TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025105028
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023223286
出願日
2023-12-28
発明の名称
造形装置及び造形方法
出願人
株式会社ミマキエンジニアリング
代理人
個人
,
個人
主分類
B29C
64/194 20170101AFI20250703BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】着色された造形物を光造形方式で適切に造形する。
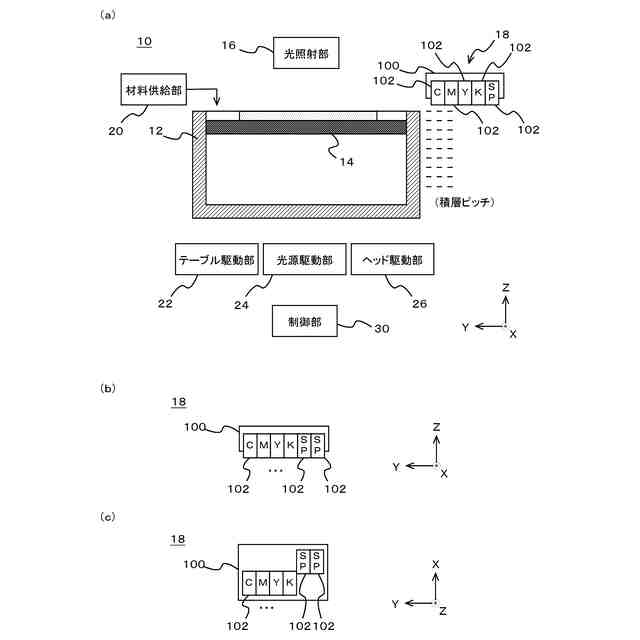
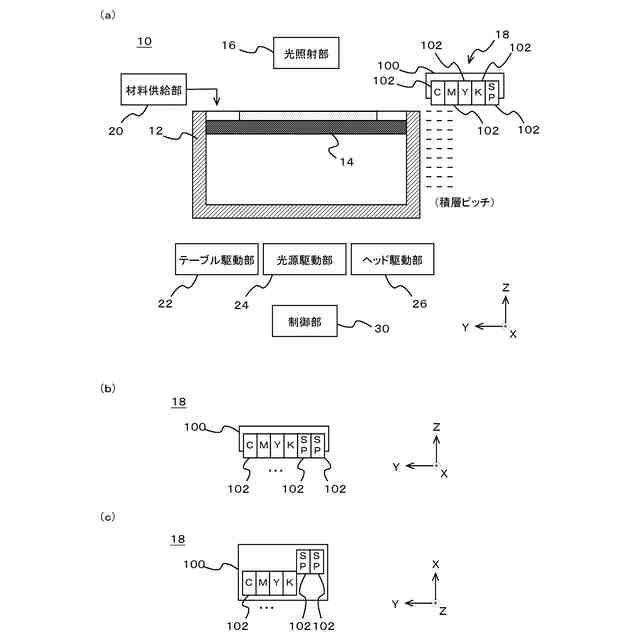
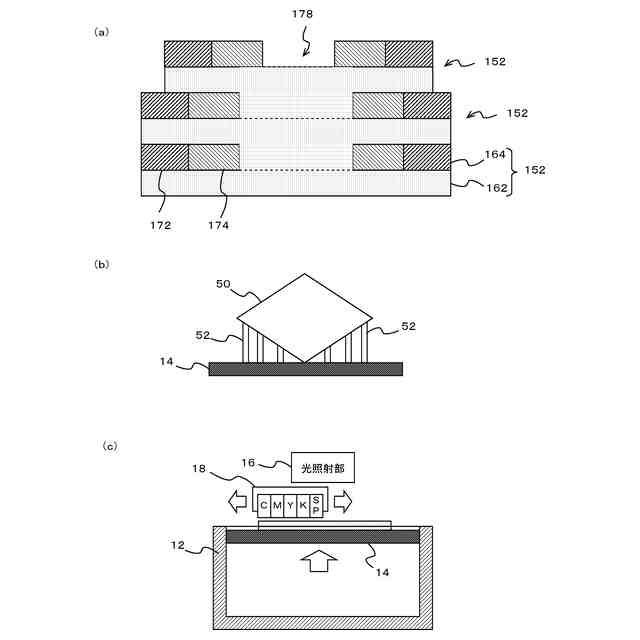
【解決手段】光造形方式での造形を行う造形装置10であって、光硬化性のモデル材を貯留するモデル材貯留槽であるタンク12と、造形中の造形物を上面側に支持するテーブル14と、テーブル14を移動させるテーブル駆動部22と、モデル材を硬化させるための光をテーブル14の上方から照射する光照射部16と、着色材料であるインクを吐出する着色材料用ヘッドであるインクジェットヘッド102とを備え、インクジェットヘッド102は、造形中の造形物へインクを吐出することで、造形物を着色する。
【選択図】図1
特許請求の範囲
【請求項1】
光造形方式での造形を行う造形装置であって、
光硬化性の造形材料であるモデル材を貯留するモデル材貯留槽と、
前記モデル材貯留槽内で造形中の造形物を上面側に支持するテーブルと、
前記造形物の造形の進行に応じて前記テーブルを移動させるテーブル駆動部と、
前記モデル材を硬化させるための光を前記テーブルの上方から照射する光照射部と、
前記モデル材と異なる色の着色用の材料である着色材料を吐出する吐出ヘッドである着色材料用ヘッドと
を備え、
前記着色材料用ヘッドは、造形中の前記造形物へ前記着色材料を吐出することで、前記造形物を着色することを特徴とする造形装置。
続きを表示(約 1,800 文字)
【請求項2】
前記着色材料用ヘッドは、造形中の前記造形物と前記光照射部との間の領域を移動しつつ前記着色材料を吐出し、
前記着色材料は、光硬化性の材料であり、
前記光照射部は、予め設定された領域へ一括して光を照射することで、前記モデル材を硬化させ、かつ、前記着色材料用ヘッドによって吐出された前記着色材料へ光を照射することで、前記着色材料を更に硬化させることを特徴とする請求項1に記載の造形装置。
【請求項3】
