TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025102353
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2023219721
出願日
2023-12-26
発明の名称
バリ取り治具及び連結成形品からバリを取る方法
出願人
三菱電線工業株式会社
代理人
弁理士法人前田特許事務所
主分類
B29C
37/02 20060101AFI20250701BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】バリ取り治具によってシール部のバリを効率よくかつ安定して取り除くことができるようにする。
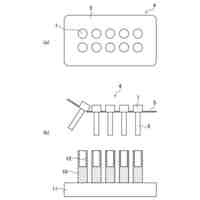
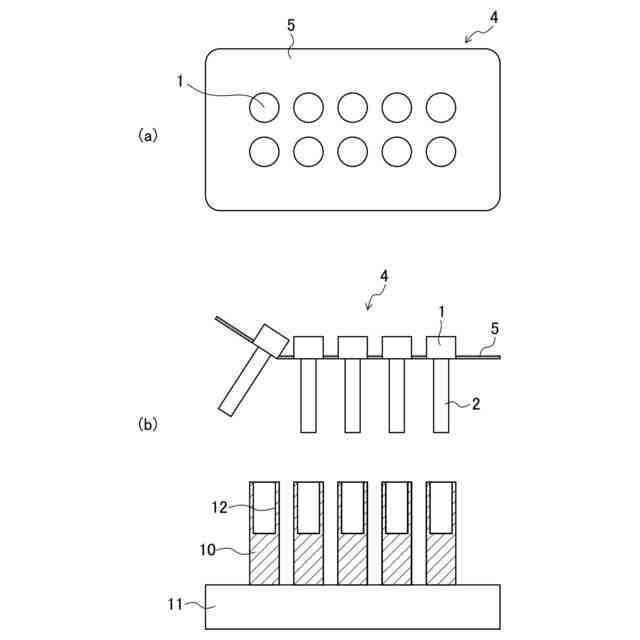
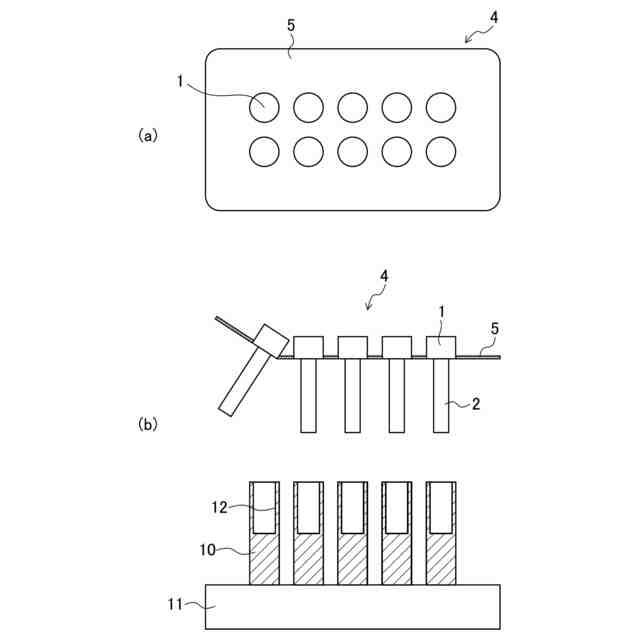
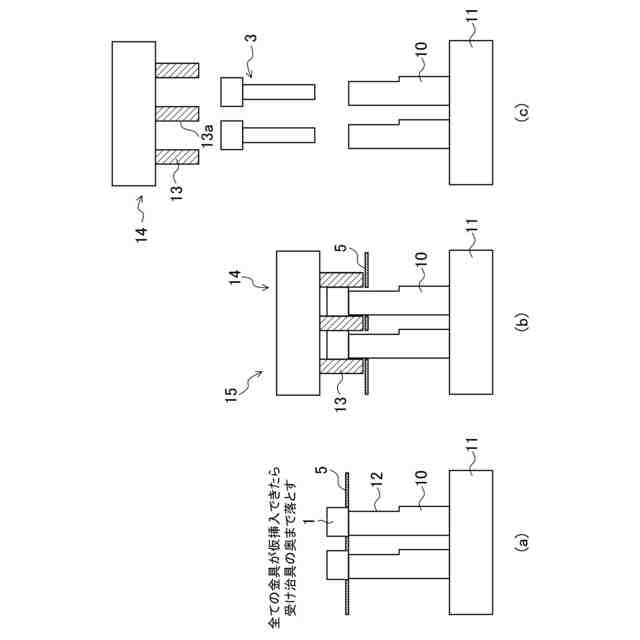
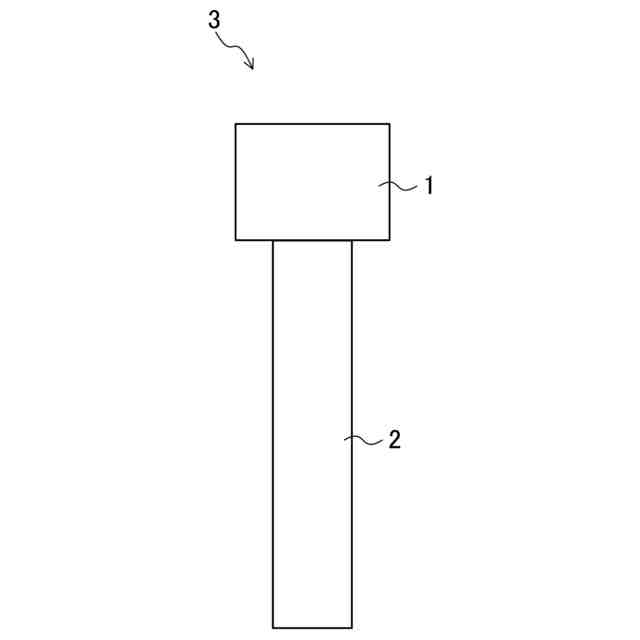
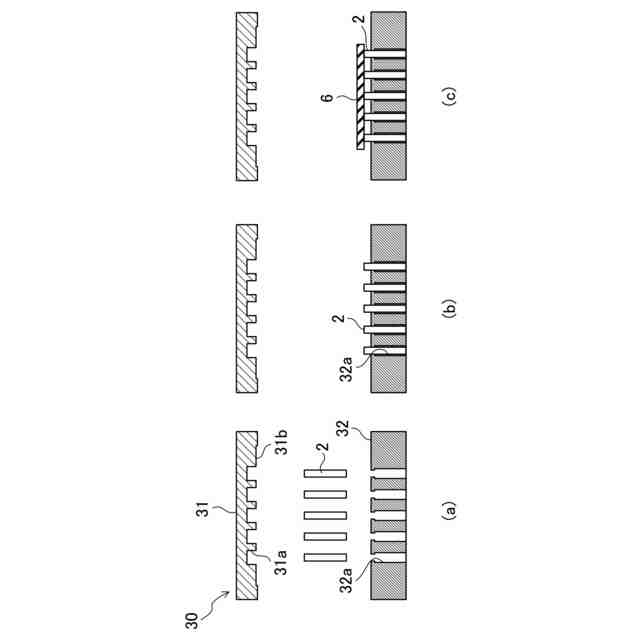
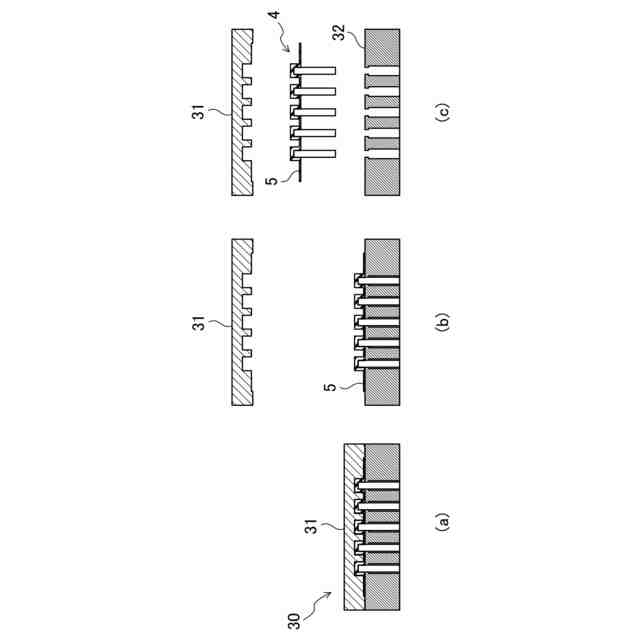
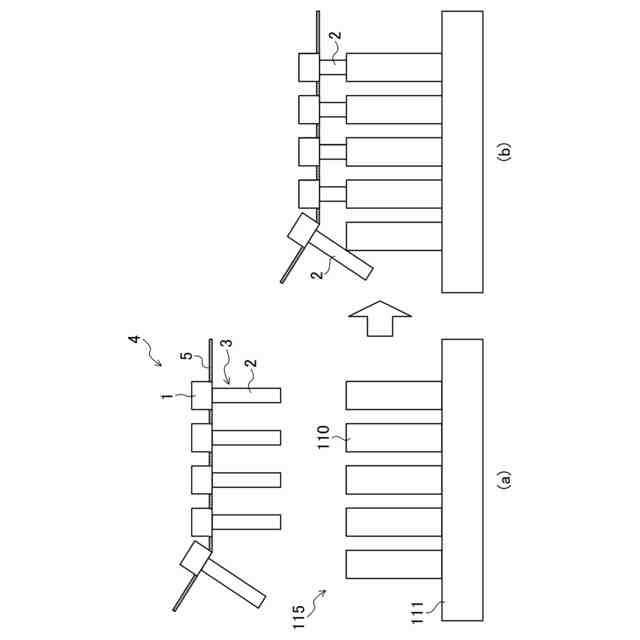
【解決手段】エラストマー材料よりなるシール部1と、エラストマー材料とは異なる材料よりなり、シール部1が一端側に一体成形された金具2とを備えたシール部品3がエラストマー材料で複数整列された状態で連結された連結成形品4からシール部1に連続するバリ5を取り除いて単体のシール部品3を得るためのバリ取り治具15は、整列された金具2に合わせて整列配置され、各金具2の下端を挿入可能な複数の筒状部材10と、複数の筒状部材10の下端が固定された受け治具本体11と、複数のシール部1を挿入可能で、筒状部材10の外径よりも大きな内径を有する穴部13aが整列配置されている突き治具14とを備え、筒状部材10の上端に、少なくとも金具2の下端が挿入可能な大きさのスリット12が形成されている。
【選択図】図1
特許請求の範囲
【請求項1】
エラストマー材料よりなるシール部と、前記エラストマー材料とは異なる材料よりなり、前記シール部が一端側に一体成形された軸状インサート部とを備えたシール部品が前記エラストマー材料で複数整列された状態で連結された連結成形品から前記シール部に連続するバリを取り除いて単体の前記シール部品を得るためのバリ取り治具であって、
