TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025101555
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023218476
出願日
2023-12-25
発明の名称
構造体、振動溶着物の製造方法
出願人
キョーラク株式会社
代理人
SK弁理士法人
,
個人
,
個人
主分類
B29C
65/06 20060101AFI20250630BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】振動溶着の溶着強度の低下を抑制可能な構造体を提供する。
【解決手段】本発明によれば、成形体と、振動溶着部材を備える、構造体であって、前記振動溶着部材は、前記成形体に装着されており、前記成形体と前記振動溶着部材は、材料が異なり、前記振動溶着部材は、被溶着部材に振動溶着される溶着リブを備える、構造体が提供される。
【選択図】図1
特許請求の範囲
【請求項1】
成形体と、振動溶着部材を備える、構造体であって、
前記振動溶着部材は、前記成形体に装着されており、
前記成形体と前記振動溶着部材は、材料が異なり、
前記振動溶着部材は、被溶着部材に振動溶着される溶着リブを備える、構造体。
続きを表示(約 710 文字)
【請求項2】
請求項1に記載の構造体であって、
前記成形体は、中空の本体部と、前記本体部の側面から突出する板状の取付部を備え、
前記振動溶着部材は、前記取付部に装着されている、構造体。
【請求項3】
請求項2に記載の構造体であって、
前記取付部には取付孔が設けられており、
前記振動溶着部材は、前記取付孔に挿入された挿入突起と、前記挿入突起が前記取付孔から抜けることを抑制する係止部を備える、構造体。
【請求項4】
請求項1に記載の構造体であって、
前記溶着リブは、細長い形状を有し、
前記成形体には、第1及び第2の前記振動溶着部材が装着されており、
第1の前記振動溶着部材の前記溶着リブの長手方向を第1長手方向とし、第2の前記振動溶着部材の前記溶着リブの長手方向を第2長手方向とすると、
第1長手方向と第2長手方向の間の角度が45度以下である、構造体。
【請求項5】
請求項1に記載の構造体であって、
前記成形体は、主樹脂がポリエチレン系樹脂であり、
前記振動溶着部材は、主樹脂がポリプロピレン系樹脂である、構造体。
【請求項6】
振動溶着工程を備える、振動溶着物の製造方法であって、
前記振動溶着工程では、構造体を被溶着部材に振動溶着させる工程を備え、
前記構造体は、請求項1~請求項5の何れか1つに記載の構造体であり、
前記溶着リブが前記被溶着部材に振動溶着され、
