TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025093109
公報種別
公開特許公報(A)
公開日
2025-06-23
出願番号
2023208636
出願日
2023-12-11
発明の名称
形状測定装置及び形状測定方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
,
個人
主分類
G01B
11/24 20060101AFI20250616BHJP(測定;試験)
要約
【課題】ウェーハの端部の被測定面の三次元形状を精度よく測定できる形状測定装置及び形状測定方法を提供する。
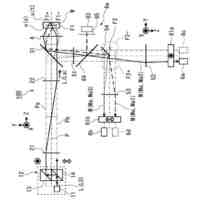
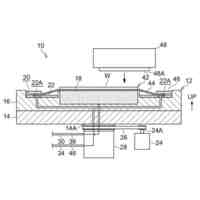
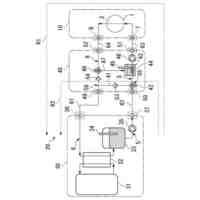
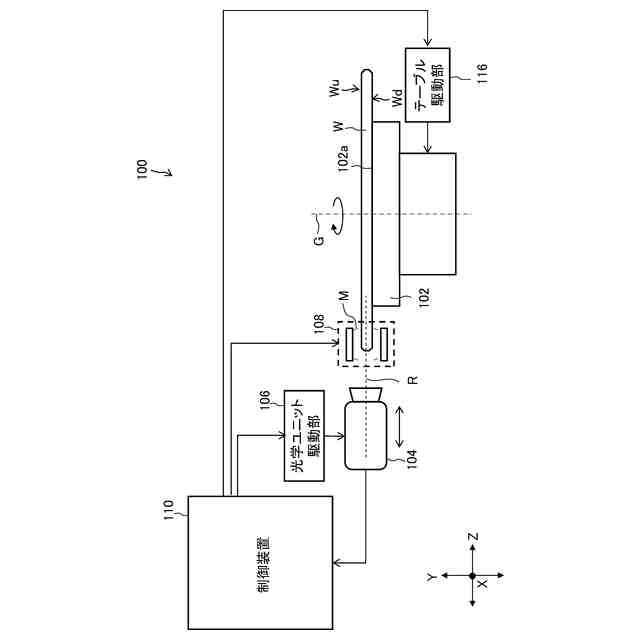
【解決手段】形状測定装置100は、ウェーハWの主面に平行な光軸Rに沿って測定光L1を被測定面Tに照射する光源部120と、光軸Rと同軸上に設けられ被測定面からの反射光を撮像するカメラ128とを有する光学ユニット104と、光学ユニット104を光軸Rに沿った方向に被測定面Tに対して相対移動させる光学ユニット駆動部106と、光軸Rに直交する方向から被測定面Tに側面照明光Mを照射する側面照明ユニット108と、光学ユニット104が相対移動している間にカメラ128が繰り返し撮像した複数の撮像画像に基づき、被測定面Tの三次元形状を示す三次元形状データを生成する制御装置110(形状データ生成部162)と、を備える。
【選択図】図3
特許請求の範囲
【請求項1】
ウェーハの端部の被測定面の三次元形状を測定する形状測定装置であって、
前記ウェーハの主面に平行な光軸を有し、前記光軸に沿って同軸落射照明光を前記被測定面に照射する光源部と、前記光軸と同軸上に設けられ前記被測定面からの反射光を撮像する撮像部とを有する光学ユニットと、
前記光学ユニットを前記光軸に沿った方向に前記被測定面に対して相対移動させる相対移動部と、
前記光軸に直交する方向から前記被測定面に側面照明光を照射する側面照明ユニットと、
前記光学ユニットが前記相対移動している間に前記撮像部が繰り返し撮像した複数の撮像画像に基づき、前記被測定面の三次元形状を示す三次元形状データを生成する形状データ生成部と、
を備える形状測定装置。
続きを表示(約 1,200 文字)
【請求項2】
前記側面照明ユニットは、前記光軸に平行な方向を長手方向とする棒状発光体を有する、
請求項1に記載の形状測定装置。
【請求項3】
前記側面照明ユニットは、前記ウェーハの端部を挟んで前記光軸に直交する方向の両側に設けられた一対の前記棒状発光体を有する、
請求項2に記載の形状測定装置。
【請求項4】
前記側面照明ユニットから照射される前記側面照明光の光量を制御する光量制御部を備える、
請求項1に記載の形状測定装置。
【請求項5】
一対の前記棒状発光体が発光する前記側面照明光の光量を互いに独立に制御する光量制御部を備える、
請求項3に記載の形状測定装置。
【請求項6】
前記側面照明ユニットは、前記主面に平行な面状に発光する面状発光体を有する、
請求項1に記載の形状測定装置。
【請求項7】
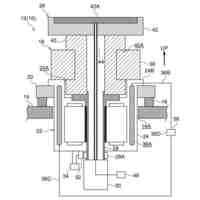
前記ウェーハを保持し、前記ウェーハの主面に直交する回転軸を中心に回転可能に構成された測定テーブルを有し、
前記光学ユニットに対向する位置に、前記ウェーハの端部の被測定面が位置するように、前記測定テーブルを回転させる測定制御部を備える、
請求項1に記載の形状測定装置。
【請求項8】
前記形状データ生成部は、
前記複数の撮像画像に基づき、白色干渉方式により前記被測定面の三次元形状を示す第1形状データを生成する第1形状データ生成部と、
前記複数の撮像画像に基づき、フォーカスバリエーション方式により前記被測定面の三次元形状を示す第2形状データを生成する第2形状データ生成部と、