整列された前記軸状インサート部に合わせて整列配置され、各軸状インサート部の下端を挿入可能な複数の筒状部材と、
前記複数の筒状部材の下端が固定された受け治具本体と、
複数の前記シール部を挿入可能で、前記筒状部材の外径よりも大きな内径を有する穴部が整列配置されている突き治具とを備え、
前記筒状部材の上端には、少なくとも前記軸状インサート部の下端が挿入可能な大きさのスリットが形成されており、
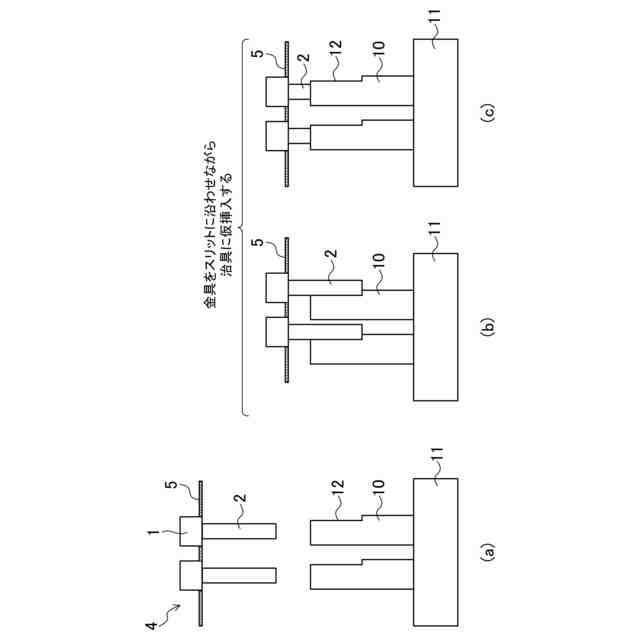
複数の軸状インサート部の下端が対応する前記筒状部材のスリットに仮挿入された後、さらに前記筒状部材の内部に挿入された後、上方から前記突き治具で打ち抜くことで、各シール部を連結するバリを取り除くことができるように構成されている
ことを特徴とするバリ取り治具。
続きを表示(約 630 文字)
【請求項2】
前記連結成形品のバリは、前記シール部の外周間を連結する膜状に形成されている
ことを特徴とする請求項1に記載のバリ取り治具。
【請求項3】
エラストマー材料よりなるシール部と、前記エラストマー材料とは異なる材料よりなり、前記シール部が一端側に一体成形された軸状インサート部とを備えたシール部品が前記エラストマー材料で複数整列された状態で連結された連結成形品、及び、
整列された前記軸状インサート部に合わせて整列配置され、各軸状インサート部の下端を挿入可能な複数の筒状部材と、前記複数の筒状部材の下端が固定された受け治具本体と、複数の前記シール部を挿入可能で、前記筒状部材の外径よりも大きな内径を有する穴部が整列配置されている突き治具とを有し、前記筒状部材に、少なくとも前記軸状インサート部の下端が挿入可能な大きさのスリットが形成されたバリ取り治具を準備し、
前記連結成形品を前記軸状インサート部が下側に来るようにして前記バリ取り治具の上方に移動させ、
全ての前記複数の軸状インサート部の下端を対応する前記筒状部材のスリットに仮挿入し、
その後、さらに前記複数の軸状インサート部を前記筒状部材の内部に挿入した後、
上方から前記突き治具で打ち抜くことで、各シール部を連結するバリを取り除き、
複数の前記シール部品を得る
ことを特徴とする連結成形品からバリを取る方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数のシール部品がバリで連結された状態の連結成形品からバリを取り除くバリ取り治具及びその方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、例えば、特許文献1のように、多数個取りの製品は、一般的に複数個の製品がバリで連結された成形を行うことが多い。