前記振動溶着部材と前記被溶着部材は、主樹脂が同系樹脂である、方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、構造体、及び振動溶着物の製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
特許文献1には、ダクトの圧縮成形部に設けられた溶着リブを、車両用内装部品の裏面に振動溶着する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2015-3414号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ダクトを振動溶着する車両用内装部品は、一般に、ポリプロピレン系樹脂で構成されているので、溶着リブがポリプロピレン系樹脂で構成されている場合は、振動溶着による溶着強度を高くすることができる。一方、ダクトは、ポリエチレン系樹脂のように、ポリプロピレン系樹脂との相溶性が良好ではない樹脂で構成される場合があり、この場合、溶着リブもポリエチレン系樹脂で構成されることになり、溶着リブを車両用内装部品に振動溶着した場合の溶着強度が不十分になりやすい。
【0005】
本発明はこのような事情に鑑みてなされたものであり、振動溶着の溶着強度の低下を抑制可能な構造体を提供するものである。
【課題を解決するための手段】
【0006】
本発明によれば、以下の発明が提供される。
[1]成形体と、振動溶着部材を備える、構造体であって、前記振動溶着部材は、前記成形体に装着されており、前記成形体と前記振動溶着部材は、材料が異なり、前記振動溶着部材は、被溶着部材に振動溶着される溶着リブを備える、構造体。
[2][1]に記載の構造体であって、前記成形体は、中空の本体部と、前記本体部の側面から突出する板状の取付部を備え、前記振動溶着部材は、前記取付部に装着されている、構造体。
[3][2]に記載の構造体であって、前記取付部には取付孔が設けられており、前記振動溶着部材は、前記取付孔に挿入された挿入突起と、前記挿入突起が前記取付孔から抜けることを抑制する係止部を備える、構造体。
[4][1]~[3]の何れか1つに記載の構造体であって、前記溶着リブは、細長い形状を有し、前記成形体には、第1及び第2の前記振動溶着部材が装着されており、第1の前記振動溶着部材の前記溶着リブの長手方向を第1長手方向とし、第2の前記振動溶着部材の前記溶着リブの長手方向を第2長手方向とすると、第1長手方向と第2長手方向の間の角度が45度以下である、構造体。
[5][1]~[4]の何れか1つに記載の構造体であって、前記成形体は、主樹脂がポリエチレン系樹脂であり、前記振動溶着部材は、主樹脂がポリプロピレン系樹脂である、構造体。
