TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025140052
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024039206
出願日
2024-03-13
発明の名称
ステントデリバリーシステムの製造方法
出願人
テルモ株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
A61F
2/95 20130101AFI20250919BHJP(医学または獣医学;衛生学)
要約
【課題】ステントがクリンプされたバルーンカテーテルのリテンションの向上を実現するステントデリバリーシステムの製造方法を提供する。
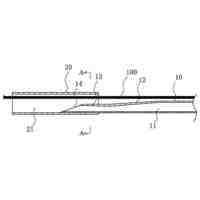
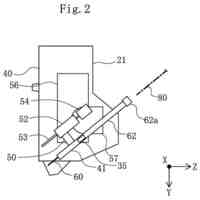
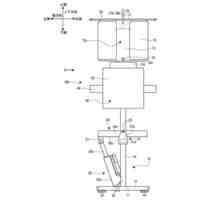
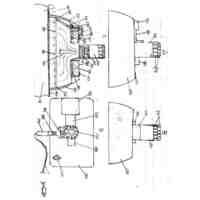
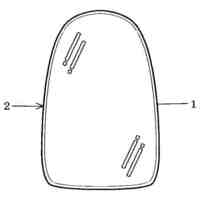
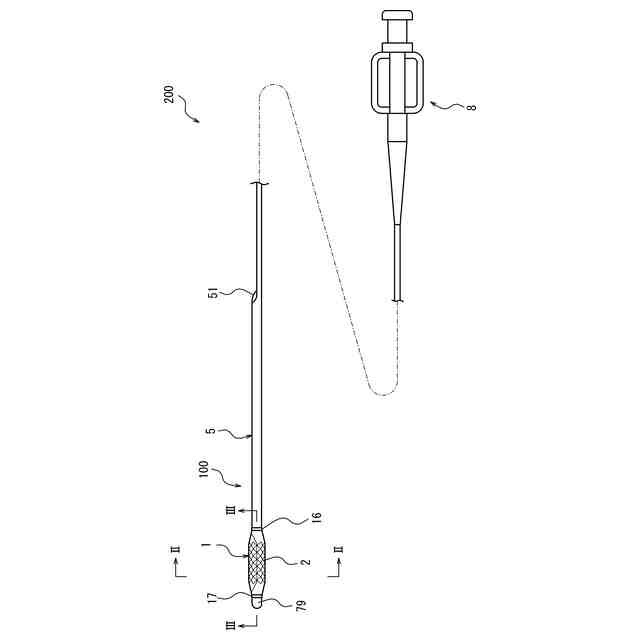
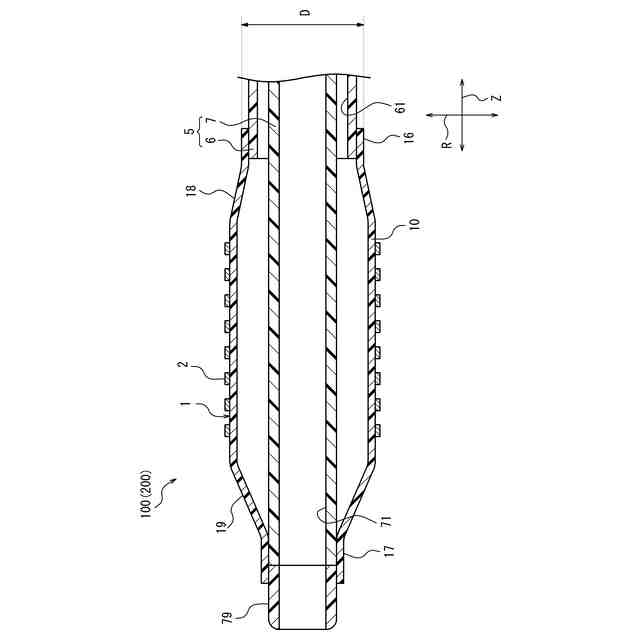
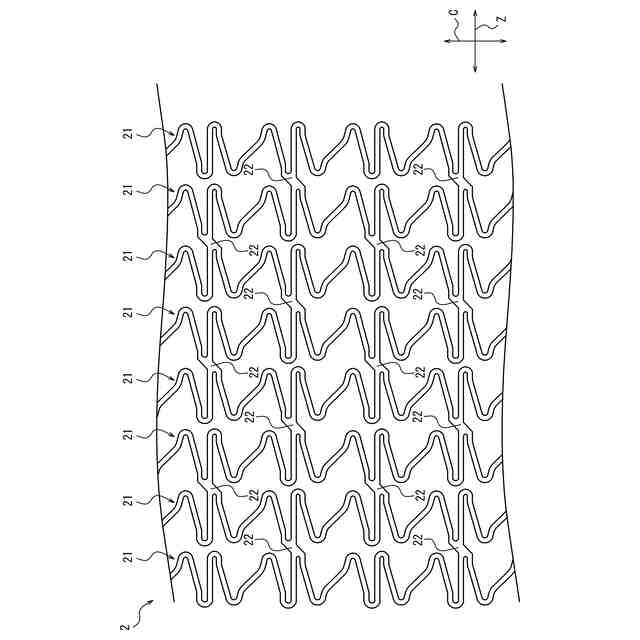
【解決手段】ステントデリバリーシステム200の製造方法は、筒状形状に形成されたステント2の筒内にバルーン1を挿入した状態で、ステント2の径方向における内側向きにステント2を圧縮してステント2とバルーン1とを縮径し、その後に圧縮を解放する第一縮径工程と、第一縮径工程後に行われ、ステント2の径方向における内側向きにステント2を圧縮してステント2とバルーン1とを縮径し、その後に圧縮を解放する第二縮径工程と、バルーン1に流体を供給して膨らませ、バルーン1をステント2の内側に押し付ける加圧工程と、を含む。
【選択図】図2
特許請求の範囲
【請求項1】
筒状形状に形成されたステントの筒内にバルーンを挿入した状態で、前記ステントの径方向における内側向きに前記ステントを圧縮して前記ステントと前記バルーンとを縮径し、その後に圧縮を解放する第一縮径工程と、
前記第一縮径工程後に行われ、前記ステントの径方向における内側向きに前記ステントを圧縮して前記ステントと前記バルーンとを縮径し、その後に圧縮を解放する第二縮径工程と、
前記バルーンに流体を供給して膨らませ、前記バルーンを前記ステントの内側に押し付ける加圧工程と、を含むステントデリバリーシステムの製造方法。
続きを表示(約 800 文字)
【請求項2】
前記第一縮径工程は、
前記ステントの径方向における内側向きに前記ステントを圧縮して前記ステントを第一直径まで縮径する第一圧縮工程と、
前記ステントを前記第一直径のままで維持する第一維持工程と、
前記第一維持工程後に圧縮を解放する第一解放工程と、を含み、
前記第二縮径工程は、2回以上繰り返し行われ、
前記加圧工程は、
前記第一縮径工程の開始以前に行われる前加圧工程と、
前記第一圧縮工程中に行われる中加圧工程と、