【0003】
その場合、成形後に連結成形品からバリを取り除いて単体製品を取り出す必要がある。
【先行技術文献】
【特許文献】
【0004】
特開2015-139801号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ゴムなどのエラストマー単体製品の場合は、人が手でむしってバリを取ることが可能であるが、金具などよりなる軸状インサート部とエラストマー材料よりなるシール部との複合製品の場合、接合面に負担がかかってシール部が軸状インサート部から剥離してしまう場合がある。
【0006】
また、手作業のため、バリの残り方が安定しない、多数個取りの場合にバリ取り作業に時間を要する等の問題がある。
【0007】
本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、シール部のバリを効率よくかつ安定して取り除くことができるようにすることにある。
【課題を解決するための手段】
【0008】
上記の目的を達成するために、この発明では、軸状インサート部下端を仮挿入可能なスリットを有する筒状部材が整列配置された治具をバリ取りに用いるようにした。
【0009】
具体的には、第1の発明では、
エラストマー材料よりなるシール部と、前記エラストマー材料とは異なる材料よりなり、前記シール部が一端側に一体成形された軸状インサート部とを備えたシール部品が前記エラストマー材料で複数整列された状態で連結された連結成形品から前記シール部に連続するバリを取り除いて単体の前記シール部品を得るためのバリ取り治具であって、
整列された前記軸状インサート部に合わせて整列配置され、各軸状インサート部の下端を挿入可能な複数の筒状部材と、
前記複数の筒状部材の下端が固定された受け治具本体と、
複数の前記シール部を挿入可能で、前記筒状部材の外径よりも大きな内径を有する穴部が整列配置されている突き治具とを備え、
前記筒状部材の上端には、少なくとも前記軸状インサート部の下端が挿入可能な大きさのスリットが形成されており、
複数の軸状インサート部の下端が対応する前記筒状部材のスリットに仮挿入された後、さらに前記筒状部材の内部に挿入された後、上方から前記突き治具で打ち抜くことで、各シール部を連結するバリを取り除くことができるように構成されている。
【0010】
