TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025132760
公報種別
公開特許公報(A)
公開日
2025-09-10
出願番号
2024030540
出願日
2024-02-29
発明の名称
積層鉄心製造方法、積層鉄心及びモータ
出願人
ニデック株式会社
代理人
個人
,
個人
主分類
H02K
15/026 20250101AFI20250903BHJP(電力の発電,変換,配電)
要約
【課題】軸線を中心として螺旋状に延びるバックヨーク部を有する積層鉄心を効率よく製造可能な製造方法を提供する。
【解決手段】積層鉄心の製造方法は、鋼板から、帯状のバックヨーク形成部と、前記バックヨーク形成部における幅方向一側の端部から前記幅方向に突出する前記複数のティース部とを有する板状の鉄心片形成部を打ち抜くプレス工程と、前記バックヨーク形成部を円弧状に曲げて、螺旋状に延びる前記バックヨーク部と、径方向内方に延びる前記複数のティース部とを有する螺旋状の鉄心片を形成する鉄心片形成工程と、螺旋状の前記鉄心片の外周側に位置する前記バックヨーク部の外周部に接着剤を供給する外周部接着剤供給工程と、外周部に接着剤が供給された前記バックヨーク部及び前記複数のティース部を厚み方向に重ねて筒状の積層体を形成する積層工程と、を有する。
【選択図】図5
特許請求の範囲
【請求項1】
軸線を中心として螺旋状に延びる板状のバックヨーク部と、前記バックヨーク部から径方向内方に延びる板状の複数のティース部とが厚み方向にそれぞれ積層されて前記軸線に沿って延びる筒状の積層鉄心の製造方法であって、
鋼板から、帯状のバックヨーク形成部と、前記バックヨーク形成部における幅方向一側の端部から前記幅方向に突出する前記複数のティース部とを有する板状の鉄心片形成部を打ち抜くプレス工程と、
前記バックヨーク形成部を円弧状に曲げて、螺旋状に延びる前記バックヨーク部と、径方向内方に延びる前記複数のティース部とを有する螺旋状の鉄心片を形成する鉄心片形成工程と、
螺旋状の前記鉄心片の外周側に位置する前記バックヨーク部の外周部に接着剤を供給する外周部接着剤供給工程と、
外周部に接着剤が供給された前記バックヨーク部及び前記複数のティース部を厚み方向に重ねて筒状の積層体を形成する積層工程と、
を有する、
積層鉄心製造方法。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載の積層鉄心製造方法において、
外周部接着剤供給工程では、
円弧状に曲げられた前記バックヨーク部の外周部を、接着剤が貯留されている貯留部を通過させることにより、前記外周部に接着剤を供給する、
