TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025093761
公報種別
公開特許公報(A)
公開日
2025-06-24
出願番号
2023209606
出願日
2023-12-12
発明の名称
ゴム製品の製造方法およびゴム製品の製造装置
出願人
内山工業株式会社
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B29C
64/40 20170101AFI20250617BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】複雑な形状のゴム製品を造形物として造形可能なゴム製品の製造方法を提供する。
【解決手段】ゴム製品の製造方法は、サポート材および未加硫ゴム組成物を特定平面上に造形する第1造形ステップと、前記第1造形ステップにて造形された前記サポート材または前記未加硫ゴム組成物の上に、サポート材または未加硫ゴム組成物を造形する第2造形ステップと、を繰り返し実施することにより、ゴム製品を製造することを特徴とする。
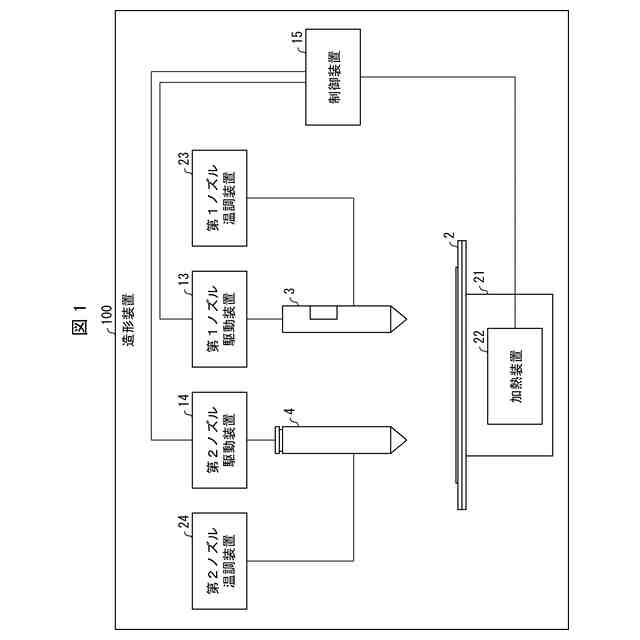
【選択図】図1
特許請求の範囲
【請求項1】
サポート材および未加硫ゴム組成物を特定平面上に造形する第1造形ステップと、
前記第1造形ステップにて造形された前記サポート材または前記未加硫ゴム組成物の上に、サポート材または未加硫ゴム組成物を造形する第2造形ステップと、を繰り返し実施することにより、ゴム製品を製造することを特徴とする、ゴム製品の製造方法。
続きを表示(約 650 文字)
【請求項2】
前記未加硫ゴム組成物は、常温常圧下で固体であり、前記サポート材は、常温常圧下で液体である、請求項1に記載の製造方法。
【請求項3】
前記サポート材は、液状樹脂である、請求項2に記載の製造方法。
【請求項4】
前記サポート材は、前記サポート材を造形させて得られる支持体の、前記ゴム製品に対する剥離性を向上させる剥離促進物質を含む、請求項1に記載の製造方法。
【請求項5】
前記剥離促進物質の溶解度パラメータは、40(cal/cm
3
)
1/2
以下である、請求項4に記載の製造方法。
【請求項6】
繰り返される複数の前記第1造形ステップおよび前記第2造形ステップのうち、少なくとも1回の造形ステップにおいては、直前の造形ステップにおいて造形された前記サポート材の上に、前記未加硫ゴム組成物の一部を造形することを特徴とする、請求項1に記載の製造方法。
【請求項7】
第1ノズルおよび第2ノズルを備え、
前記第1ノズルは、未加硫ゴム組成物を特定平面上に造形し、かつ、前記特定平面上で造形された前記未加硫ゴム組成物またはサポート材の上に、未加硫ゴム組成物を造形するものであり、
前記第2ノズルは、サポート材を前記特定平面上に造形し、かつ、前記特定平面上で造形された前記未加硫ゴム組成物または前記サポート材の上に、サポート材を造形するものである、ゴム製品の製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ゴム製品の製造方法およびゴム製品の製造装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、造形物の材料をステージに堆積させて層を形成し、複数の当該層を積層することにより立体的な造形物を造形する技術が知られている。このような技術において、造形物に張り出している部分がある場合、この張り出している部分を下方より支持するための支持体が必要である。特許文献1,2には、造形物を形成するモデル材と、上述の支持体を形成するサポート材とをステージに堆積させて立体的な造形物を造形する技術が開示されている。
【0003】
また、未加硫ゴム組成物を材料とするゴム製品を造形物として造形する技術が知られている。特許文献3には、堆積工程、硬化工程を経てゴム状の物体を造形する技術が開示されている。特許文献4には、スクリュー式押出機内で未加硫ゴム組成物を加硫温度未満に加熱しながら撹拌及び混合し、吐出孔からステージ(造形シート)上に未加硫ゴム組成物を吐出させることで、流動性が低い未加硫ゴム組成物をステージ上に積層させ、造形物を造形する造形装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特表2005-531439号公報
特表2021-532005号公報
特開2011-225878号公報