硬化させた前記モデル材の層を積層することで前記造形物を造形し、
少なくとも一部の前記層の形成時において、
前記光照射部からの光の照射によって前記モデル材を硬化させた後に、前記テーブル駆動部は、前記テーブルを上昇させ、
前記テーブルを上昇させた状態で、前記着色材料用ヘッドは、造形中の前記造形物へ前記着色材料を吐出し、
前記着色材料用ヘッドが前記着色材料を吐出した後に、前記テーブル駆動部は、前記テーブルを下降させることで、次の前記層の形成時における前記テーブルの位置へ前記テーブルを移動させることを特徴とする請求項2に記載の造形装置。
【請求項4】
硬化させた前記モデル材の層を積層することで前記造形物を造形し、
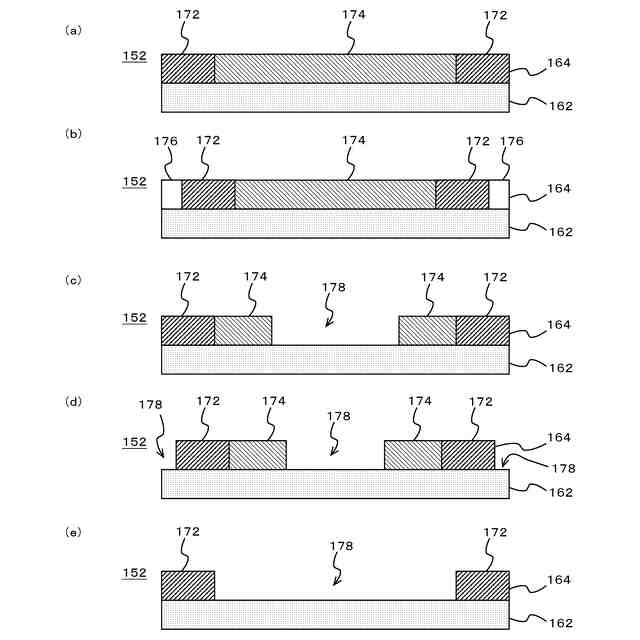
少なくとも一部の前記層の形成時において、前記着色材料用ヘッドは、前記層における外周部以外の部分の少なくとも一部のみに対し、前記着色材料を吐出することを特徴とする請求項2に記載の造形装置。
【請求項5】
無色で透光性の材料であるクリア材料を吐出する吐出ヘッドであるクリア材料用ヘッドを更に備え、
前記着色材料用ヘッドは、有色の前記着色材料を吐出し、
前記着色材料用ヘッドによって前記着色材料を吐出する前記層の形成時において、前記クリア材料用ヘッドは、前記層において前記着色材料が吐出される領域の外側の部分の少なくとも一部へ前記クリア材料を吐出することを特徴とする請求項4に記載の造形装置。
【請求項6】
予め設定された主走査方向へ前記テーブルに対して相対的に移動しつつ前記着色材料を吐出する主走査動作を前記着色材料用ヘッドに行わせるヘッド駆動部を更に備え、
少なくとも一部の前記層の形成時において、前記ヘッド駆動部は、複数回の前記主走査動作を前記着色材料用ヘッドに行わせ、かつ、予め設定された回数の前記主走査動作を前記着色材料用ヘッドに行わせる毎に、前記光照射部からの光の照射範囲の外へ前記着色材料用ヘッドを待避させ、
照射範囲の外へ前記着色材料用ヘッドが待避している状態で、前記光照射部は、前記着色材料用ヘッドによって吐出された前記着色材料へ光を照射することを特徴とする請求項2に記載の造形装置。
【請求項7】
前記モデル材及び前記着色材料と異なる材料であるサポート材を吐出する吐出ヘッドであるサポート材用ヘッドを更に備え、
前記サポート材用ヘッドは、造形中の前記造形物の少なくとも一部を支持するサポート部の少なくとも一部を構成する材料として、前記サポート材を吐出することを特徴とする請求項1に記載の造形装置。
【請求項8】
前記サポート材用ヘッドは、水溶性の前記サポート材を吐出することを特徴とする請求項7に記載の造形装置。
【請求項9】