[6]振動溶着工程を備える、振動溶着物の製造方法であって、前記振動溶着工程では、構造体を被溶着部材に振動溶着させる工程を備え、前記構造体は、[1]~[5]の何れか1つに記載の構造体であり、前記溶着リブが前記被溶着部材に振動溶着され、前記振動溶着部材と前記被溶着部材は、主樹脂が同系樹脂である、方法。
【発明の効果】
【0007】
本発明の構造体では、成形体を被溶着部材に振動溶着させるのではなく、成形体に装着された振動溶着部材を被溶着部材に振動溶着させている。このため、成形体と被溶着部材が振動溶着されにくい場合でも、振動溶着部材を構成する材料として、被溶着部材と振動溶着されやすいものを採用することによって、振動溶着の溶着強度の低下を抑制することができる。
【図面の簡単な説明】
【0008】
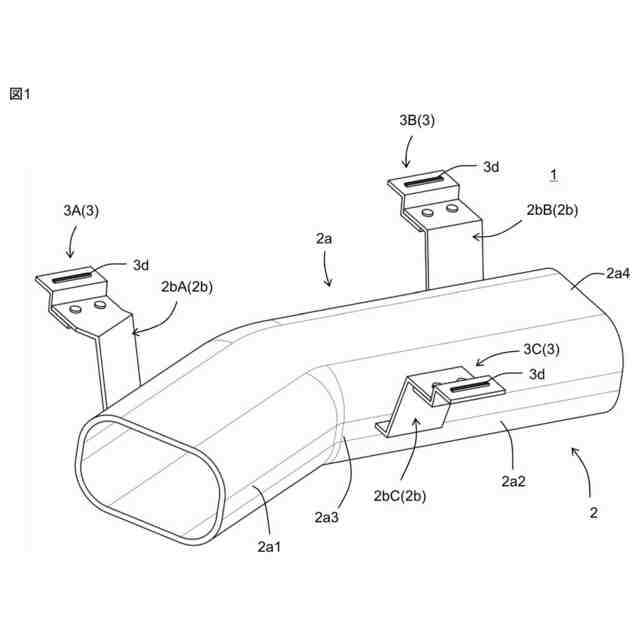
本発明の一実施形態の構造体1の斜視図である。
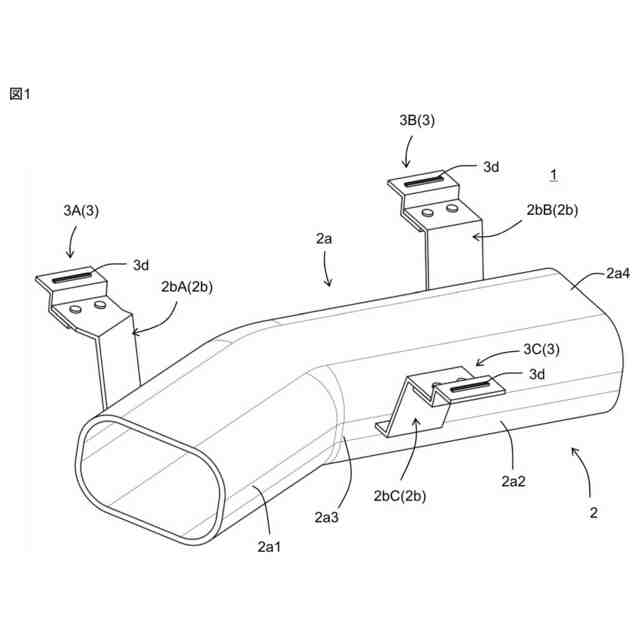
図2A及び図2Bは、それぞれ、図1の構造体1の平面図及び正面図である。
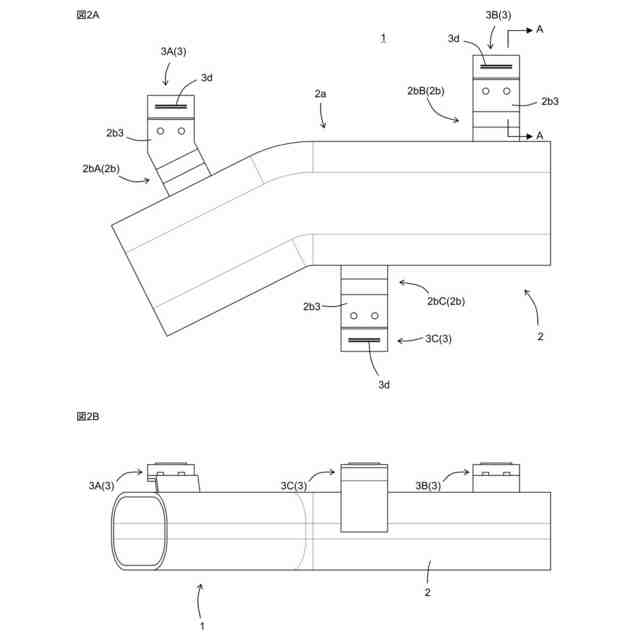
図3Aは、図1の構造体1の右側面図である。図3Bは、図2A中のA-A断面図である。
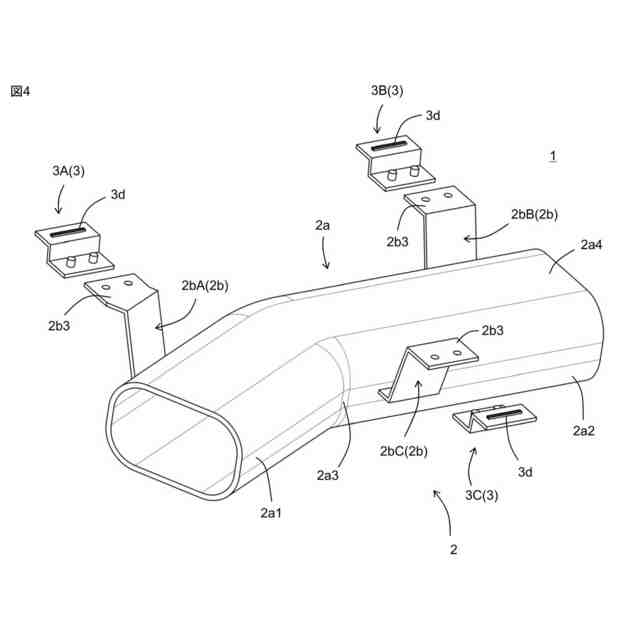
図4は、図1の構造体の分解斜視図である。
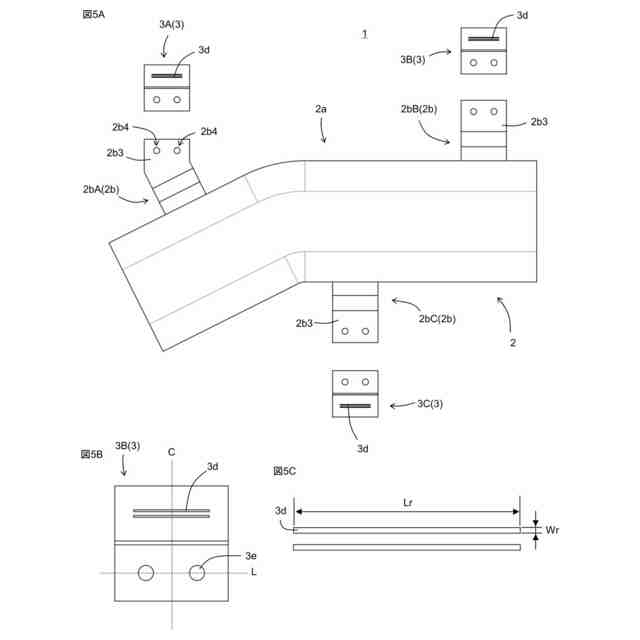
図5Aは、図2Aの分解図である。図5Bは、図5A中の振動溶着部材3Bの拡大図である。図5Cは、図5B中の溶着リブ3dの拡大図である。
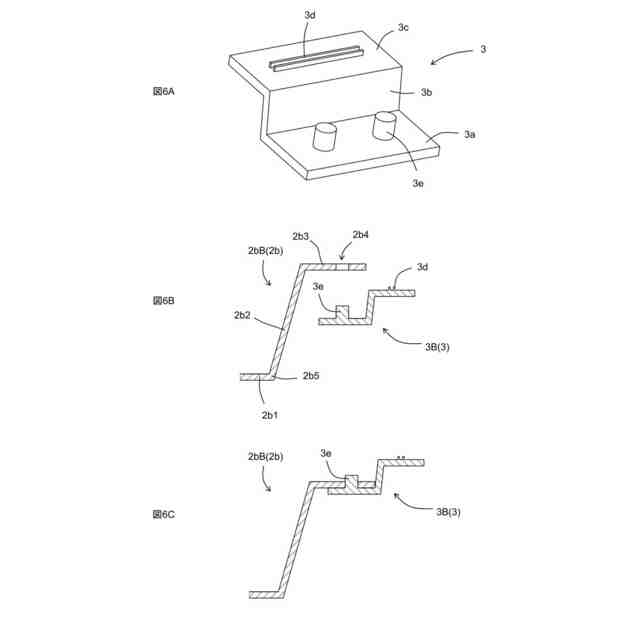
図6Aは、振動溶着部材3の斜視図である。図6B及び図6Cは、図3Bに対応する断面図であり、図6B及び図6Cは、それぞれ、挿入突起3eを取付孔2b4に挿入する前と後の状態を示す。
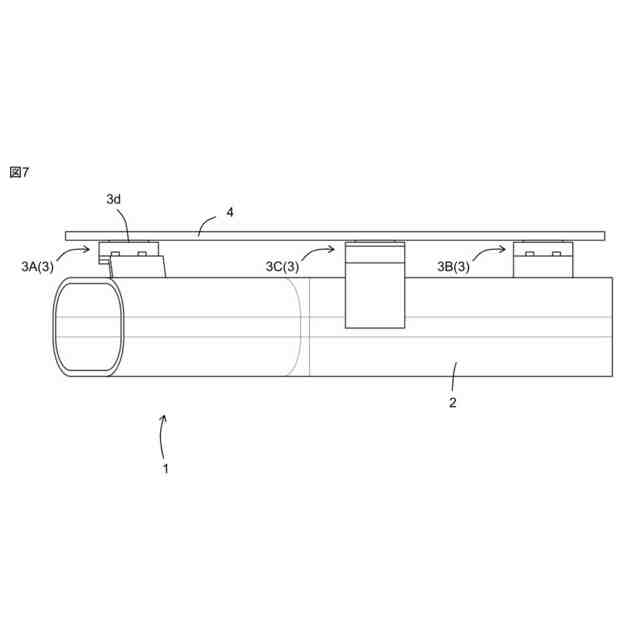
振動溶着工程を説明するための、図2Bに対応する正面図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態について説明する。以下に示す実施形態中で示した各種特徴事項は、互いに組み合わせ可能である。また、各特徴事項について独立して発明が成立する。さらに、以下の実施形態のうち、特許請求の範囲で規定されていない要素は、任意の要素であるので、省略可能である。
【0010】
1.構造体1
