロピレン樹脂等のガラス繊維強化樹脂組成物の成形物がよく知られている。このうち、特にガラス短繊維強化樹脂組成物の成形物は様々な分野で使用されている。その用途によって材料に求められる機械的特性(例えば、引張強さ、曲げ強さ、シャルピー衝撃強さ等)は異なるが、より高いシャルピー衝撃強さが求められる分野では、ガラス短繊維強化樹脂組成物中のガラス短繊維含有量を高くすること等が検討される。しかしながら、単純に樹脂組成物中のガラス短繊維含有量を高くした場合、得られる成形物の比重も高くなる。そのため、比重の増大を忌避する分野では、ガラス長繊維強化樹脂組成物を選択して機械強度を充足させることもあるが、ガラス長繊維強化樹脂組成物の成形物は表面にガラス繊維の凝集物が現れる場合があり、成形物の表面外観に劣るという問題がある。
【0003】
特許文献1には、ガラス短繊維強化樹脂組成物と、ガラス長繊維強化樹脂組成物とを混合して、引張強さと表面外観とを両立させた成形物を得ることが提案されている。しかしながら特許文献1には、得られた成形物の表面外観については十分に評価されていない。また、成形物のシャルピー衝撃強さについても何ら評価されていない。
【0004】
ところで、引張強さが樹脂成形物を一方向に引っ張る際に加えることができる最大応力であるのに対し、シャルピー衝撃強さは、加えられた衝撃エネルギーを樹脂成形物が吸収できる能力を表す指標の一つである。すなわち、シャルピー衝撃強さは成形物の耐衝撃性の指標となる機械特性であり、繊維強化複合材料では、繊維や樹脂の破断、樹脂及び繊維の界面の破壊、繊維同士の絡み合い構造の変形や破壊等に大きく影響を受けると考えられる。そのため、単純に機械強度を高くする方法では、選択的なシャルピー衝撃強さの向上は難しいと考えられている。
【先行技術文献】
【特許文献】
【0005】
特開2001-179738号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで本発明は、従来と同程度のガラス繊維含有量を有しながら、高いシャルピー衝撃強さと良好な表面外観とを両立できる樹脂成形物と、その製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
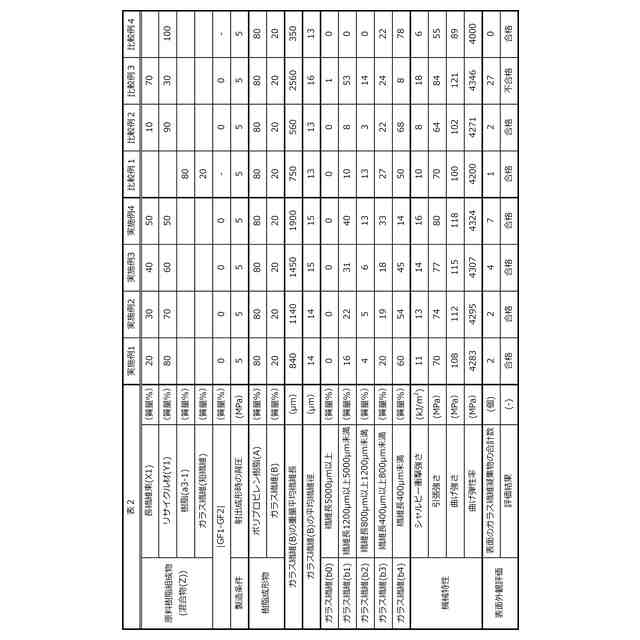
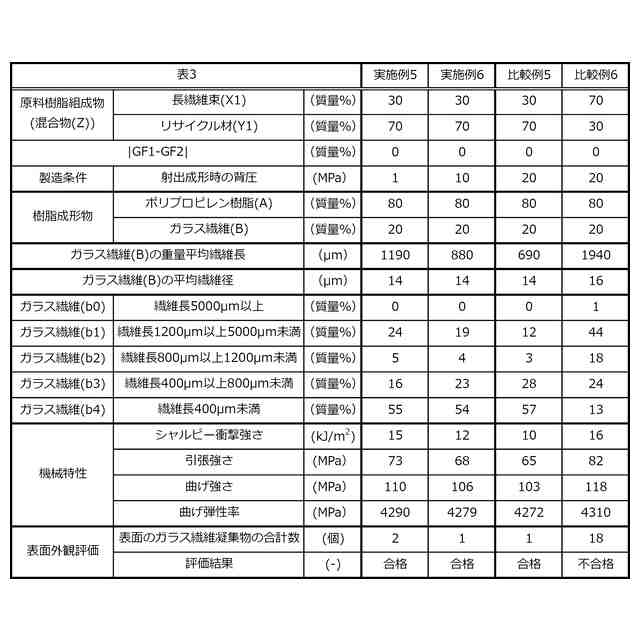
本願発明者らは鋭意検討した結果、重量平均繊維長が800~2000μmのガラス繊維(B)を含み、かつ前記ガラス繊維(B)中の繊維長が1200μm以上5000μm未満のガラス繊維(b1)の割合が一定の範囲にある樹脂成形物であれば、前述の全ての課題を解決できることを見出し、本発明を完成させるに至った。
すなわち、本発明は以下の態様を有する。
[1]樹脂成形物であって、
前記樹脂成形物の総質量に対して、ポリプロピレン樹脂(A)50~90質量%と、ガラス繊維(B)10~50質量%とを含み、
前記ガラス繊維(B)の重量平均繊維長が800~2000μmであり、
前記ガラス繊維(B)の総質量に対する、繊維長が1200μm以上5000μm未満のガラス繊維(b1)の割合が15~40質量%である、樹脂成形物。
[2]前記ガラス繊維(B)の総質量に対する、繊維長が800μm以上1200μm未満のガラス繊維(b2)の割合が15質量%以下である、[1]に記載の樹脂成形物。
