TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025091895
公報種別
公開特許公報(A)
公開日
2025-06-19
出願番号
2023207425
出願日
2023-12-08
発明の名称
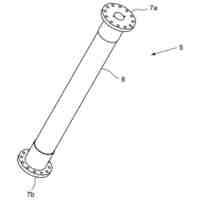
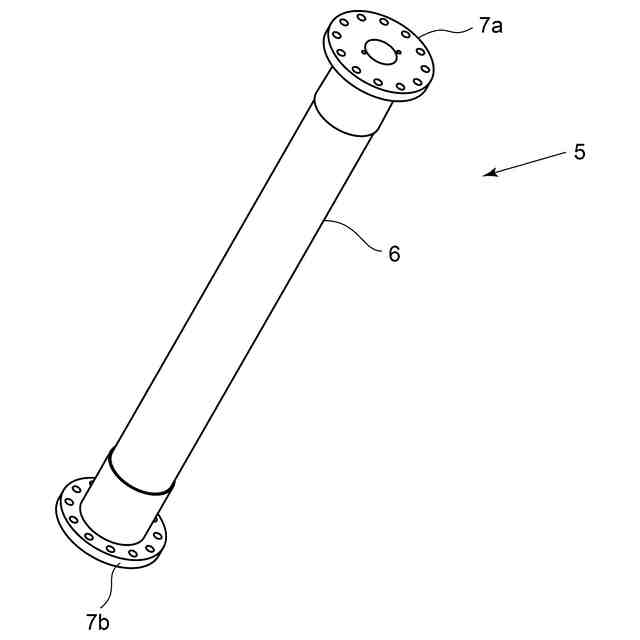
ロボットアーム及びロボットアームの製造方法
出願人
三光合成株式会社
代理人
個人
主分類
B29C
65/54 20060101AFI20250612BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】必要とされる高い捩り強度を確保しつつ、本体部分を熱硬化性FRP製円筒筒体としてなるロボットアームの本体部分に機能部分を装着して充分に軽量でしかも人間の間で、人間と共にあるいは人間を補助して動作するロボットアームとして安全性が高いロボットアームであり、特に取付部材の取付部の固定強度が強いロボットアームを提供する。
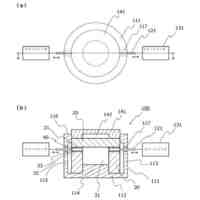
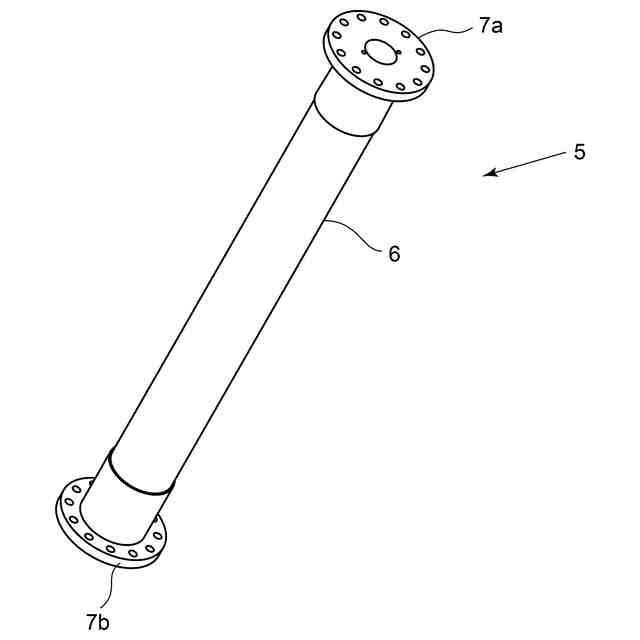