前記サポート材用ヘッドは、前記サポート部と前記造形物とがつながる部分の少なくとも一部が前記サポート材で形成されるように、前記サポート材を吐出することを特徴とする請求項7に記載の造形装置。
【請求項10】
硬化させた前記モデル材の層を積層することで前記造形物を造形し、
少なくとも一部の前記層の形成時において、前記着色材料用ヘッドは、前記層の一部に対し、前記着色材料を吐出し、
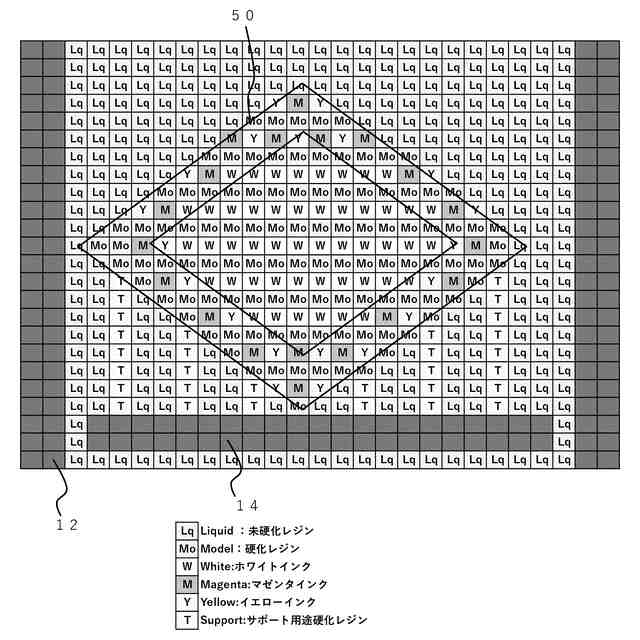
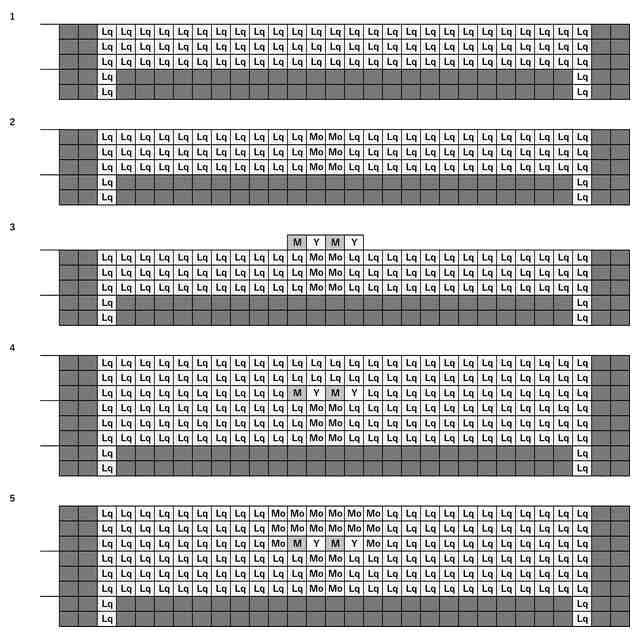
前記着色材料用ヘッドによって前記着色材料が吐出される前記層は、前記着色材料が吐出されない部分の少なくとも一部において、厚さ方向の全体が前記モデル材で形成されることで、硬化した前記モデル材によって、上に形成される前記層につながることを特徴とする請求項1に記載の造形装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、造形装置及び造形方法に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
近年、立体的な造形物を造形する造形装置が広く用いられている。また、造形装置として、光造形方式(光造形法)で造形を行う装置(光造形装置)が知られている(例えば、非特許文献1参照)。
【先行技術文献】
【非特許文献】
【0003】
一般社団法人コンピュータ教育振興協会 「3Dプリンター活用技術検定公式ガイドブック 改訂版」 日経BP 2016年、P.25
【発明の概要】
【発明が解決しようとする課題】
【0004】
光造形方式での造形を行う場合、造形の材料として様々な材料を用いることで、例えば、様々な物性を有する造形物を造形できる。しかし、この場合、造形物の色は、通常、使用する造形の材料の色になる。そのため、従来、多様な色での着色がされた造形物(例えば、フルカラーでの着色がされた造形物等)を光造形方式で造形することは、困難であった。そこで、本発明は、上記の課題を解決できる造形装置及び造形方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本願の発明者は、光造形方式での造形を行う構成に関して鋭意研究を行い、光硬化性の造形材料であるモデル材に加えて、着色用の材料を更に用いることを考えた。また、この場合において、造形中の造形物に対し、吐出ヘッドによって着色用の材料を吐出することで、着色された造形物を造形することを考えた。このように構成すれば、例えば、着色された造形物を光造形方式で適切に造形できる。
【0006】