積層鉄心製造方法。
【請求項3】
請求項2に記載の積層鉄心製造方法において、
前記鉄心片形成工程では、
前記鉄心片形成部を、水平方向に延びる軸線を中心として回転するロール部材の外周面上に巻き付けることにより、前記バックヨーク形成部を円弧状に曲げ、
前記外周部接着剤供給工程では、
前記バックヨーク部の外周部のうち、前記ロール部材の外周面上に巻き付けられる際に下方に配置される部分を、前記ロール部材の下方に配置された前記貯留部に連続して通過させることにより、前記外周部に接着剤を供給する、
積層鉄心製造方法。
【請求項4】
請求項3に記載の積層鉄心製造方法において、
前記外周部接着剤供給工程では、
接着剤供給装置によって前記貯留部に接着剤を供給する、
積層鉄心製造方法。
【請求項5】
軸線を中心として螺旋状に延びる板状のバックヨーク部と、前記バックヨーク部から径方向内方に延びる板状の複数のティース部とを有する鉄心片が厚み方向に積層されて前記軸線に沿って延びる筒状の積層体と、
前記積層体を積層方向に接着する接着部と、
を有し、
前記接着部は、
軸線を中心として螺旋状に延び、前記積層体の外周側に位置する螺旋状の前記バックヨーク部の外周部に対して、積層方向に重なるバックヨーク接着部と、
前記積層体の外周面上に位置して、螺旋状の前記バックヨーク接着部の径方向外側を積層方向に連結する外周面接着部と、
を含む、
積層鉄心。
【請求項6】
請求項5に記載の積層鉄心において、
前記外周面接着部は、
前記積層体の外周面上を、前記積層体の積層方向一側の端面位置から積層方向他側の端面位置まで前記積層方向に延びていて、
前記バックヨーク接着部は、
前記バックヨーク部のうち積層方向に重なる領域同士の間、前記積層体の前記積層方向一側の端面上、及び、前記積層体の前記積層方向他側の端面上における前記バックヨーク部の外周部に位置する、
積層鉄心。
【請求項7】
請求項5または請求項6に記載の積層鉄心を有するステータと、
前記ステータに対して径方向に位置して、前記積層鉄心の前記軸線を中心として回転するロータと、
を有するモータ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層鉄心製造方法、積層鉄心及びモータに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
