TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024013970
公報種別
公開特許公報(A)
公開日
2024-02-01
出願番号
2022116465
出願日
2022-07-21
発明の名称
熱処理方法、熱処理装置及び熱処理用加熱プログラム
出願人
NTN株式会社
代理人
個人
,
個人
主分類
C21D
9/40 20060101AFI20240125BHJP(鉄冶金)
要約
【課題】ワークに全体焼入れを施す熱処理工程において、熱処理後のワークの品質が個体間でばらつくのを可及的に防止する。
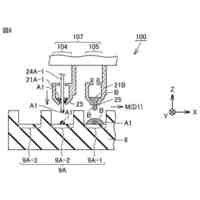
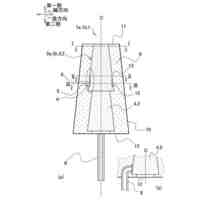
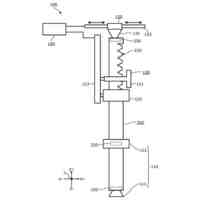
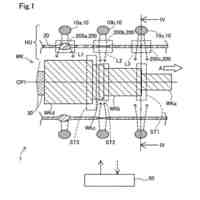
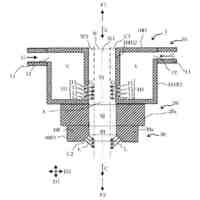
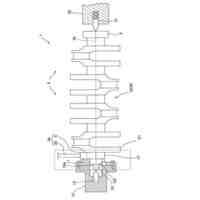
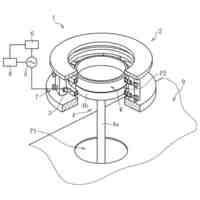
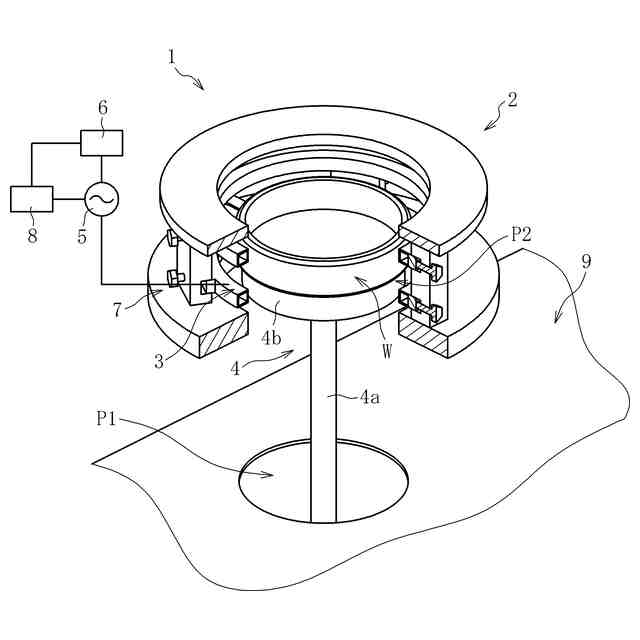
【解決手段】加熱コイル3と、加熱コイル3に電気的に接続された高周波電源5とを備え、加熱コイル3に通電することでワークWの全体を狙い温度に加熱する加熱部2を有する熱処理装置1において、加熱部2に、高周波電源5から加熱コイル3に供給される電力量の積算値を計測する積算電力量計8と、積算電力量が所定値に到達する毎に加熱コイル3に印加する電圧を変更させる信号を高周波電源5に出力する制御部6と、をさらに設けた。
【選択図】図1
特許請求の範囲
【請求項1】
ワークに全体焼入れを施す熱処理工程において、加熱コイルに通電することにより、前記ワークの全体を狙い温度に誘導加熱するに際し、
前記加熱コイルに供給される電力量の積算値を計測し、計測された積算電力量が所定値に到達する毎に前記加熱コイルに印加する電圧を変更することを特徴とする熱処理方法。
続きを表示(約 840 文字)
【請求項2】
前記積算電力量が所定値に到達するのに要する到達時間Tを監視し、この到達時間Tが所定の下限値T
MIN
よりも短い時又は所定の上限値T
MAX
よりも長い時、前記加熱コイルへの電圧印加を停止する請求項1に記載の熱処理方法。
【請求項3】
前記ワークが、転がり軸受の軌道輪の基材である請求項1又は2に記載の熱処理方法。
【請求項4】
加熱コイルと、該加熱コイルと電気的に接続された高周波電源とを備え、前記加熱コイルに通電することによりワークの全体を狙い温度に誘導加熱する加熱部を有する熱処理装置において、
前記加熱部に、前記高周波電源から前記加熱コイルに供給される電力量の積算値を計測する積算電力量計と、計測された積算電力量が所定値に到達する毎に前記加熱コイルに印加する電圧を変更させる信号を前記高周波電源に出力する制御部と、をさらに設けたことを特徴とする熱処理装置。
【請求項5】
前記制御部は、前記積算電力量が所定値に到達するのに要する到達時間Tを監視し、この到達時間Tが所定の下限値T
MIN
よりも短い時又は所定の上限値T
MAX
よりも長い時、前記加熱コイルへの通電を停止させる信号を前記高周波電源に出力する請求項4に記載の熱処理装置。
【請求項6】
ワークに熱処理を施す熱処理工程において、前記ワークの全体を狙い温度に誘導加熱するために用いられる熱処理用加熱プログラムであって、
加熱コイルに対して高周波電源から供給される電力量の積算値を積算電力量計から取得する積算電力量取得処理と、
