TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025104373
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023222075
出願日
2023-12-28
発明の名称
射出成形方法
出願人
UBEマシナリー株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29C
45/16 20060101AFI20250703BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】表層用溶融樹脂から内層用溶融樹脂が噴出するのを抑えつつ、表層の破断を防ぐことができる射出成形方法を提供すること。
【解決手段】本発明のサンドイッチ成形体(100)の射出成形方法は、
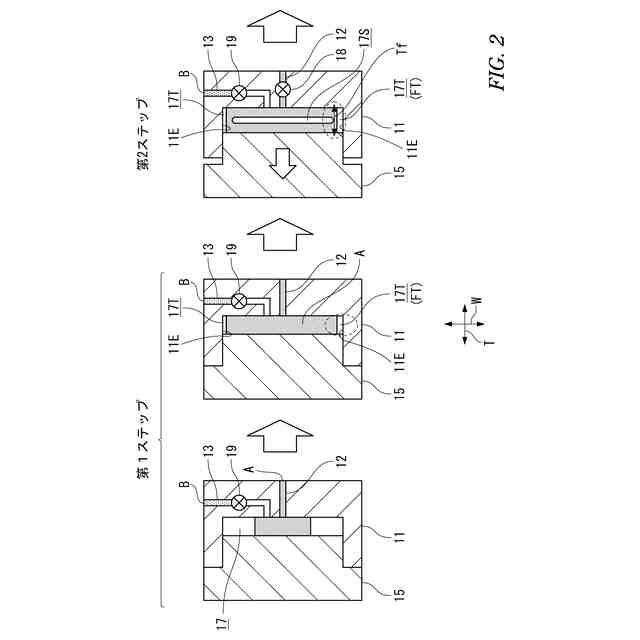
一対の金型に設けられる成形キャビティ(17)に、成形キャビティの容積未満の量の表層(OL)を形成するための第1溶融樹脂(A)を射出する第1ステップと、
第1ステップにおける第1溶融樹脂の射出の最中または射出の終了後に、一対の金型の一方を他方から後退させるコアバックを行って、第1溶融樹脂(A)の内部に追加キャビティ(17S)を形成する第2ステップと、
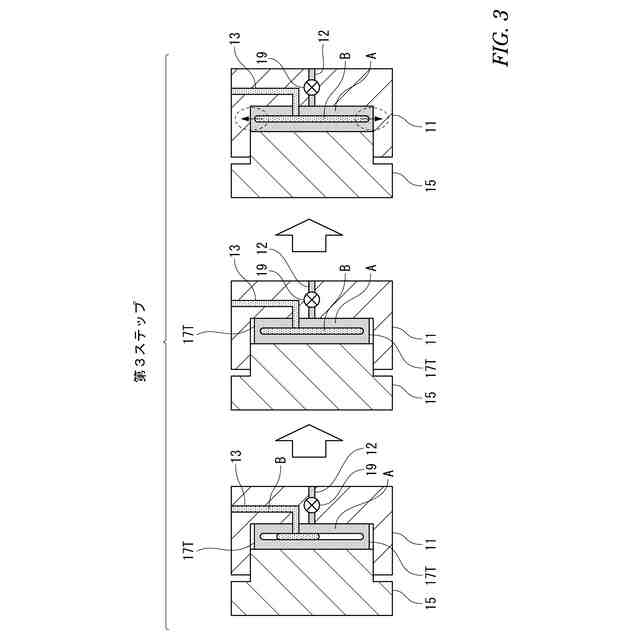
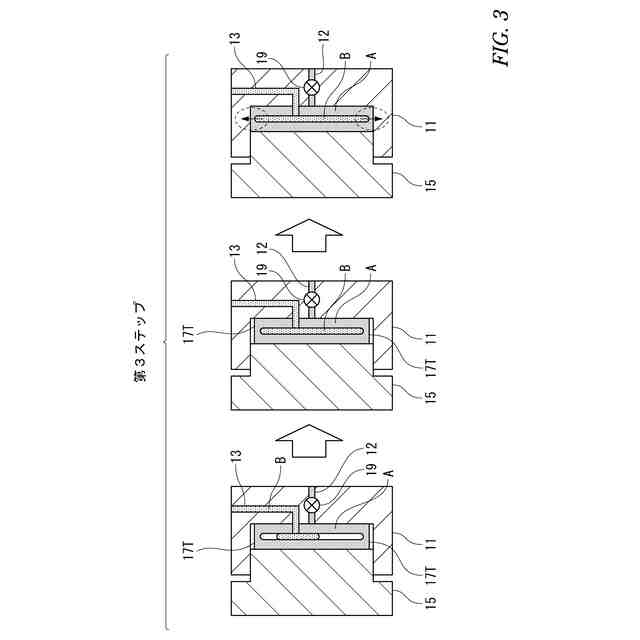
第2ステップにおける前記コアバックの最中または前記コアバックの終了後に、追加キャビティ(17S)に内層(IL)を形成するための第2溶融樹脂(B)を射出する第3ステップと、を備える。
【選択図】図3
特許請求の範囲
【請求項1】
内層と前記内層を覆う表層とを備えるサンドイッチ成形体の射出成形方法であって、
一対の金型に設けられる成形キャビティに、前記成形キャビティの容積未満の量の前記表層を形成するための第1溶融樹脂を射出する第1ステップと、
前記第1ステップにおける前記第1溶融樹脂の射出の最中または射出の終了後に、一対の前記金型の一方を他方から後退させるコアバックを行って、前記第1溶融樹脂の内部に追加キャビティを形成する第2ステップと、
前記第2ステップにおける前記コアバックの最中または前記コアバックの終了後に、前記追加キャビティに前記内層を形成するための第2溶融樹脂を射出する第3ステップと、
を備える射出成形方法。
続きを表示(約 740 文字)
【請求項2】
前記第1ステップにおいて、
前記コアバックの方向である第1方向と直交する第2方向において、前記第1溶融樹脂と他方の前記金型との間に隙間を空けて、前記第1溶融樹脂の射出を終了する、
請求項1に記載の射出成形方法。
【請求項3】
前記第2ステップにおいて、
前記コアバックの最中に前記隙間が維持される、
請求項2に記載の射出成形方法。
【請求項4】
前記第3ステップにおいて、
前記第2溶融樹脂の射出は、前記隙間が前記第1溶融樹脂で充満されるまで行われる、
請求項3に記載の射出成形方法。
【請求項5】
前記成形キャビティは、
前記内層と前記表層とが積層される第1方向を備え、
前記第2ステップにおいて前記コアバックを行った後に、