また、本願の発明者は、更なる鋭意研究により、このような効果を得るために必要な特徴を見出し、本発明に至った。上記の課題を解決するために、本発明は、光造形方式での造形を行う造形装置であって、光硬化性の造形材料であるモデル材を貯留するモデル材貯留槽と、前記モデル材貯留槽内で造形中の造形物を上面側に支持するテーブルと、前記造形物の造形の進行に応じて前記テーブルを移動させるテーブル駆動部と、前記モデル材を硬化させるための光を前記テーブルの上方から照射する光照射部と、前記モデル材と異なる色の着色用の材料である着色材料を吐出する吐出ヘッドである着色材料用ヘッドとを備え、前記着色材料用ヘッドは、造形中の前記造形物へ前記着色材料を吐出することで、前記造形物を着色することを特徴とする。
【0007】
このように構成した場合、造形中の造形物に対し、着色材料用ヘッドによって着色材料を吐出することで、例えば、造形物を適切に着色できる。そのため、このように構成すれば、例えば、着色された造形物を光造形方式で適切に造形できる。また、この場合において、例えば、光造形方式で利用可能な様々な材料をモデル材として用いることで、所望の物性を有する造形物を適切に造形できる。この構成において、造形装置は、互いに異なる複数色の着色材料用の着色材料用ヘッドを備えることが好ましい。この場合、造形装置は、例えば、複数の吐出ヘッドを備える。また、この場合、造形装置は、複数色の着色材料により、例えば、フルカラーでの着色がされた造形物を造形する。また、この構成において、着色材料用ヘッド等の吐出ヘッドとしては、例えば、インクジェット方式で液体を吐出するインクジェットヘッドを好適に用いることができる。この場合、モデル材としては、例えば、インクジェットヘッドからの吐出が困難な材料を用いることが考えられる。このように構成すれば、例えば、インクジェットヘッドから吐出する材料のみでは実現困難な物性を有する造形物を適切に造形できる。
【0008】
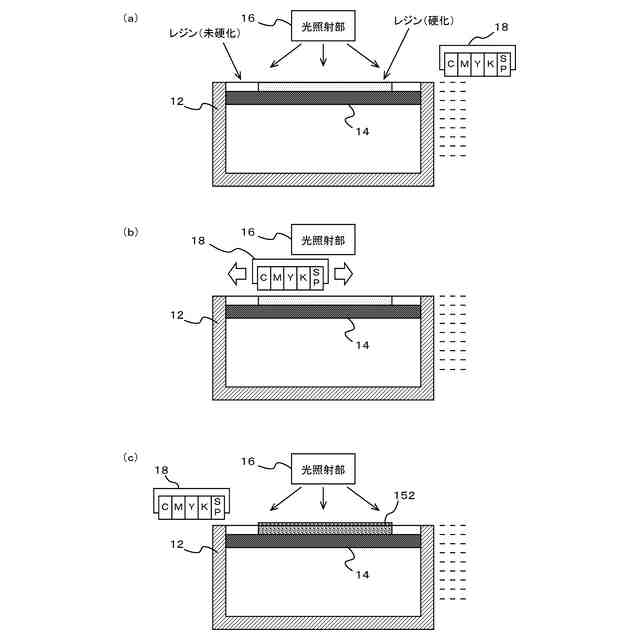
この構成において、光照射部は、例えば、予め設定された領域へ一括して光を照射することで、モデル材を硬化させる。また、着色材料用ヘッドは、例えば、造形中の造形物と光照射部との間の領域を移動しつつ、着色材料を吐出する。着色材料としては、例えば、光硬化性の材料を用いることが考えられる。そして、この場合、光照射部は、例えば、着色材料用ヘッドによって吐出された着色材料へ光を照射することで、着色材料を更に硬化させる。このように構成すれば、例えば、モデル材を硬化させるための光源と、着色材料を硬化させるための光源とを、適切に共通化できる。また、この場合、着色材料用ヘッドを保持するキャリッジ等の保持部材に光源を搭載する必要がなくなることで、例えば、キャリッジ等を適切に小型化できる。