一方向に延びる帯状の鋼板を円弧状に曲げて螺旋状に延びるバックヨーク部を形成する積層鉄心の製造方法が知られている。このような製造方法によって製造された積層鉄心として、例えば、帯状のバックヨークの一方の長辺部側から突出した複数個のティースを備えた抜き板を折り曲げて円弧状に形成し、前記円弧状の抜き板を複数枚組み合わせてリング状のストレートコアを形成し、前記ストレートコアの外周部をレーザー溶接で固定した固定子コアが開示されている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2005-143164号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、螺旋状のバックヨーク部は、積層方向に離れやすい。また、帯状の鋼板を円弧状に曲げることにより前記バックヨーク部が螺旋状に形成されている場合、前記バックヨーク部に生じるスプリングバックによって、前記バックヨーク部が径方向に拡がる可能性がある。そのため、螺旋状のバックヨーク部を有する積層鉄心を積層方向に連結する作業工程において、バックヨーク部を積層方向及び径方向に固定する必要があり、作業性があまりよくないという問題があった。そこで、軸線を中心として螺旋状に延びるバックヨーク部を有する積層鉄心を効率よく製造可能な製造方法が求められている。
【0005】
本発明の目的は、軸線を中心として螺旋状に延びるバックヨーク部を有する積層鉄心を効率よく製造可能な製造方法を提供することである。
【課題を解決するための手段】
【0006】
本発明の一実施形態に係る積層鉄心製造方法は、軸線を中心として螺旋状に延びる板状のバックヨーク部と、前記バックヨーク部から径方向内方に延びる板状の複数のティース部とが厚み方向にそれぞれ積層されて前記軸線に沿って延びる筒状の積層鉄心の製造方法である。前記積層鉄心製造方法は、鋼板から、帯状のバックヨーク形成部と、前記バックヨーク形成部における幅方向一側の端部から前記幅方向に突出する前記複数のティース部とを有する板状の鉄心片形成部を打ち抜くプレス工程と、前記バックヨーク形成部を円弧状に曲げて、螺旋状に延びる前記バックヨーク部と、径方向内方に延びる前記複数のティース部とを有する螺旋状の鉄心片を形成する鉄心片形成工程と、螺旋状の前記鉄心片の外周側に位置する前記バックヨーク部の外周部に接着剤を供給する外周部接着剤供給工程と、外周部に接着剤が供給された前記バックヨーク部及び前記複数のティース部を厚み方向に重ねて筒状の積層体を形成する積層工程と、を有する。
【0007】
