TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025112831
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024007328
出願日
2024-01-22
発明の名称
ボイド発生予測方法、ボイド低減方法、ボイド発生予測プログラム及びボイド低減プログラム
出願人
ポリプラスチックス株式会社
代理人
園田・小林弁理士法人
主分類
B29C
45/76 20060101AFI20250725BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 樹脂材料による射出成形プロセスによる樹脂成形品のボイドの発生挙動を精度よく予測すること。
【解決手段】 ボイド発生予測方法は、式(I)を用いて、粘度測定結果から溶融状態におけるヤング率の温度依存性データを取得し、射出成形品の解析用モデルを作成し、成形工程における前記解析用モデルの温度分布及び圧力分布を取得し、離型後の冷却過程における前記解析用モデルの温度分布を算出し、前記ヤング率の温度依存性データと、前記温度分布及び圧力分布とに基づいて、前記解析用モデルの弾性率分布及び温度荷重分布を算出し、前記弾性率分布及び温度荷重分布を用いた構造解析によって、前記解析用モデルに発生する歪みを算出し、前記歪みからボイドの発生場所及びボイド量の少なくとも一方を予測することを含む。
E=ω
1
η+ω
2
・・・(I)
η:粘度
E:ヤング率
ω
1
、ω
2
:定数
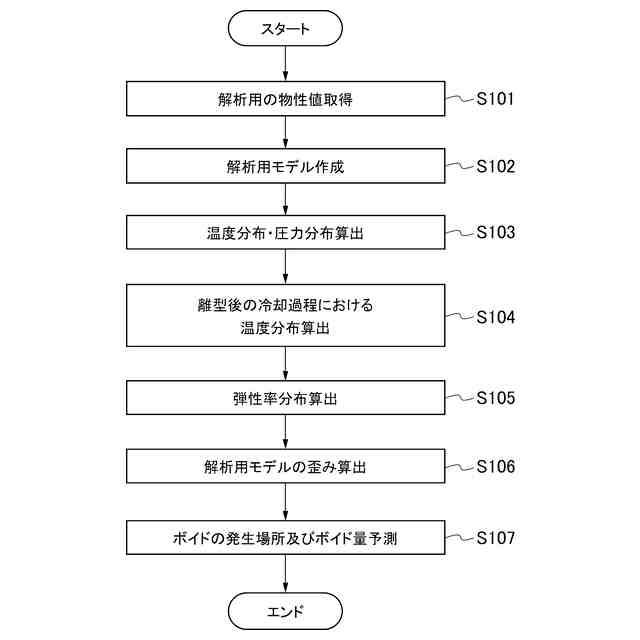
【選択図】 図2
特許請求の範囲
【請求項1】
熱可塑性樹脂を金型に射出成形してなる射出成形品に生じるボイドの発生挙動を予測するボイド発生予測方法であって、
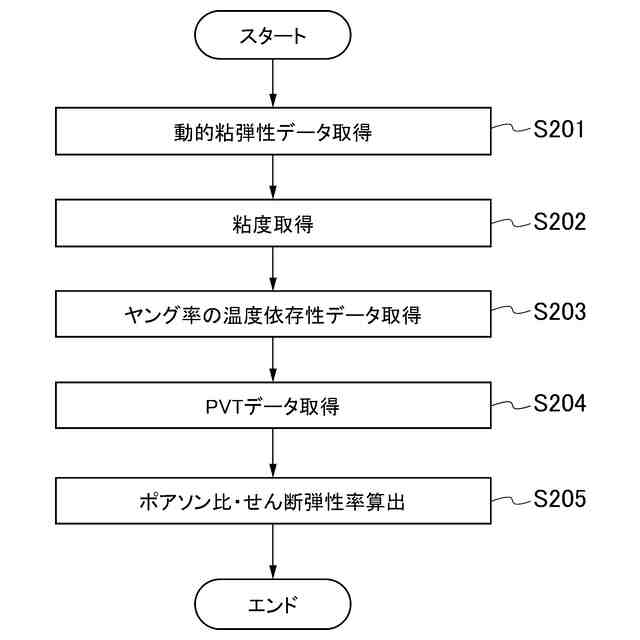
溶融状態の熱可塑性樹脂の粘度とヤング率の関係を示す式(I)を用いて、溶融状態の熱可塑性樹脂の粘度測定結果から溶融状態におけるヤング率の温度依存性データを取得するステップと、
前記射出成形品を複数の要素に分割した解析用モデルを作成するステップと、
熱可塑性樹脂の成形工程における前記解析用モデルの温度分布及び圧力分布を取得するステップと、
前記温度分布及び前記圧力分布を用いて、離型後の冷却過程における前記解析用モデルの温度分布を算出するステップと、
前記ヤング率の温度依存性データと、前記成形工程における温度分布及び圧力分布と、前記冷却過程における温度分布とに基づいて、前記解析用モデルの弾性率分布及び温度荷重分布を算出するステップと、
前記離型後の冷却過程における弾性率分布及び温度荷重分布を用いた構造解析によって、前記解析用モデルの各要素に発生する歪みを算出するステップと、
前記歪みからボイドの発生場所及びボイド量の少なくとも一方を予測するステップと、
を含むボイド発生予測方法。
E=ω
1
η+ω
2
・・・(I)
η:粘度
E:ヤング率
ω
1
、ω
2
:定数
続きを表示(約 1,400 文字)
【請求項2】
前記ヤング率の温度依存性データを取得するステップは、