特開2019-018440号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、例えば張り出している部分があるような複雑な形状のゴム製品を造形物として造形するためには、サポート材を利用することが望まれる。一方、ゴム製品を造形物として造形する技術において、サポート材を利用する造形方法は従来存在しない。そのため、張り出している部分があるような複雑な形状のゴム製品を造形物として造形することはできなかった。なお、傾斜角度が鉛直方向に対して45°より大きい部分を有する造形物を造形するためには、サポート材が必要である可能性が高いことが知られている。すなわち、傾斜角度が鉛直方向に対して45°より大きい部分を有するゴム製品を造形することは、特に困難であった。
【0006】
本発明の一態様は、複雑な形状のゴム製品を造形物として造形可能なゴム製品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明の一態様に係るゴム製品の製造方法は、サポート材および未加硫ゴム組成物を特定平面上に造形する第1造形ステップと、前記第1造形ステップにて造形された前記サポート材または前記未加硫ゴム組成物の上に、サポート材または未加硫ゴム組成物を造形する第2造形ステップと、を繰り返し実施することにより、ゴム製品を製造することを特徴とする。
【0008】
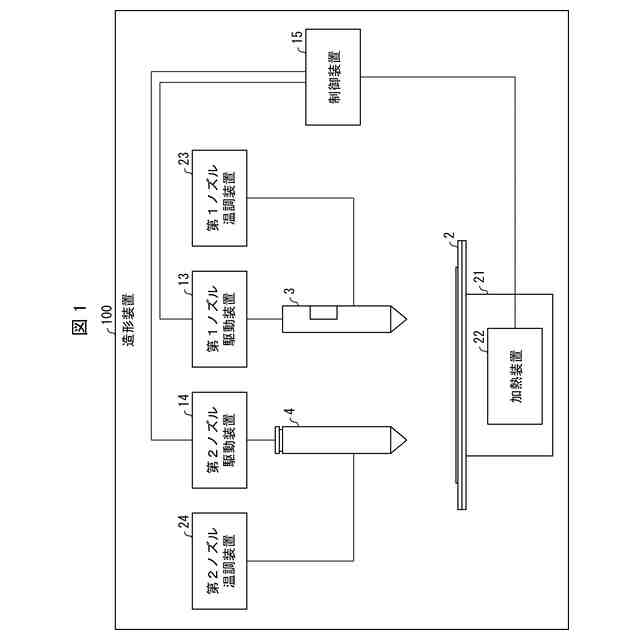
上記の課題を解決するために、本発明の一態様に係るゴム製品の製造装置は、第1ノズルおよび第2ノズルを備え、前記第1ノズルは、未加硫ゴム組成物を特定平面上に造形し、かつ、前記特定平面上で造形された前記未加硫ゴム組成物またはサポート材の上に、未加硫ゴム組成物を造形するものであり、前記第2ノズルは、サポート材を前記特定平面上に造形し、かつ、前記特定平面上で造形された前記未加硫ゴム組成物または前記サポート材の上に、サポート材を造形するものである。
【発明の効果】
【0009】
本発明の一態様によれば、複雑な形状のゴム製品を造形物として造形可能なゴム製品の製造方法を提供できる。
【図面の簡単な説明】
【0010】
本発明の一実施形態に係るゴム製品の造形装置の概略構成を示すブロック図である。
上記ゴム製品の造形方法を示す工程図である。
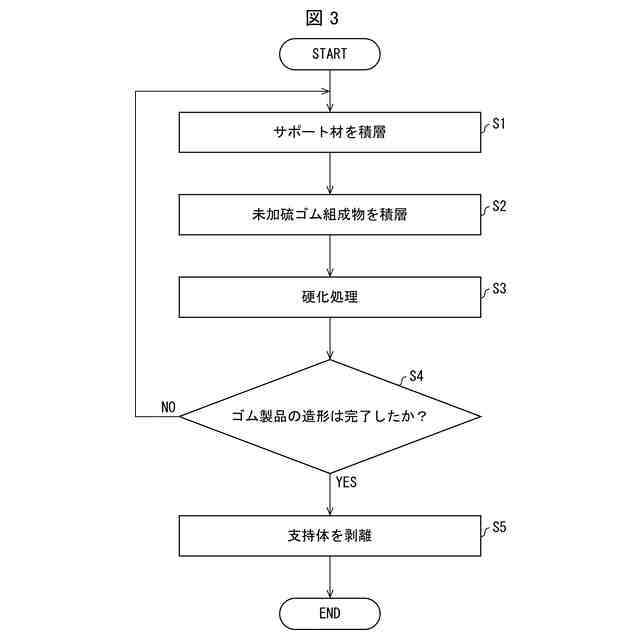
上記ゴム製品の造形方法を示すフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
内山工業株式会社
ガスケット
21日前
内山工業株式会社
密封装置、軸受装置及び密封装置の製造方法
1か月前
内山工業株式会社
ゴム製品の製造方法およびゴム製品の製造装置
1か月前
内山工業株式会社
難燃性ゴム組成物、難燃性ゴム架橋体および物品
2か月前
ヤマハ発動機株式会社
電動補助自転車用のドライブユニットおよび電動補助自転車
1か月前
東レ株式会社
吹出しノズル
7か月前
東レ株式会社
プリプレグテープ
10か月前
シーメット株式会社
光造形装置
7か月前
CKD株式会社
型用台車
7か月前
東レ株式会社
フィルムの製造方法
15日前
株式会社日本製鋼所
押出機
9か月前
東レ株式会社
フィルムの製造方法
21日前
個人
射出ミキシングノズル
9か月前
東レ株式会社
フィルムの製造方法
4か月前
グンゼ株式会社
ピン
7か月前
株式会社FTS
ロッド
6か月前
東レ株式会社
フィルムの製造方法。
1日前
個人
樹脂可塑化方法及び装置
6か月前
日機装株式会社
加圧システム
3か月前
株式会社カワタ
計量混合装置
2か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社FTS
成形装置
7か月前
株式会社リコー
シート剥離装置
11か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
株式会社シロハチ
真空チャンバ
8か月前
東レ株式会社
一体化成形品の製造方法
11か月前
株式会社漆原
シートの成形方法
1か月前
株式会社不二越
射出成形機
3か月前
株式会社神戸製鋼所
混練機
5か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社不二越
射出成形機
1か月前
株式会社FTS
セパレータ
5か月前
株式会社リコー
画像形成システム
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