前記第1溶融樹脂、前記追加キャビティ、前記前記第1溶融樹脂が、前記第1方向にこの順で配列される、
請求項1に記載の射出成形方法。
【請求項6】
前記第3ステップにおいて、
前記追加キャビティに前記第2溶融樹脂を射出することで、前記第1溶融樹脂で前記成形キャビティが充満される、
請求項1に記載の射出成形方法。
【請求項7】
前記第2ステップの前記コアバックにおいて、前記成形キャビティの厚さが最終の前記サンドイッチ成形体の肉厚よりも大きくなるまで、前記金型を後退させ、
前記第3ステップの後に、前記成形キャビティの厚さが前記サンドイッチ成形体の前記肉厚となるまで、前記金型を前進させる、
請求項1~請求項6のいずれか一項に記載の射出成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、内層と内層を覆う表層とを備えるサンドイッチ成形体を得るのに好適な射出成形方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
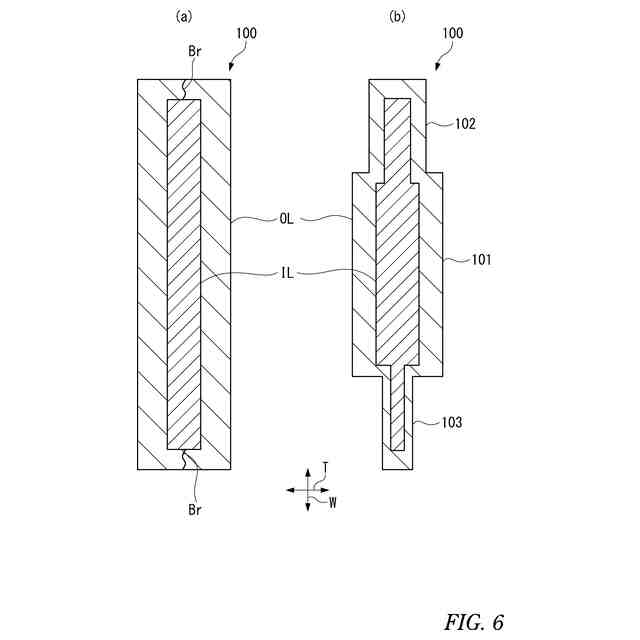
従来から、内層と内層を覆う表層とを備えるサンドイッチ成形体が知られている。サンドイッチ成形体を成形する射出成形方法としては、多段成形方法が知られている。内層はコア層と称され、表層はスキン層と称されることもある。
多段成形方法は、表層用溶融樹脂を成形キャビティ内に射出した後、内層用溶融樹脂を表層用溶融樹脂の内部に射出して、これら2つの溶融樹脂で成形キャビティを満たす方法である。
【0003】
しかしながら、従来の射出成形方法においては、後に射出された内層用溶融樹脂が先に射出された表層用溶融樹脂から噴出するおそれがあった。そこで、特許文献1は、内層用溶融樹脂を射出する前に、成形キャビティの容積を拡張するいわゆるコアバックをすることを提案している。このコアバックにより、先に射出された表層用溶融樹脂の内部に内層用溶融樹脂が射出される空隙が形成される。特許文献1は、このコアバックにより形成された空隙に内層用溶融樹脂を射出するので、表層用溶融樹脂から内層用溶融樹脂が噴出するのを抑えることができる。
【先行技術文献】
【特許文献】
【0004】
国際公開2012/160952号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に開示される射出成形方法は、コアバック前に設けられている成形キャビティを表層用溶融樹脂で充満させてからコアバックを行う。この特許文献1の開示に従って射出成形を行って得られるサンドイッチ成形体において、表層がコアバックの方向に破断することがあることを知見した。この現象は、特に粘度の高い表層用溶融樹脂において顕著である。
以上より、本発明は、表層用溶融樹脂から内層用溶融樹脂が噴出するのを抑えつつ、サンドイッチ成形体における表層の破断を防ぐことができる射出成形方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の成形方法は、
内層と内層を覆う表層とを備えるサンドイッチ成形体の射出成形方法であって、
一対の金型に設けられる成形キャビティに、成形キャビティの容積未満の量の表層を形成するための第1溶融樹脂を射出する第1ステップと、