結晶化開始温度と結晶化終了温度との間について、固体状態におけるヤング率と溶融状態におけるヤング率とを線形補間することにより、ヤング率の温度依存性データを求める
請求項1に記載のボイド発生予測方法。
【請求項3】
前記結晶化開始温度又は結晶化終了温度は、
比熱測定において1℃/分から50℃/分までの範囲に含まれる冷却速度にて熱可塑性樹脂を冷却する際の変曲点とする
請求項2に記載のボイド発生予測方法。
【請求項4】
前記ヤング率の温度依存性データを取得するステップは、
ヤング率の温度依存性データとPVTデータとから体積弾性率を求め、式(II)を用いて、体積弾性率から射出成形品のポアソン比の温度依存性データをさらに取得する
請求項1又は2に記載のボイド発生予測方法。
TIFF
2025112831000007.tif
14
170
ν:ポアソン比
E:ヤング率
K:体積弾性率
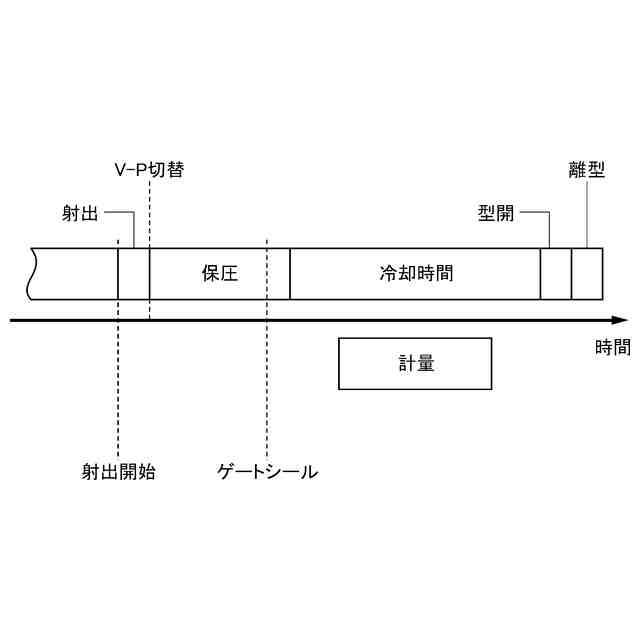
【請求項5】
前記弾性率分布及び温度荷重分布を算出するステップは、
ゲートシール時間を時間的な始点とし、射出開始から所定の時間が経過した時点を時間的な終点として、前記弾性率分布及び温度荷重分布を算出する
請求項1に記載のボイド発生予測方法。
【請求項6】
前記ゲートシール時間は、
前記解析用モデルについての流動解析において、ゲートシールが発生するまでの時間が最小となるように成形条件が設定された上で、成形品の重量が最大となる時間として決定される
請求項5に記載のボイド発生予測方法。
【請求項7】
前記ゲートシール時間は、
ゲート中心部の温度が流動停止温度に達する時点までの時間として決定される
請求項5に記載のボイド発生予測方法。
【請求項8】
前記流動停止温度は、
樹脂の圧力(Pressure)、体積(Volume)及び温度(Temperature)の関係を示すPVTデータに対し、2-DOMAIN TAIT PVTモデルのデータフィッティング係数B
5
及びB
6
を用いて、式(III)により求められる
請求項7に記載のボイド発生予測方法。
T
S
=B
5
+B
6
×P ・・・(III)
T
S
:流動停止温度
P:圧力
【請求項9】
前記歪みを算出するステップは、
前記射出成形品が保圧冷却された離型の時点を時間的な始点とし、射出開始から所定の時間が経過した時点を時間的な終点として、温度依存性を考慮した前記弾性率分布及び温度荷重分布を用いて歪みを算出する
請求項1に記載のボイド発生予測方法。
【請求項10】
前記温度分布及び圧力分布を取得するステップは、
交流定常法(ISO22007-6)を用いた熱伝導率測定手法にて求めた熱伝導率を計算に用いる
請求項1に記載のボイド発生予測方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、ボイド発生予測方法、ボイド低減方法、ボイド発生予測プログラム及びボイド低減プログラムに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、熱可塑性樹脂を用いた複雑な形状の部品製造において射出成形が用いられることがある。その成形条件又は製品形状によっては、樹脂成形品に「ヒケ(成形品表面に生じる窪み)」又は「ボイド(成形品内部に生じる空洞)」と呼ばれる成形不良が生じることがある。