そのため、このように構成した場合、例えば、造形中の造形物と光照射部との間の領域を過度に広げることなく、この領域の通過を着色材料用ヘッドに適切に行わせることができる。更に、この場合において、予め設定された領域へ一括して光を照射する光照射部を用いることで、例えば、着色材料に対する光の照射を迅速かつ適切に行うことができる。また、これにより、例えば、着弾後の着色材料に位置のズレや滲み等が発生することを適切に防止できる。そのため、このように構成すれば、例えば、着色材料用の光源をキャリッジ等に搭載しない構成をより適切に実現できる。
【0009】
ここで、光照射部について、予め設定された領域へ一括して光を照射することについては、例えば、面照射(面露光)を行うこと等と考えることができる。また、このような光照射部としては、例えば、DLP方式で光を照射する光源を用いることが考えられる。DLP方式の光源としては、例えば、プロジェクタ型の光源等を好適に用いることができる。このように構成すれば、例えば、高い品質での面照射を適切に行うことができる。また、例えば、造形に求められる品質等に応じて、プロジェクタ型以外の方式での面照射を行う光照射部を用いてもよい。この場合、例えば、LCD方式での光の照射を行う光照射部を用いることが考えられる。また、造形に求められる品質等に応じて、例えば、面照射以外の方式で光を照射する光照射部を用いることも考えられる。
【0010】
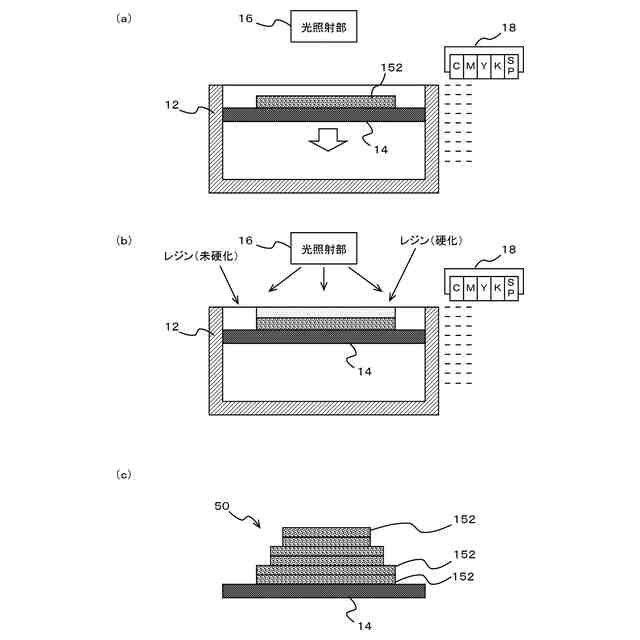
また、この構成において、造形装置は、例えば、硬化させたモデル材の層を積層することで、造形物を造形する。この場合、例えば、着色材料用ヘッドからの着色材料の吐出時に、一時的にテーブルを上昇させてもよい。より具体的に、この場合、例えば、少なくとも一部の層の形成時において、光照射部からの光の照射によってモデル材を硬化させた後に、テーブル駆動部は、テーブルを上昇させる。また、テーブルを上昇させた状態で、着色材料用ヘッドは、例えば、造形中の造形物へ着色材料を吐出する。そして、着色材料用ヘッドが着色材料を吐出した後に、テーブル駆動部は、例えば、テーブルを下降させることで、次の層の形成時におけるテーブルの位置へテーブルを移動させる。この場合、テーブル駆動部は、例えば、光照射部から着色材料への光の照射が行われた後に、テーブルを下降させる。このように構成すれば、例えば、着色材料の吐出時において、着弾位置と吐出ヘッド(着色材料用ヘッド)との間の距離であるヘッドギャップを短くできる。また、これにより、例えば、着色材料の吐出をより高い精度でより適切に着色材料用ヘッドに行わせることができる。