[3]前記ポリプロピレン樹脂(A)が、プロピレンのホモポリマー、プロピレンとエチレンのブロックコポリマー、及びプロピレンとエチレンのランダムコポリマーからなる群より選択される少なくとも1つの樹脂を含む、[1]または[2]に記載の樹脂成形物。
[4]前記ポリプロピレン樹脂(A)が、プロピレンのホモポリマー、及びプロピレンとエチレンのブロックコポリマーからなる群より選択される少なくとも1つの樹脂を含む、[1]から[3]のいずれかに記載の樹脂成形物。
[5]前記ガラス繊維(B)の平均繊維径が5~20μmである、[1]から[4]のいずれかに記載の樹脂成形物。
[6]前記樹脂成形物が、混合物(Z)の成形物であり、
前記混合物(Z)が、ガラス長繊維(m1)を長さ方向に揃えた繊維束に、ポリプロピレン樹脂(a1)を含浸させて一体化させた(X-1)からなる、または前記(X-1)及びポリプロピレン樹脂(a2)を含む組成物(X-2)からなるポリプロピレン樹脂含浸ガラス長繊維束(X)と、ガラス繊維(m2)及びポリプロピレン樹脂(a3)を含むガラス繊維含有樹脂成形物のリサイクル材(Y)とを含む、[1]から[5]のいずれかに記載の樹脂成形物。
[7]前記混合物(Z)の総質量に対する前記リサイクル材(Y)の割合が、50~85質量%である、[6]に記載の樹脂成形物。
[8][1]から[7]のいずれかに記載の樹脂成形物の製造方法であって、
前記樹脂成形物中の、前記ガラス繊維(B)の重量平均繊維長が800~2000μmとなり、かつ前記ガラス繊維(B)中の、繊維長が1200μm以上5000μm未満の前記ガラス繊維(b1)の割合が、前記ガラス繊維(B)の総質量に対して15~40質量%となるように、原料樹脂組成物を射出成形することを含む、樹脂成形物の製造方法。
[9]前記射出成形することが、20MPa未満の背圧で前記原料樹脂組成物を射出成形することを含む、[8]に記載の樹脂成形物の製造方法。
[10]さらに、前記原料樹脂組成物を調製することを含み、
前記原料樹脂組成物を調製することが、ポリプロピレン樹脂含浸ガラス長繊維束(X)とリサイクル材(Y)とを含む混合物(Z)を得ることを含み、
前記ポリプロピレン樹脂含浸ガラス長繊維束(X)が、ガラス長繊維(m1)を長さ方向に揃えた繊維束に、ポリプロピレン樹脂(a1)を含浸させて一体化させた(X-1)からなる、または前記(X-1)及びポリプロピレン樹脂(a2)を含む組成物(X-2)からなり、
前記リサイクル材(Y)が、ガラス繊維(m2)及びポリプロピレン樹脂(a3)を含むガラス繊維含有樹脂成形物のリサイクル材である、[8]に記載の樹脂成形物の製造方法。
[11]前記ポリプロピレン樹脂含浸ガラス長繊維束(X)中の前記ガラス長繊維(m1)の平均繊維長が3~30mmである、[10]に記載の樹脂成形物の製造方法。
[12]前記ポリプロピレン樹脂含浸ガラス長繊維束(X)中の前記ガラス長繊維(m1)の割合(GF1)と、前記リサイクル材(Y)中の前記ガラス繊維(m2)の割合(GF2)とが、下記式(1)を満たす、[10]または[11]に記載の樹脂成形物の製造方法。
0≦|GF1-GF2|≦20 ・・・(1)
(式(1)中、GF1は前記ポリプロピレン樹脂含浸ガラス長繊維束(X)の総質量に対する前記ガラス長繊維(m1)の割合(質量%)を表し、GF2は前記リサイクル材(Y)の総質量に対する前記ガラス繊維(m2)の割合(質量%)を表す。)
【発明の効果】
【0008】
本発明によれば、従来と同程度のガラス繊維含有量を有しながら、高いシャルピー衝撃強さと良好な表面外観とを両立できる樹脂成形物と、その製造方法を提供できる。
【発明を実施するための形態】
【0009】