【0003】
ヒケ及びボイドは、熱可塑性樹脂の射出成形において、溶融状態で射出された熱可塑性樹脂が冷却され固化する過程で生じる。特に結晶性樹脂の場合、金型充填直後はランダム状態だった分子鎖が、結晶化により配向(折りたたまれて整列)し、その結果、金型充填直後の体積(金型寸法)よりも体積が減少(収縮)することによってヒケ又はボイドが生じる。
【0004】
これらの成形不良が発生すると、製品の寸法精度低下(例えば、気密用途の部品では窪みによって相手側部材と接するシール面に隙間ができる)又は強度低下(ボイドを起点として破壊が生じやすくなる)が起こり得る。そこで、ヒケ及びボイドの抑制に関する技術向上が求められている。
【0005】
ヒケ及びボイドを抑制する対策としては、実際に成形した成形品を確認して成形条件を変更する、又は、成形品のゲート又は肉厚の設計変更等をすることなどが挙げられる。しかし、これらの対策にかかる時間及び費用が膨大になることから、近年では、流動解析ソフトウェアを用いた射出成形シミュレーションにより、ヒケ及び/又はボイドの発生を予測し、製品形状及び成形条件の適正化をすることが検討されている。
【0006】
例えば特許文献1では、流動解析ソフトウェアにより得られたデータが構造解析ソフトによる歪み解析に応用され、ボイドの発生が予測される。また、特許文献2では、流動解析により得られた温度データ及び圧力データから、弾性率分布及び体積収縮率分布が得られ、構造解析(歪み解析)に応用する連成解析によりヒケ又はボイドの発生が予測される。さらに、特許文献3には、連成解析に用いる幅広い温度領域における液状食品の弾性率の測定方法が示されている。
【先行技術文献】
【特許文献】
【0007】
特開2009-233882号公報
特許第7366327号公報
特開2001-59806号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、既存の射出成形シミュレーション手法では、計算に用いられる弾性率などの温度依存性の扱いが不明確であるとともに、特に溶融状態の熱可塑性樹脂については弾性率などのデータの取得方法も知られていない。すなわち、例えば特許文献3に示され弾性率の測定方法は、主に液状食品を対象とした測定方法であるため、この測定方法を非常に高温である溶融状態の熱可塑性樹脂に適用するのは現実的ではない。このようなことから、流動解析ソフトウェアを用いても正確な射出成形シミュレーションをすることは困難であり、成形品のボイドの発生が十分な精度で予測できないことがある。
【0009】
本開示の目的は、樹脂材料による射出成形プロセスによる樹脂成形品のボイドの発生挙動を精度よく予測する方法を提供することである。この課題を解決することにより、ボイドの発生しない成形品を得るための製品形状設計、金型設計、成形条件設定、成形材料を設計段階で事前に想定することが可能となり、製品化を効率的に行うことができる。
【課題を解決するための手段】
【0010】