前記第一維持工程中に行われる後加圧工程と、を含む請求項1に記載のステントデリバリーシステムの製造方法。
【請求項3】
前記加圧工程は、前記第一圧縮工程の開始前から前記第一維持工程中に至るまで継続される請求項2に記載のステントデリバリーシステムの製造方法。
【請求項4】
前記第二縮径工程を2回以上繰り返し行われ、
前記加圧工程は、2回目以降の前記第二縮径工程中に行われる請求項1から3の何れか一項に記載のステントデリバリーシステムの製造方法。
【請求項5】
前記第二縮径工程は、
前記ステントの径方向における内側向きに前記ステントを圧縮して前記ステントを第二直径まで縮径する第二圧縮工程と、
前記ステントを前記第二直径のままで維持する第二維持工程と、
前記第二維持工程後に圧縮を解放する第二解放工程と、を含み、
前記加圧工程は、前記第二維持工程中に行われる後加圧工程を含む請求項4に記載のステントデリバリーシステムの製造方法。
【請求項6】
前記加圧工程を行う前記第二縮径工程の後に、前記加圧工程を行わない前記第二縮径工程が行われる請求項5に記載のステントデリバリーシステムの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ステントデリバリーシステムの製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1には、バルーンカテーテルにステントをクリンプする、ステントデリバリーシステムの製造方法が開示されている。このステントデリバリーシステムの製造方法では、準備したステントを、折り畳まれたバルーンの外径と同じかこれよりも小さい内径を有する第二の径に予め収縮しておき、これに対して折り畳まれたバルーンを挿入し、更にステントの外面から径方向内側に向けて圧力を印加してステントをクリンプが完了した径である第三の径に収縮する。このステントデリバリーシステムの製造方法では、ステントの脱落や移動を防止可能なステントデリバリーシステムを製造することができるとされている。
【先行技術文献】
【特許文献】
【0003】
2012-070912号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
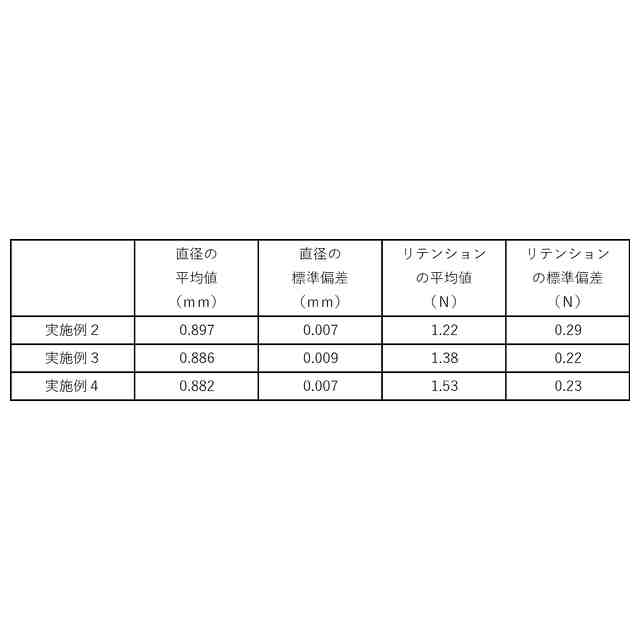
ステントデリバリーシステムでは、バルーンカテーテルのバルーンにクリンプされた状態のステントの保持力、すなわちリテンションが小さいと、ステントがバルーンから脱落してしまう場合がある。しかし、例えば特許文献1に開示されたような従来技術では十分なリテンションを実現できない場合があった。そのため、バルーンカテーテルにおける、ステントをバルーンに保持する保持力の向上、すなわち、リテンションの向上が望まれる。
【0005】
本開示は、かかる実状に鑑みて為されたものであって、その目的は、ステントがクリンプされたバルーンカテーテルのリテンションの向上を実現するステントデリバリーシステムの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するための、本開示に係るステントデリバリーシステムの製造方法は以下のとおりである。
【0007】