本発明の一実施形態に係る積層鉄心は、軸線を中心として螺旋状に延びる板状のバックヨーク部と、前記バックヨーク部から径方向内方に延びる板状の複数のティース部とを有する鉄心片が厚み方向に積層されて前記軸線に沿って延びる筒状の積層体と、前記積層体を積層方向に接着する接着部と、を有する。前記接着部は、軸線を中心として螺旋状に延び、前記積層体の外周側に位置する螺旋状の前記バックヨーク部の外周部に対して、積層方向に重なるバックヨーク接着部と、前記積層体の外周面上に位置して、螺旋状の前記バックヨーク接着部の径方向外側を積層方向に連結する外周面接着部と、を含む。
【0008】
本発明の一実施形態に係るモータは、前記積層鉄心を有するステータと、前記ステータに対して径方向に位置して、前記積層鉄心の前記軸線を中心として回転するロータと、を有する。
【発明の効果】
【0009】
本発明によれば、軸線を中心として螺旋状に延びるバックヨーク部を有する積層鉄心を効率よく製造可能な製造方法を提供できる。
【図面の簡単な説明】
【0010】
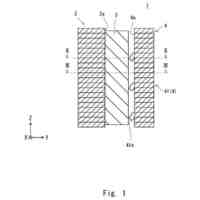
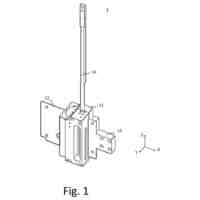
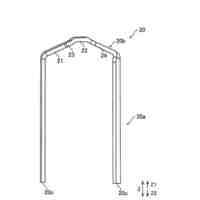
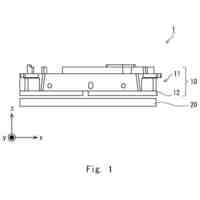
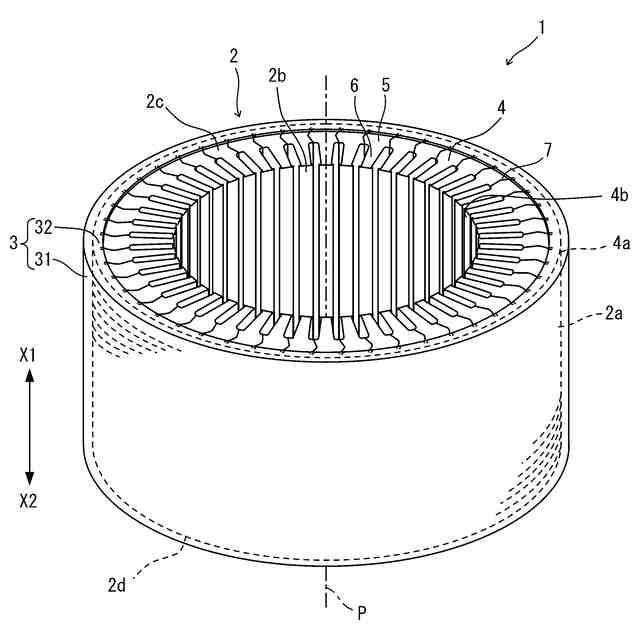
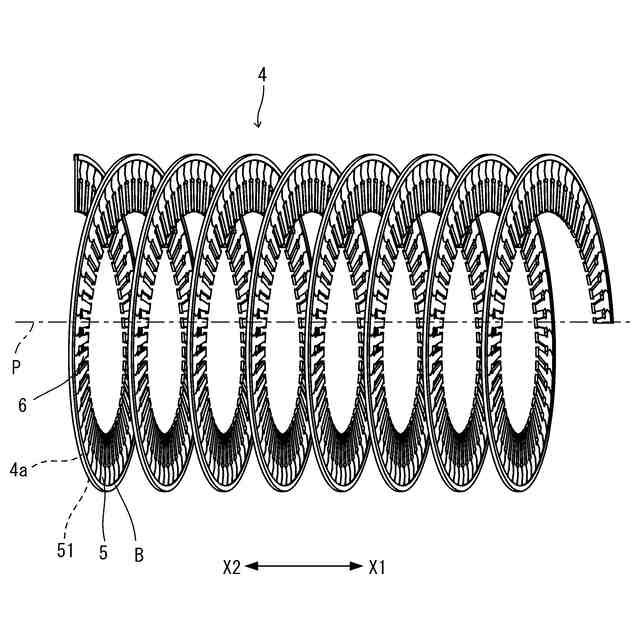
図1は、実施形態1に係る積層鉄心の概略構成を示す斜視図である。
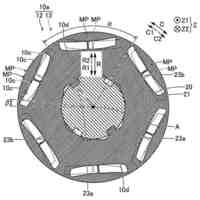
図2は、積層鉄心を軸方向に見た図である。
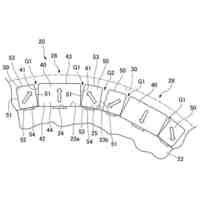
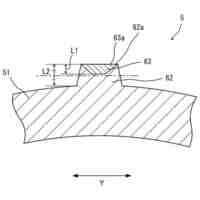
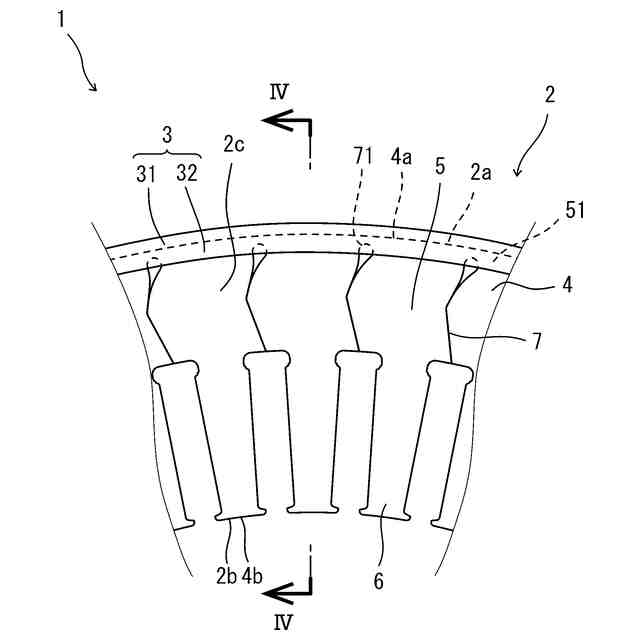
図3は、図2の部分拡大図であり、接着部を説明する図である。
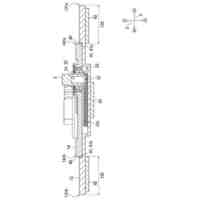
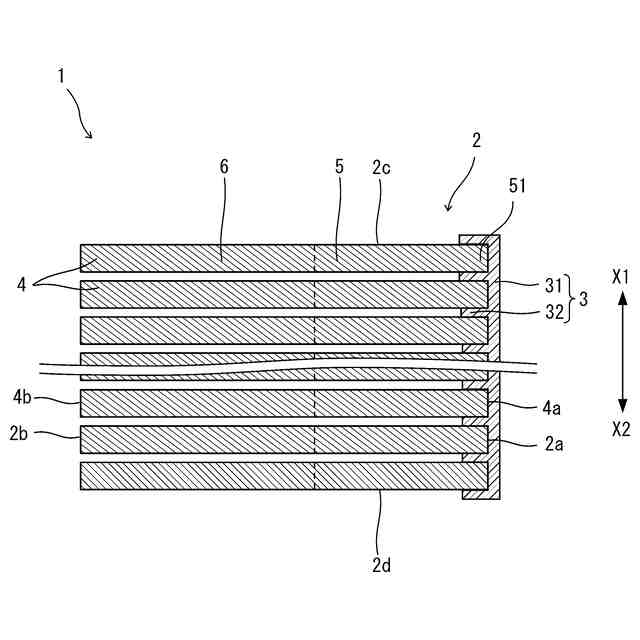
図4は、図3のIV-IV線断面図である。
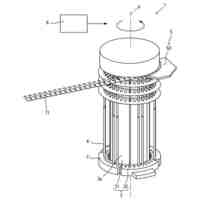
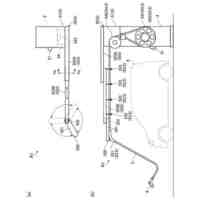
図5は、ロール部材及び貯留部の概略構成を示す斜視図であり、鉄心片形成部と、ロール部材及び貯留部との関係を説明する図である。
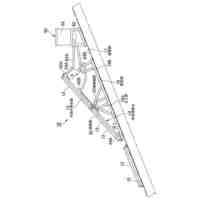