取得した前記積算電力量が所定値に到達する毎に、前記加熱コイルに印加する電圧を変更させるための信号を前記高周波電源に対して出力する信号出力処理と、を制御装置に実行させることを特徴とする熱処理用加熱プログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱処理方法、熱処理装置及び熱処理用加熱プログラムに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
周知のように、SUJ2等の鋼材を用いて作製される機械部品(例えば、転がり軸受の軌道輪)の製造過程においては、機械部品に必要とされる機械的強度等を付与するために、機械部品の基材(ワーク)に対して熱処理としての焼入れ処理や焼戻し処理が施される。
【0003】
焼入れ処理には、ワーク全体を焼入れする全体焼入れ(「ずぶ焼入れ」とも称される)と、ワークの表層部のみを焼入れする表面焼入れとがあり、例えば、転がり軸受の軌道輪の製造過程においては、軌道輪の基材である環状のワークに対して全体焼入れが施される。ワークを全体焼入れする際の加熱方法としては、ワーク全体を均一に加熱し易い雰囲気加熱を採用するのが一般的であったが、近時においては、ワークのみを加熱することができてエネルギー効率に優れる、加熱時間を大幅に短縮できて機械部品の生産性を高めることができる、などの理由により、例えば下記の特許文献1に記載されているような誘導加熱(高周波誘導加熱)を採用するケースが増加しつつある。
【0004】
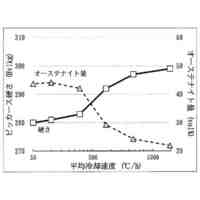
ワークを全体焼入れする際の加熱方法として誘導加熱を採用する場合には、短時間で所定の炭化物面積率を得られるように、ワークを雰囲気加熱する場合よりも高温の900℃程度にまで加熱することが行われている。但し、図5に示すように、ワークの加熱温度を高めるほど残留オーステナイト量の増え方も急峻になるため、ワークの加熱温度(加熱コイルの出力)や加熱時間(加熱コイルへの通電時間)を精密に管理する必要が生じる。
【0005】
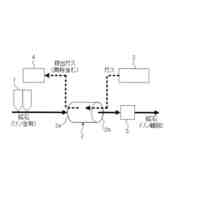
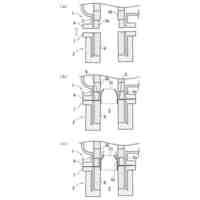
そこで、熱処理時にワークを狙い温度に誘導加熱すべく、加熱コイルへの出力や通電時間を制御するための加熱プログラムを複数準備し、ワークの形状や材質、狙いの加熱温度等に応じて加熱プログラムを使い分けている。加熱プログラムには、図6(a)に例示するように、加熱コイルに印加する電圧を時間毎に切り替えるタイプや、図6(b)に例示するように、加熱コイルに出力する電力量を時間毎に切り替えるタイプ等、時間毎に出力を切り替えるものが好適に採用されている。時間毎の出力の切り替えは、PLC(シーケンサ)を用いて容易にかつ精度良く(再現性良く)制御できるからである。
【先行技術文献】
【特許文献】
【0006】
特開2015-67880号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
JIS B6912に規定されているとおり、高周波電源の出力電圧を制御する場合は、定格電圧に対して±2%まで指令値に対する誤差が許容されるものの、ワークを誘導加熱する際に高周波電源に入力される指令電圧値と、高周波電源から出力される出力電圧値との間に僅かでも差があると、ワークの加熱温度に大きな狂いが生じることが懸念される。すなわち、本発明者らが前述したSUJ2製の環状ワークを用いて確認したところ、出力電圧値が指令電圧値とは1V異なるだけでも、実際の加熱温度は狙いの加熱温度に対して15℃程度ずれることが確認された。そして、狙いの加熱温度が高温であるほど、温度ずれによるワークの品質(機械的強度等)に与える悪影響が大きくなる。
【0008】