前記第1形状データ及び前記第2形状データの少なくとも一方の形状データから得られる指標値に基づき、前記第1形状データと前記第2形状データとを画素毎又は領域毎に選択的に組み合わせた統合形状データを生成する統合演算部と、
を有する、請求項1から7のいずれか1項に記載の形状測定装置。
【請求項9】
ウェーハの端部の被測定面の三次元形状を測定する形状測定方法であって、
前記ウェーハの主面に平行な光軸を有する光学ユニットを、前記光軸に沿った方向に前記被測定面に対して相対移動させる走査ステップと、
前記走査ステップが行われている間に、前記光学ユニットから前記光軸に沿って同軸落射照明光を前記被測定面に照射しつつ、前記光学ユニットにおいて前記光軸と同軸上に設けられた撮像部により前記被測定面からの反射光を撮像する撮像ステップと、
前記撮像ステップが行われている間に、前記光軸に直交する方向から前記被測定面に側面照明光を照射する側面照明ステップと、
前記撮像ステップにおいて前記撮像部が撮像した複数の撮像画像に基づき、前記被測定面の三次元形状を示す三次元形状データを生成する形状データ生成ステップと、
を含む形状測定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハの端部の被測定面の三次元形状を測定する形状測定装置及び形状測定方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
半導体デバイス等が形成されるシリコンウェーハ等の半導体ウェーハ(以下、「ウェーハ」という。)は、他部材との接触によって傷ついたり、欠けたりする場合がある。さらに、その傷や欠けが要因となり、ウェーハが割れることもある。そのため、ウェーハの製造工程においては、ウェーハの端部を研削することで面取り加工が行われる。
【0003】
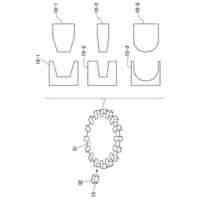
図17に示すように、面取り加工されたウェーハWの端部には、その外周縁の周方向に沿ってエッジ部80が形成されるとともに、その外周縁の周方向の一部には切欠き部分であるノッチ部82が形成される。また、エッジ部80及びノッチ部82は、面取り加工された面取り部84を有している。ノッチ部82は、図17の左上に示した拡大図のように略U字状又は略V字状の形状を呈しており、両側の直線部82a、82aと底部82bとに大別される。ここで、底部82bは、ノッチ部82の中で奥側に位置し、所定の曲率を有する曲線状に構成される部分である。直線部82a、82aは、各々の一端が底部82bの両端にそれぞれ接続された直線状の部分である。直線部82a、82aの各々の他端は、ウェーハWの外周縁を構成するエッジ部80に接続される。
【0004】
エッジ部80の断面形状は、図17の右下に示した拡大図のように、傾斜面Sと平坦面Fとが設けられている。具体的には、ウェーハWの上面Wu側と下面Wd側には、それぞれウェーハWの厚み方向に対して斜めに傾斜した2つ傾斜面S、Sが形成されるとともに、2つの傾斜面S、Sの間には、ウェーハWの厚み方向にほぼ垂直な平坦面Fが形成される。また、図示を省略するが、ノッチ部82の断面形状もエッジ部80の断面形状と共通した形状となっている。なお、ここでは、エッジ部80及びノッチ部82の断面形状の一例として、図17に示した断面形状を示したが、これに限らず、角部に丸みを帯びたラウンド形状やその他の形状の場合もある。
【0005】
ところで、ウェーハの製造工程においては、面取り加工が行われたウェーハの端部に傷や欠けが存在しいことを確認するとともに、その端部の形状を正しく測定して、その形状が設計上の形状に対して許容誤差の範囲内にあることを確認することが重要である。
【0006】
例えば、特許文献1には、ウェーハの端部の形状を光投影測定法によって測定する形状測定装置が開示されている。この形状測定装置は、面取り加工されたウェーハの端部に対し、ウェーハの表裏各面に略平行な方向から光を投光するとともに、その投光方向に対向する方向からカメラによってウェーハの端部の投影像を撮像し、その投影像に基づいてウェーハの端部の形状を測定する。この方法により得られる投影像の輪郭は、ウェーハの端部の断面形状(厚み方向に切断した断面の形状)である。