第1ステップにおける第1溶融樹脂の射出の最中または射出の終了後に、一対の金型の一方を他方から後退させるコアバックを行って、第1溶融樹脂の内部に追加キャビティを形成する第2ステップと、
第2ステップにおけるコアバックの最中またはコアバックの終了後に、追加キャビティに内層を形成するための第2溶融樹脂を射出する第3ステップと、
を備える。
【0007】
第1ステップにおいて、好ましくは、
コアバックの方向である第1方向と直交する第2方向において、第1溶融樹脂と他方の金型との間に隙間を空けて、第1溶融樹脂の射出を終了する。
【0008】
第2ステップにおいて、好ましくは、
コアバックの最中に隙間が維持される。
【0009】
第3ステップにおいて、好ましくは、
第2溶融樹脂の射出は、隙間が第1溶融樹脂で充満されるまで行われる。
【0010】
本発明の射出成形方法において、好ましくは、
第2ステップにおけるコアバックを行った後に、
第1溶融樹脂、追加キャビティ、第1溶融樹脂が、第1方向にこの順で配列される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
東レ株式会社
プリプレグテープ
9か月前
シーメット株式会社
光造形装置
6か月前
CKD株式会社
型用台車
6か月前
株式会社日本製鋼所
押出機
9か月前
東レ株式会社
フィルムの製造方法
12日前
東レ株式会社
フィルムの製造方法
6日前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法
3か月前
個人
射出ミキシングノズル
9か月前
株式会社カワタ
計量混合装置
1か月前
個人
樹脂可塑化方法及び装置
5か月前
日機装株式会社
加圧システム
2か月前
株式会社FTS
ロッド
5か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社漆原
シートの成形方法
1か月前
株式会社FTS
成形装置
6か月前
株式会社シロハチ
真空チャンバ
8か月前
トヨタ自動車株式会社
射出装置
4か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社神戸製鋼所
混練機
5か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社リコー
画像形成システム
7か月前
株式会社不二越
射出成形機
3か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社FTS
セパレータ
5か月前
株式会社不二越
射出成形機
3か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社不二越
射出成形機
3か月前
株式会社コスメック
射出成形装置
1か月前
株式会社不二越
射出成形機
1か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
日産自動車株式会社
成形装置
6日前
日東工業株式会社
インサート成形機
7か月前
株式会社ニフコ
樹脂製品の製造方法
9か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