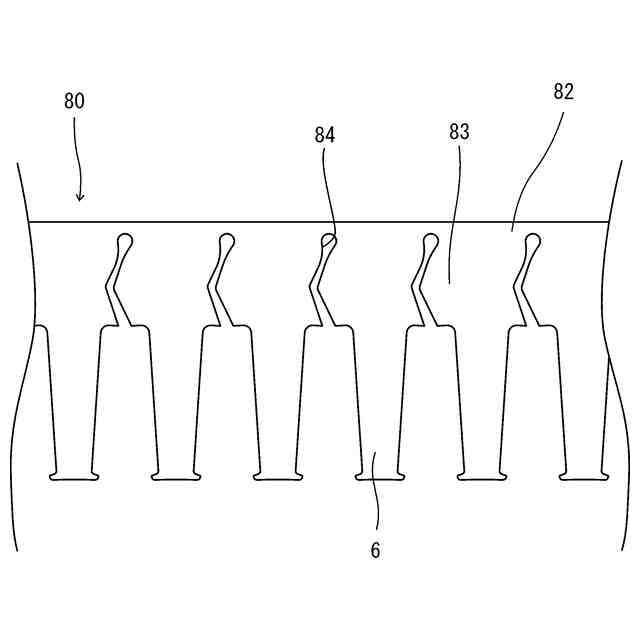
図6は、図5の部分拡大図である。
図7は、鋼板の打ち抜き図である。
図8は、鉄心片形成部の概略構成を示す平面図である。
図9は、螺旋状のバックヨーク部の外周部に接着剤が供給された状態を示す図である。
図10は、積層工程を説明する図である。
図11は、積層工程を説明する図である。
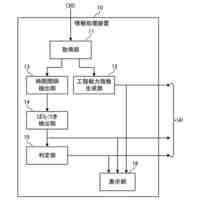
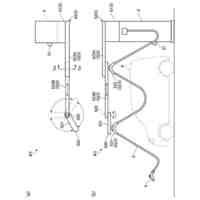
図12は、実施形態1の変形例に係る接着剤供給装置の概略構成を説明する模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ニデック株式会社
回転電機
9日前
ニデック株式会社
冷却装置
9日前
ニデック株式会社
情報処理装置
9日前
ニデック株式会社
ロータおよび回転電機
9日前
ニデック株式会社
積層鉄心の製造装置及び積層鉄心の製造方法
10日前
ニデック株式会社
ポンプシステム、冷媒循環装置、及び制御装置
9日前
ニデック株式会社
モータハウジング、モータハウジング製造方法及びモータ
9日前
個人
単極モータ
5日前
株式会社アイシン
ロータ
5日前
株式会社アイシン
ロータ
9日前
西部電機株式会社
充電装置
12日前
西部電機株式会社
充電装置
12日前
日本精機株式会社
サージ保護回路
12日前
トヨタ自動車株式会社
回転子
16日前
トヨタ自動車株式会社
固定子
10日前
個人
連続ガウス加速器形磁力増幅装置
12日前
株式会社デンソー
回転機
3日前
トヨタ自動車株式会社
製造装置
10日前
株式会社アイシン
ステータ
9日前
株式会社ダイヘン
充電装置
9日前
株式会社ダイヘン
充電装置
9日前
株式会社アイシン
ステータ
9日前
株式会社ダイヘン
充電装置
9日前
個人
太陽エネルギー収集システム
10日前
株式会社アイシン
ステータ
9日前
株式会社アイシン
ステータ
9日前
カヤバ株式会社
筒型リニアモータ
11日前
株式会社ミツバ
ブラシレスモータ
11日前
株式会社ダイヘン
充電装置
9日前
東京瓦斯株式会社
通信装置
11日前
ユタカ電業株式会社
ケーブルダクト
20日前
ニチコン株式会社
AC入力検出回路
16日前
日産自動車株式会社
ステータ
17日前
株式会社kaisei
発電システム
5日前
トヨタ自動車株式会社
ロータ
18日前
トヨタ自動車株式会社
被膜形成装置
10日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