本開示の一態様によれば、ボイド発生予測方法は、熱可塑性樹脂を金型に射出成形してなる射出成形品に生じるボイドの発生挙動を予測するボイド発生予測方法であって、溶融状態の熱可塑性樹脂の粘度とヤング率の関係を示す式(I)を用いて、溶融状態の熱可塑性樹脂の粘度測定結果から溶融状態におけるヤング率の温度依存性データを取得するステップと、前記射出成形品を複数の要素に分割した解析用モデルを作成するステップと、熱可塑性樹脂の成形工程における前記解析用モデルの温度分布及び圧力分布を取得するステップと、前記温度分布及び前記圧力分布を用いて、離型後の冷却過程における前記解析用モデルの温度分布を算出するステップと、前記ヤング率の温度依存性データと、前記成形工程における温度分布及び圧力分布と、前記冷却過程における温度分布とに基づいて、前記解析用モデルの弾性率分布及び温度荷重分布を算出するステップと、前記離型後の冷却過程における弾性率分布及び温度荷重分布を用いた構造解析によって、前記解析用モデルの各要素に発生する歪みを算出するステップと、前記歪みからボイドの発生場所及びボイド量の少なくとも一方を予測するステップと、を含む。
E=ω
1
η+ω
2
・・・(I)
η:粘度
E:ヤング率
ω
1
、ω
2
:定数
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
6日前
CKD株式会社
型用台車
7か月前
シーメット株式会社
光造形装置
7か月前
東レ株式会社
フィルムの製造方法
28日前
グンゼ株式会社
ピン
7か月前
個人
射出ミキシングノズル
10か月前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社カワタ
計量混合装置
2か月前
株式会社FTS
ロッド
6か月前
個人
樹脂可塑化方法及び装置
6か月前
日機装株式会社
加圧システム
3か月前
東レ株式会社
フィルムの製造方法。
14日前
東レ株式会社
樹脂フィルムの製造方法
2か月前
株式会社漆原
シートの成形方法
2か月前
株式会社シロハチ
真空チャンバ
9か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社FTS
成形装置
7か月前
株式会社神戸製鋼所
混練機
5か月前
株式会社リコー
画像形成システム
8か月前
株式会社FTS
セパレータ
6か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
2か月前
株式会社コスメック
射出成形装置
2か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
4か月前
東レ株式会社
溶融押出装置および押出方法
6か月前
トヨタ自動車株式会社
真空成形装置
3か月前
日東工業株式会社
インサート成形機
8か月前
個人
ノズルおよび熱風溶接機
7か月前
トヨタ自動車株式会社
3Dプリンタ
8か月前
日産自動車株式会社
成形装置
28日前
株式会社ニフコ
樹脂製品の製造方法
9か月前
株式会社コスメック
磁気クランプ装置
5か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