以下、本発明の一実施形態について詳細に説明する。本発明は、以下の実施形態に限定されるものではなく、本発明の効果を阻害しない範囲で適宜変更を加えて実施することができる。一実施形態について記載した特定の説明が他の実施形態についても当てはまる場合には、他の実施形態においてはその説明を省略している場合がある。本明細書において数値範囲を示す「~」の記載は、「以上以下」であることを意味している。例えば、「800~2000μm」とは、「800μm以上2000μm以下」を意味する。
【0010】
本明細書において、「重量平均繊維長」とは、樹脂成形物を灰化した後に媒体に分散させ、前記灰化物中の繊維を画像処理することによって算出された繊維長の平均値を指す。具体的な測定方法は本明細書に記載の通りである。
「繊維長」とは、ガラス繊維1本の繊維長さを指す。
「平均繊維径」とは、走査型電子顕微鏡で約100本のガラス繊維の繊維径(繊維断面における最も長い径)を測定し、その平均値を指す。なお、樹脂成形物中のガラス繊維(B)の平均繊維径は、樹脂成形物を灰化した後の灰化残渣中のガラス繊維(B)約100本の繊維径を走査型電子顕微鏡で測定し、その平均値を指す。具体的な測定方法は本明細書に記載の通りである。
「平均繊維長」は、長繊維束(X)中のガラス長繊維の繊維長さを指す。長繊維束(X)中のガラス長繊維の繊維長はペレットの長さと同じとなるため、約100個のペレットの長さをノギスなどで測定し、その平均値とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
シート
1か月前
東ソー株式会社
ゴム組成物
2か月前
東ソー株式会社
ゴム組成物
17日前
東ソー株式会社
ゴム組成物
3か月前
株式会社日本触媒
樹脂組成物
1か月前
株式会社日本触媒
硬化性組成物
2か月前
三洋化成工業株式会社
複合粒子
2か月前
株式会社ラボ
離型フィルム
2か月前
東レ株式会社
ポリエステルフィルム
1か月前
大同化成株式会社
樹脂組成物
1か月前
ユニチカ株式会社
ポリアミドイミド
2か月前
東ソー株式会社
ソールゴム用改質剤
3か月前
東レ株式会社
ポリエステルフィルム
2か月前
花王株式会社
乳化組成物
2か月前
大同化成株式会社
軟質樹脂組成物
1か月前
DIC株式会社
イミド樹脂
3日前
三洋化成工業株式会社
ブロックポリマー
2日前
三洋化成工業株式会社
成形用樹脂組成物
2か月前
東ソー株式会社
樹脂粘土及びその製造方法
1か月前
積水フーラー株式会社
硬化性組成物
1か月前
三菱ケミカル株式会社
ポリウレタン
今日
三菱ケミカル株式会社
成形体
3か月前
株式会社クラベ
耐摩耗性絶縁組成物及び電線
2か月前
グンゼ株式会社
導電性フィルム
2か月前
アキレス株式会社
塩化ビニル系樹脂フィルム
2か月前
ダイキン工業株式会社
複合材料
15日前
三井化学株式会社
シートまたはフィルム
2か月前
三水株式会社
中空粒子の製造方法
2か月前
東レ株式会社
二軸配向ポリプロピレンフィルム
1か月前
株式会社カネカ
グラフト共重合体
17日前
株式会社スギノマシン
ゴム複合物
3か月前
東レ株式会社
二軸配向ポリプロピレンフィルム
2か月前
日本エステル株式会社
ポリエステル樹脂組成物
1か月前
東ソー株式会社
クロロプレンラテックス組成物
4日前
NOK株式会社
クロロプレンゴム組成物
1か月前
東レ株式会社
二軸配向ポリプロピレンフィルム
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