従って、熱処理用の加熱プログラムとして、時間毎(所定時間経過する毎)に出力を変更するものを選択した場合、一次電圧の変動や高周波電源に内蔵されているコンデンサ等の電子部品の劣化などの影響によって指令値通りの出力を得られないという問題、ひいては機械的強度をはじめとするワークの品質が安定しない(ワークの品質が個体間でばらつく)という問題が発生し易いと言える。係る問題は、例えば、ワークの品質を抜き取り検査によって確認し、その確認結果に基づいて指令値を微調整する等の対策を講じることで解消可能であるが、品質確認及びその後の調整作業に多大な手間を要することから、改善する必要がある。
【0009】
上記の実情に鑑み、本発明は、ワークに熱処理としての全体焼入れを施す熱処理工程において、熱処理後のワーク(全体焼入れされたワーク)の品質が個体間でばらつくのを可及的に防止し、もって高品質の機械部品を安定的に量産可能とすることを目的とする。
【課題を解決するための手段】
【0010】
上記の目的を達成するため、本発明では、ワークに全体焼入れを施す熱処理工程において、加熱コイルに通電することにより、上記ワークの全体を狙い温度に誘導加熱するに際し、加熱コイルに供給される電力量の積算値を計測し、計測された積算電力量が所定値に到達する毎に加熱コイルに印加する電圧を変更することを特徴とする熱処理方法を提供する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
NTN株式会社
塗布方法および塗布装置
3日前
個人
製鋼用取鍋精錬炉
1か月前
個人
鋼片の直接通電加熱装置
2か月前
日本製鉄株式会社
高純度鋼の溶製方法
2か月前
東京窯業株式会社
ガス吹き込みプラグ
2か月前
豊和工業株式会社
チャックボディの焼入れ方法
25日前
株式会社神戸製鋼所
鉄源の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
鉱石の脱リン方法
1か月前
株式会社ジェイテクト
焼入装置、および焼入方法
18日前
合同会社KESS
直接還元鉄の製造設備及び製造方法
25日前
高周波熱錬株式会社
冷却装置
1か月前
日本製鉄株式会社
配合計画支援方法
1か月前
株式会社神戸製鋼所
銑鉄製造方法
1か月前
JFEスチール株式会社
金属精錬における中間排滓方法
3日前
株式会社神戸製鋼所
高窒素鋼の精錬方法
1か月前
日本製鉄株式会社
溶鋼の真空脱ガス処理方法
2か月前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
28日前
日本製鉄株式会社
バッチ式加熱炉の操業方法
25日前
トヨタ自動車株式会社
焼入れ装置
1か月前
JFEスチール株式会社
方向性電磁鋼帯の製造方法
1か月前
大同プラント工業株式会社
熱処理方法及び熱処理炉
15日前
高周波熱錬株式会社
加熱処理装置
1か月前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-二置換C21-N-ピラゾリルステロイドおよびその使用方法
1か月前
東京窯業株式会社
環流管と浸漬管との連結方法および連結構造
1か月前
富士電子工業株式会社
ワーク固定治具及びそれを備えた焼き入れ装置
2か月前
株式会社プロテリアル
析出硬化型マルテンサイト系ステンレス鋼の製造方法
1か月前
JFEスチール株式会社
高炉操業方法
3か月前
JFEスチール株式会社
高炉操業方法
1か月前
JFEスチール株式会社
転炉の操業方法
16日前
スチールプランテック株式会社
転炉排ガス処理設備及び転炉排ガス処理方法
2か月前
NTN株式会社
熱処理方法、熱処理装置及び熱処理用加熱プログラム
3か月前
JFEスチール株式会社
微粉炭の製造装置及び製造方法
3日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