TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025101474
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023218342
出願日
2023-12-25
発明の名称
型内塗装物の製造方法
出願人
トヨタ自動車株式会社
,
日本ペイント・オートモーティブコーティングス株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
39/44 20060101AFI20250630BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】低温短時間での硬化性および非極性樹脂基材に対する密着性に優れる型内塗装物の製造方法を提供する。
【解決手段】固定金型および可動金型を備える成型機を用いる型内塗装において、塗料組成物は、脂環式骨格および1個の反応性二重結合を有する第1化合物(A)と、第1化合物(A)と共重合可能な1個の反応性二重結合を有する第2化合物(B)と、2個以上6個以下の反応性二重結合を有する第3化合物(C)と、スチレン由来のスチレンブロックおよび直鎖状または分枝状のオレフィン由来のオレフィンブロックを有するスチレンブロック共重合体(D)と、1分間における半減期温度が110℃以上155℃以下の重合開始剤(E)と、を含み、塗料組成物の注入が完了してから金型を開き始めるまでの可動金型の温度が80℃以上130℃以下であり、塗料組成物の注入が完了してから前記可動金型および前記固定金型を開き始めるまでの時間が30秒以上10分以下である。
【選択図】なし
特許請求の範囲
【請求項1】
固定金型および可動金型を備える成型機を用いる型内塗装において、前記固定金型の表面に配置された非極性樹脂を含む基材と前記可動金型との空隙に、塗料組成物を注入することと、
注入された前記塗料組成物を硬化することと、
前記可動金型および前記固定金型を開いて、前記基材および前記塗料組成物の硬化物を備える型内塗装物を取り出すことと、を備え、
前記塗料組成物は、
脂環式骨格、および、1個の反応性二重結合を有する第1化合物(A)と、
前記第1化合物(A)と共重合可能な1個の反応性二重結合を有する第2化合物(B)と、
2個以上6個以下の反応性二重結合を有する第3化合物(C)と、
スチレン由来のスチレンブロック、および、直鎖状または分枝状のオレフィン由来のオレフィンブロックを有するスチレンブロック共重合体(D)と、
1分間における半減期温度が110℃以上155℃以下の重合開始剤(E)と、を含み、
前記塗料組成物の注入が完了してから、前記可動金型および前記固定金型を開き始めるまでの前記可動金型の温度が、80℃以上130℃以下であり、
前記塗料組成物の注入が完了してから、前記可動金型および前記固定金型を開き始めるまでの時間が、30秒以上10分以下である、型内塗装物の製造方法。
続きを表示(約 1,000 文字)
【請求項2】
前記塗料組成物の注入が開始されるとき、前記基材の温度が20℃以上120℃以下である、請求項1記載の型内塗装物の製造方法。
【請求項3】
前記塗料組成物は、ブルックフィールド回転粘度計を用いて、温度23℃および回転数6rpmで測定される粘度が150mPa・s以上2000mPa・s以下である、請求項1または2記載の型内塗装物の製造方法。
【請求項4】
前記基材に含まれる非極性樹脂が、ポリプロピレンである、請求項1または2記載の型内塗装物の製造方法。
【請求項5】
前記塗料組成物の注入の前に、予め成型した前記基材を前記固定金型に設置することを備える、請求項1または2記載の型内塗装物の製造方法。
【請求項6】
前記塗料組成物の注入の前に、さらに、前記成型機内で前記非極性樹脂を成型することを備え、
前記非極性樹脂の成型と前記塗料組成物の注入とが連続して行われる、請求項1または2記載の型内塗装物の製造方法。
【請求項7】
前記第1化合物(A)、前記第2化合物(B)、前記第3化合物(C)および前記スチレンブロック共重合体(D)の総固形分100質量部に対して、
前記重合開始剤(E)の固形分含有量が、1質量部以上5質量部以下である、請求項1または2記載の型内塗装物の製造方法。
【請求項8】
前記第1化合物(A)、前記第2化合物(B)、前記第3化合物(C)および前記スチレンブロック共重合体(D)の総固形分100質量部に対して、
前記第1化合物(A)の固形分含有量が、5質量部以上70質量部以下であり、
前記スチレンブロック共重合体(D)の含有量が、1質量部以上30質量部以下である、請求項1または2記載の型内塗装物の製造方法。
【請求項9】