図1~図7を用いて、本発明の一実施形態の構造体1について説明する。本実施形態の構造体1は、成形体2と、振動溶着部材3を備える。振動溶着部材3は、成形体2に装着されている。成形体2と振動溶着部材3は、材料が異なっている。振動溶着部材3は、被溶着部材4(図7に図示)に振動溶着される溶着リブ3dを備える。被溶着部材4は、例えば、インストルメントパネルのような車両用内装部品である。以下の説明での「上」、「下」、「水平」などの方向が関係する用語は、構造体1を図2Bに示す向きに配置した状態での方向を意味する。以下、各構成について詳細に説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
11日前
シーメット株式会社
光造形装置
7か月前
CKD株式会社
型用台車
7か月前
東レ株式会社
プリプレグテープ
10か月前
グンゼ株式会社
ピン
8か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社日本製鋼所
押出機
10か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
射出ミキシングノズル
10か月前
株式会社カワタ
計量混合装置
2か月前
個人
樹脂可塑化方法及び装置
6か月前
株式会社FTS
ロッド
6か月前
日機装株式会社
加圧システム
3か月前
東レ株式会社
フィルムの製造方法。
19日前
株式会社シロハチ
真空チャンバ
9か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
株式会社漆原
シートの成形方法
2か月前
株式会社FTS
成形装置
7か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社リコー
画像形成システム
8か月前
株式会社不二越
射出成形機
2か月前
株式会社コスメック
射出成形装置
2か月前
株式会社FTS
セパレータ
6か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
4か月前
TOWA株式会社
成形型清掃用のブラシ
10か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社神戸製鋼所
混練機
5か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社日本製鋼所
押出成形装置
11か月前
東レ株式会社
溶融押出装置および押出方法
7か月前
日産自動車株式会社
成形装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