[1] 筒状形状に形成されたステントの筒内にバルーンを挿入した状態で、前記ステントの径方向における内側向きに前記ステントを圧縮して前記ステントと前記バルーンとを縮径し、その後に圧縮を解放する第一縮径工程と、
前記第一縮径工程後に行われ、前記ステントの径方向における内側向きに前記ステントを圧縮して前記ステントと前記バルーンとを縮径し、その後に圧縮を解放する第二縮径工程と、
前記バルーンに流体を供給して膨らませ、前記バルーンを前記ステントの内側に押し付ける加圧工程と、を含むステントデリバリーシステムの製造方法。
【0008】
[2] 前記第一縮径工程は、
前記ステントの径方向における内側向きに前記ステントを圧縮して前記ステントを第一直径まで縮径する第一圧縮工程と、
前記ステントを前記第一直径のままで維持する第一維持工程と、
前記第一維持工程後に圧縮を解放する第一解放工程と、を含み、
前記第二縮径工程は、2回以上繰り返し行われ、
前記加圧工程は、
前記第一縮径工程の開始以前に行われる前加圧工程と、
前記第一圧縮工程中に行われる中加圧工程と、
前記第一維持工程中に行われる後加圧工程と、を含む上記[1]に記載のステントデリバリーシステムの製造方法。
【0009】
[3] 前記加圧工程は、前記第一圧縮工程の開始前から前記第一維持工程中に至るまで継続される上記[2]に記載のステントデリバリーシステムの製造方法。
【0010】
[4] 前記第二縮径工程を2回以上繰り返し行われ、
前記加圧工程は、2回目以降の前記第二縮径工程中に行われる上記[1]から[3]の何れか一つに記載のステントデリバリーシステムの製造方法。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
テルモ株式会社
カテーテル
1か月前
テルモ株式会社
カテーテル
26日前
テルモ株式会社
カテーテル
1か月前
テルモ株式会社
持ち上げ装置
13日前
テルモ株式会社
ガイドワイヤ操作器具
12日前
テルモ株式会社
カシメ装置及びシャフト製造方法
25日前
テルモ株式会社
血管穿刺装置および血管判定装置
1か月前
テルモ株式会社
血管穿刺デバイス及び血管穿刺システム
1か月前
テルモ株式会社
プログラム、情報処理方法、及び情報処理装置
1か月前
テルモ株式会社
カテーテルおよびカテーテルへのマーカー部材の固定方法
11日前
テルモ株式会社
穿刺針及び針組立体
27日前
個人
貼付剤
1か月前
個人
簡易担架
18日前
個人
短下肢装具
4か月前
個人
足踏み器具
25日前
個人
腋臭防止剤
18日前
個人
洗井間専家。
8か月前
個人
白内障治療法
8か月前
個人
前腕誘導装置
4か月前
個人
排尿補助器具
1か月前
個人
嚥下鍛錬装置
4か月前
個人
矯正椅子
6か月前
個人
アイマスク装置
3か月前
個人
バッグ式オムツ
5か月前
個人
胸骨圧迫補助具
2か月前
個人
腰ベルト
1か月前
個人
ホバーアイロン
7か月前
個人
歯の修復用材料
5か月前
個人
ウォート指圧法
1か月前
個人
汚れ防止シート
2か月前
個人
車椅子持ち上げ器
8か月前
個人
排尿排便補助器具
20日前
三生医薬株式会社
錠剤
8か月前
個人
湿布連続貼り機。
3か月前
個人
シャンプー
7か月前
個人
歯の保護用シール
6か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