前記第1化合物(A)が有する前記脂環式骨格が、シクロヘキシル基、イソボルニル基、ジシクロペンテニル基およびジシクロペンタニル基よりなる群から選択される少なくとも1種である、請求項1または2記載の型内塗装物の製造方法。
【請求項10】
前記塗料組成物が、さらにオレフィン樹脂(F)を含む、請求項1または2記載の型内塗装物の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、型内塗装物の製造方法に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
近年、自動車部材の材料として、金属に替えて樹脂が提案されている。特許文献1~3は、樹脂基材に適した塗料組成物を開示している。
【先行技術文献】
【特許文献】
【0003】
特開2002-249680号公報
特開2009-019073号公報
特開2022-100236号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、低温短時間での硬化性および非極性樹脂基材に対する密着性に優れる型内塗装物の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記課題を解決するため、本発明は下記態様を提供する。
[1]
固定金型および可動金型を備える成型機を用いる型内塗装において、前記固定金型の表面に配置された非極性樹脂を含む基材と前記可動金型との空隙に、塗料組成物を注入することと、
注入された前記塗料組成物を硬化することと、
前記可動金型および前記固定金型を開いて、前記基材および前記塗料組成物の硬化物を備える型内塗装物を取り出すことと、を備え、
前記塗料組成物は、
脂環式骨格、および、1個の反応性二重結合を有する第1化合物(A)と、
前記第1化合物(A)と共重合可能な1個の反応性二重結合を有する第2化合物(B)と、
2個以上6個以下の反応性二重結合を有する第3化合物(C)と、
スチレン由来のスチレンブロック、および、直鎖状または分枝状のオレフィン由来のオレフィンブロックを有するスチレンブロック共重合体(D)と、
1分間における半減期温度が110℃以上155℃以下の重合開始剤(E)と、を含み、
前記塗料組成物の注入が完了してから、前記可動金型および前記固定金型を開き始めるまでの前記可動金型の温度が、80℃以上130℃以下であり、
前記塗料組成物の注入が完了してから、前記可動金型および前記固定金型を開き始めるまでの時間が、30秒以上10分以下である、型内塗装物の製造方法。
[2]
前記塗料組成物の注入が開始されるとき、前記基材の温度が20℃以上120℃以下である、上記[1]に記載の型内塗装物の製造方法。
[3]
前記塗料組成物は、ブルックフィールド回転粘度計を用いて、温度23℃および回転数6rpmで測定される粘度が150mPa・s以上2000mPa・s以下である、上記[1]または[2]に記載の型内塗装物の製造方法。
[4]
前記基材に含まれる非極性樹脂が、ポリプロピレンである、上記[1]または[2]に記載の型内塗装物の製造方法。
[5]
前記塗料組成物の注入の前に、予め成型した前記基材を前記固定金型に設置することを備える、上記[1]または[2]に記載の型内塗装物の製造方法。
[6]
前記塗料組成物の注入の前に、さらに、前記成型機内で前記非極性樹脂を成型することを備え、
前記非極性樹脂の成型と前記塗料組成物の注入とが連続して行われる、上記[1]または[2]に記載の型内塗装物の製造方法。
[7]
前記第1化合物(A)、前記第2化合物(B)、前記第3化合物(C)および前記スチレンブロック共重合体(D)の総固形分100質量部に対して、
前記重合開始剤(E)の固形分含有量が、1質量部以上5質量部以下である、上記[1]または[2]に記載の型内塗装物の製造方法。
[8]
前記第1化合物(A)、前記第2化合物(B)、前記第3化合物(C)および前記スチレンブロック共重合体(D)の総固形分100質量部に対して、
前記第1化合物(A)の固形分含有量が、5質量部以上70質量部以下であり、
前記スチレンブロック共重合体(D)の含有量が、1質量部以上30質量部以下である、上記[1]または[2]に記載の型内塗装物の製造方法。
[9]
前記第1化合物(A)が有する前記脂環式骨格が、シクロヘキシル基、イソボルニル基、ジシクロペンテニル基およびジシクロペンタニル基よりなる群から選択される少なくとも1種である、上記[1]または[2]に記載の型内塗装物の製造方法。
[10]
前記塗料組成物が、さらにオレフィン樹脂(F)を含む、上記[1]または[2]に記載の型内塗装物の製造方法。
[11]
前記塗料組成物が、さらに光輝材および着色剤の少なくとも一種(G)を含む、上記[1]または[2]に記載の型内塗装物の製造方法。
【発明の効果】
【0006】
本発明によれば、低温短時間での硬化性および非極性樹脂基材に対する密着性に優れる型内塗装物の製造方法が提供される。