また、この場合、テーブルを上昇させることで、例えば、着色材料用ヘッドを移動させる位置を高くすることもできる。また、これにより、例えば、モデル材貯留槽の縁に着色材料用ヘッドが接触すること等もより適切に防止できる。また、この場合、テーブルを上昇させることで、例えば、着色材料の吐出時において、造形中の造形物の最上面に残る未硬化のモデル材を減らすこともできる。また、これにより、例えば、未硬化のモデル材と着色材料との混ざりをより生じにくくできる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
8か月前
東レ株式会社
プリプレグテープ
10か月前
CKD株式会社
型用台車
7か月前
シーメット株式会社
光造形装置
7か月前
株式会社日本製鋼所
押出機
9か月前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法
23日前
東レ株式会社
フィルムの製造方法
17日前
個人
射出ミキシングノズル
9か月前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法。
3日前
個人
樹脂可塑化方法及び装置
6か月前
株式会社カワタ
計量混合装置
2か月前
日機装株式会社
加圧システム
3か月前
株式会社FTS
ロッド
6か月前
株式会社漆原
シートの成形方法
2か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社シロハチ
真空チャンバ
9か月前
株式会社FTS
成形装置
7か月前
株式会社不二越
射出成形機
3か月前
株式会社FTS
セパレータ
5か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社コスメック
射出成形装置
1か月前
株式会社日本製鋼所
押出成形装置
10か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社不二越
射出成形機
3か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社不二越
射出成形機
3か月前
株式会社リコー
画像形成システム
7か月前
株式会社不二越
射出成形機
1か月前
株式会社神戸製鋼所
混練機
5か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
日産自動車株式会社
成形装置
17日前
東レ株式会社
溶融押出装置および押出方法
6か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