エラストマー材料よりなるバリでシール部品が連結された状態では、軸状インサート部が不安定で傾きやすい。この状態で、軸状インサート部の下端を治具の筒状部材に挿入しようとすると、大部分の軸状インサート部が筒状部材に挿入された場合であっても、一部の傾いた軸状インサート部のみが筒状部材に挿入できていないと、その周辺の軸状インサート部も再び筒状部材から取り出さなければならず、大変面倒である。しかし、上記の構成によると、複数の軸状インサート部の下端を筒状部材のスリットに沿わせながら受け治具本体側に仮挿入すると、一部の傾いた軸状インサート部があったとしても、多くの周辺の軸状インサート部を含めて持ち上げなくても、傾いた軸状インサート部の下端をスリットに入れるようにすることができる。全ての軸状インサート部の下端がスリットに仮挿入できた後、軸状インサート部を筒状部材の奥まで挿入すればよいので、挿入作業が極めて容易となる。挿入後、突き治具を用いてバリをシール部から取り除くことで、単体のシール部品が容易かつ確実に得られる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱電線工業株式会社
バリ取り治具及び連結成形品からバリを取る方法
4日前
東レ株式会社
吹出しノズル
7か月前
シーメット株式会社
光造形装置
6か月前
東レ株式会社
プリプレグテープ
9か月前
CKD株式会社
型用台車
6か月前
東レ株式会社
フィルムの製造方法
9日前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法
3日前
グンゼ株式会社
ピン
7か月前
個人
射出ミキシングノズル
9か月前
株式会社日本製鋼所
押出機
9か月前
日機装株式会社
加圧システム
2か月前
株式会社FTS
ロッド
5か月前
株式会社カワタ
計量混合装置
1か月前
個人
樹脂可塑化方法及び装置
5か月前
株式会社漆原
シートの成形方法
1か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社FTS
成形装置
6か月前
株式会社シロハチ
真空チャンバ
8か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社リコー
画像形成システム
7か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社不二越
射出成形機
1か月前
株式会社コスメック
射出成形装置
1か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
3か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社FTS
セパレータ
5か月前
株式会社ニフコ
樹脂製品の製造方法
9か月前
日産自動車株式会社
成形装置
3日前
トヨタ自動車株式会社
真空成形装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