【発明を実施するための形態】
【0007】
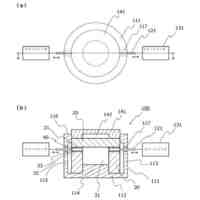
本開示に係る型内塗装物の製造方法は、固定金型および可動金型を備える成型機を用いる型内塗装において、固定金型の表面に配置された非極性樹脂を含む基材と可動金型との空隙に、塗料組成物を注入することと、注入された塗料組成物を硬化することと、可動金型および固定金型を開いて、基材および塗料組成物の硬化物を備える型内塗装物を取り出すことと、を備える。
【0008】
本開示に係る型内塗装物の製造方法は、いわゆる型内塗装法である。型内塗装とは、2つの金型(典型的には、コアおよびキャビティ)の間の隙間に塗料組成物を注入して、大気(特に酸素)に触れない状態で当該塗料組成物を硬化させる方法である。型内塗装法の具体例としては、射出成形法、射出圧縮成形法、射出プレス成形法、圧縮成形法、反応射出成形法、RTM成形法が挙げられる。型内塗装によれば、スプレー塗装と比べて有機溶剤および二酸化炭素の排出量が低減する。型内塗装は、環境負荷が小さい点で、近年注目されている。型内塗装は、樹脂基材に塗装する方法として適している。
【0009】
ポリプロピレンは非常に軽く加工性が高いことから、自動車部材の材料に適している。一方で、ポリプロピレンは難密着性であるといわれ、ポリプロピレン基材に塗膜を密着させるのは困難である。そのため、ポリプロピレンに代表される非極性樹脂を含む基材(以下、非極性基材と称する場合がある。)への密着性を高めるために、塗料組成物には、従来、構造が類似する非極性樹脂(例えば、オレフィン樹脂)が配合される。しかしながら、非極性樹脂は、極性の違い等の理由から、塗料組成物の他の成分(例えば、原料モノマー)との相溶性が低い。そのため、塗料組成物の安定性が低下したり、粘度が増大したりする。また、得られる塗膜に濁りが生じ得る。
【0010】
本開示では、非極性基材に型内塗装するために、第1化合物(A)およびスチレンブロック共重合体(D)を含む塗料組成物を用いる。第1化合物(A)は、脂環式骨格および1個の反応性二重結合を有する。第1化合物(A)によって非極性基材との密着性が向上する。その理由は、特定の理論に拘束されるものではないが、以下のように考えられる。第1化合物(A)の反応性二重結合が他の重合性化合物(例えば、第2化合物(B)および第3化合物(C))と反応して、塗膜を形成する一方で、脂環式骨格は非極性基材に浸透することができる。脂環式骨格は嵩高いため、一旦非極性基材に浸透すると抜けにくくなる。これにより、形成される塗膜と非極性基材とが、第1化合物(A)を介して密着することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
CKD株式会社
型用台車
6か月前
シーメット株式会社
光造形装置
6か月前
東レ株式会社
フィルムの製造方法
3か月前
個人
射出ミキシングノズル
9か月前
東レ株式会社
フィルムの製造方法
今日
東レ株式会社
フィルムの製造方法
6日前
グンゼ株式会社
ピン
6か月前
日機装株式会社
加圧システム
2か月前
株式会社カワタ
計量混合装置
1か月前
個人
樹脂可塑化方法及び装置
5か月前
株式会社FTS
ロッド
5か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社漆原
シートの成形方法
1か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社シロハチ
真空チャンバ
8か月前
株式会社FTS
成形装置
6か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社不二越
射出成形機
3か月前
株式会社リコー
画像形成システム
7か月前
株式会社コスメック
射出成形装置
1か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
1か月前
株式会社FTS
セパレータ
5か月前
株式会社不二越
射出成形機
3か月前
株式会社ニフコ
樹脂製品の製造方法
8か月前
東レ株式会社
溶融押出装置および押出方法
6か月前
個人
ノズルおよび熱風溶接機
6か月前
日東工業株式会社
インサート成形機
7か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
日産自動車株式会社
成形装置
今日
トヨタ自動車株式会社
真空成形装置
2か月前
株式会社日本製鋼所
射出成形機
8か月前
株式会社ミヤコシ
解反機
1か月前
シチズンファインデバイス株式会社
接合装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