【0007】
また、特許文献2には、測定対象物の被測定面の表面形状及び表面粗さ形状などの三次元形状を光学的に測定する三次元形状測定装置が開示されている。この三次元形状測定装置は、白色干渉顕微鏡を被測定面に対して垂直方向(Z方向)に走査しながら一定のピッチ毎にカメラで撮像した複数の撮像画像に基づき、WLI(White Light interferometry)方式(白色干渉方式)とFV(Focus Variation)方式(フォーカスバリエーション方式、合焦点法)との両方の方式を併用して被測定面の三次元形状を測定するものである。
【0008】
ここで、WLI方式は、各撮像画像の同一座標の画素毎にZ方向において輝度値が最大となるZ方向位置に基づいて、測定対象物の被測定面の高さ情報を示す三次元形状データを演算する方式である。FV方式は、各撮像画像の画素毎の合焦度を演算し、各撮像画像の同一座標の画素毎に合焦度が最大になるZ方向位置に基づいて、測定対象物の被測定面の高さ情報を示す三次元形状データを演算する方式である。
【0009】
WLI方式は、被測定面の高さ方向の分解能が高く(nm以下)、白色干渉顕微鏡(干渉対物レンズ)の光軸に平行な走査方向(Z方向)に対して垂直に近い面の粗さ測定が得意であるという長所があるが、走査方向に対して傾いた傾斜面の測定感度が低いという短所がある。一方、FV方式は、WLI方式に比べて被測定面の高さ方向の分解能は低くなる短所があるが、傾斜面に対する測定感度が高く、傾斜面に対する形状測定が得意であるという長所がある。
【0010】
特許文献2に開示された三次元形状測定装置では、2つの方式の利点を生かして、WLI方式による三次元形状演算結果及びFV方式による三次元形状演算結果のうち、画素毎に精度が高い方を選択して被測定面の三次元形状データを生成している。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
加工装置
2日前
株式会社東京精密
プローバ
3日前
株式会社東京精密
搬送装置
2日前
株式会社東京精密
研削装置
2日前
株式会社東京精密
亀裂測定器
2日前
株式会社東京精密
亀裂測定器
2日前
株式会社東京精密
テープ貼付装置
2日前
株式会社東京精密
レーザ加工装置
2日前
株式会社東京精密
ダイシング装置
2日前
株式会社東京精密
レーザ加工装置
2日前
株式会社東京精密
レーザ加工装置
2日前
株式会社東京精密
半導体製造装置
2日前
株式会社東京精密
ケーブルのガイド方法
2日前
株式会社東京精密
ウェーハの面取り装置
2日前
株式会社東京精密
加工装置及び加工方法
2日前
株式会社東京精密
ウェーハの面取り装置
2日前
株式会社東京精密
吸着装置及び研削装置
2日前
株式会社東京精密
収容ボックスシステム
3日前
株式会社東京精密
CMP装置及び研磨方法
3日前
株式会社東京精密
加工方法、及び、加工装置
3日前
株式会社東京精密
亀裂検出装置及び亀裂検出方法
2日前
株式会社東京精密
面取り装置、及び、面取り方法
3日前
株式会社東京精密
レーザー加工装置の光軸補正方法
2日前
株式会社東京精密
保護膜検査方法及び保護膜検査装置
3日前
株式会社東京精密
チューブの固定構造及び測定ヘッド
2日前
株式会社東京精密
レーザ加工方法及びレーザ加工装置
2日前
株式会社東京精密
レーザ加工装置及びレーザ加工方法
3日前
株式会社東京精密
ダイシング装置及びドレッシング方法
2日前
株式会社東京精密
レーザ加工方法およびレーザ加工装置
3日前
株式会社東京精密
レーザ加工装置およびレーザ加工方法
3日前
株式会社東京精密
温度調整システムおよび循環ユニット
3日前
株式会社東京精密
レーザ加工装置およびレーザ加工方法
3日前
株式会社東京精密
研削性能判定装置及び研削性能判定方法
2日前
株式会社東京精密
三位置制御装置、及び、三位置制御方法
3日前
株式会社東京精密
レーザー加工方法及びレーザー加工装置
2日前
株式会社東京精密
ウェーハの面取り装置、及び、面取り方法
2日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