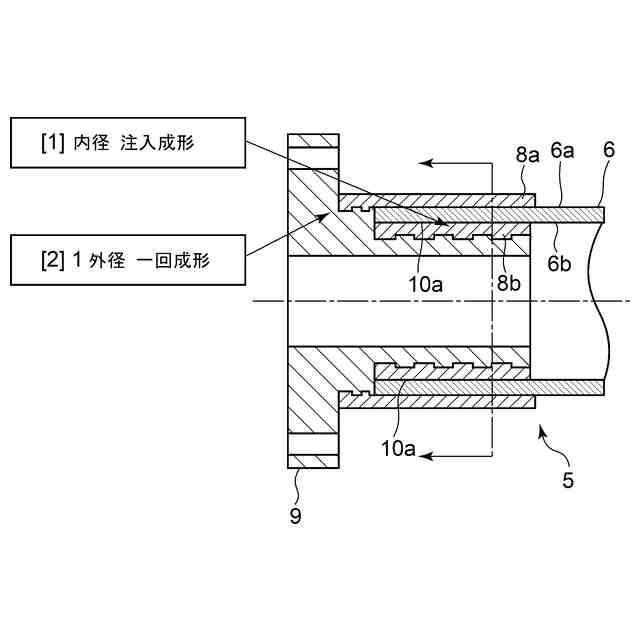
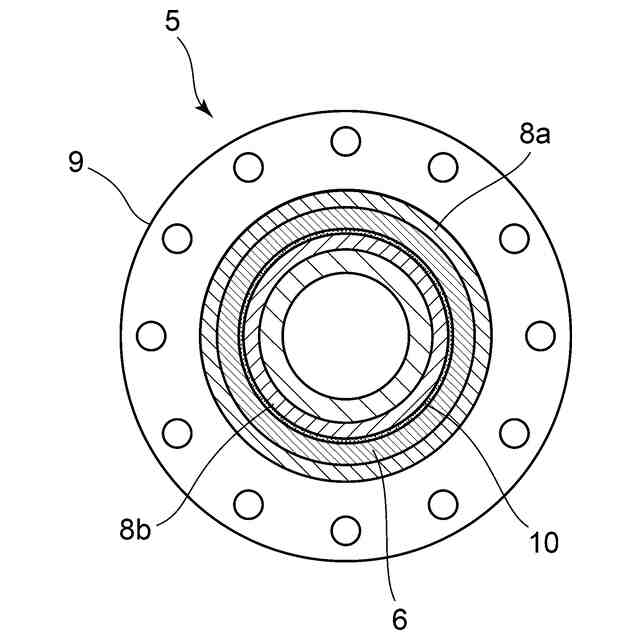
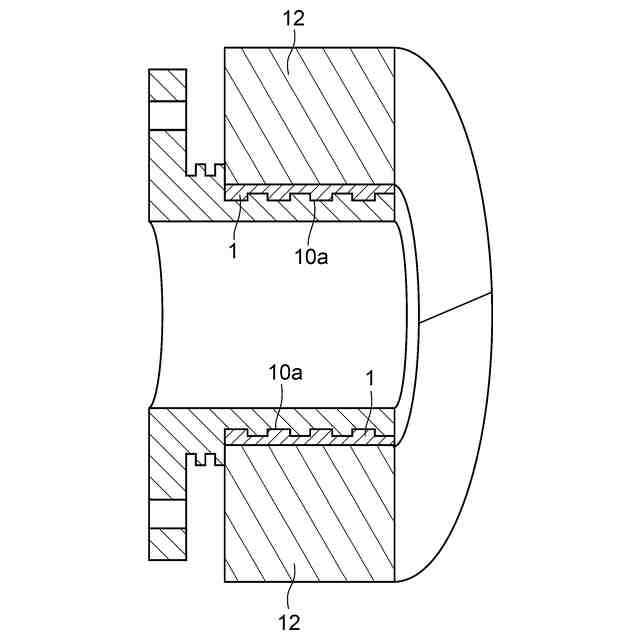
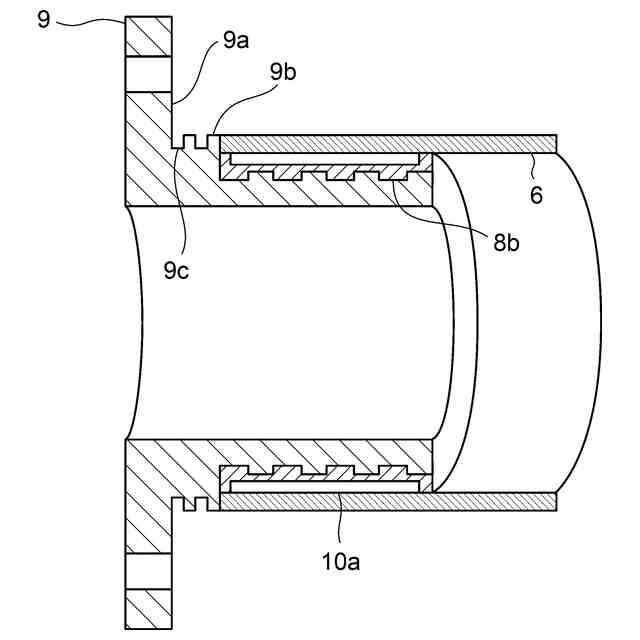
【解決手段】 ロボットアーム5は、熱硬化性FRP製円筒筒体6端部の内側面6bと取付部材9の嵌合領域に樹脂充填部10a,bを設けてこの樹脂充填部10a,bに熱硬化性樹脂と繊維を複合した複合樹脂層8bを加圧加熱成形し、熱硬化性FRP製円筒筒体6端部の外側面6aに熱硬化性樹脂と繊維を複合した複合樹脂層8aを加圧加熱成形してなる。
【選択図】図2
特許請求の範囲
【請求項1】
熱硬化性FRP製円筒筒体の端部内側に取付部材を篏合して組付けたロボットアームであって、前記熱硬化性FRP製円筒筒体端部の内側面と前記取付部材との嵌合部の前記熱硬化性FRP製円筒筒体端部の内側面と前記取付部材との境界領域に樹脂充填領域を設け、この樹脂充填領域に前記熱硬化性FRP製円筒筒体側部に形成した貫通孔を介して樹脂を注入して成形してなることを特徴とするロボットアーム。
続きを表示(約 1,300 文字)
【請求項2】
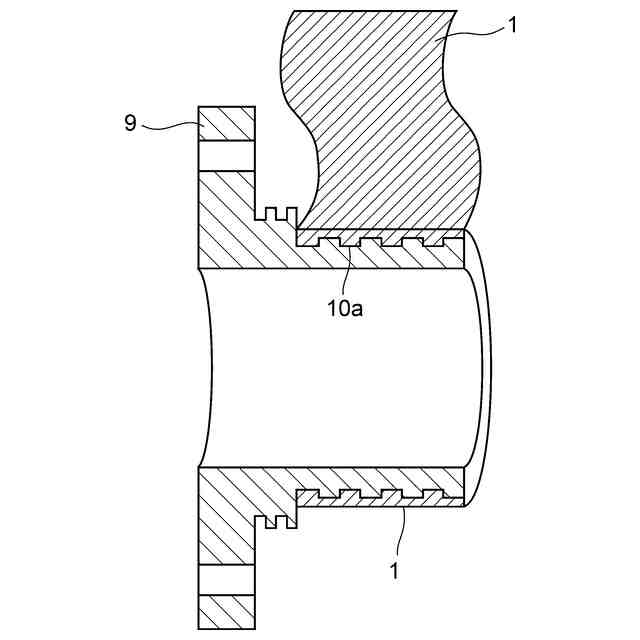
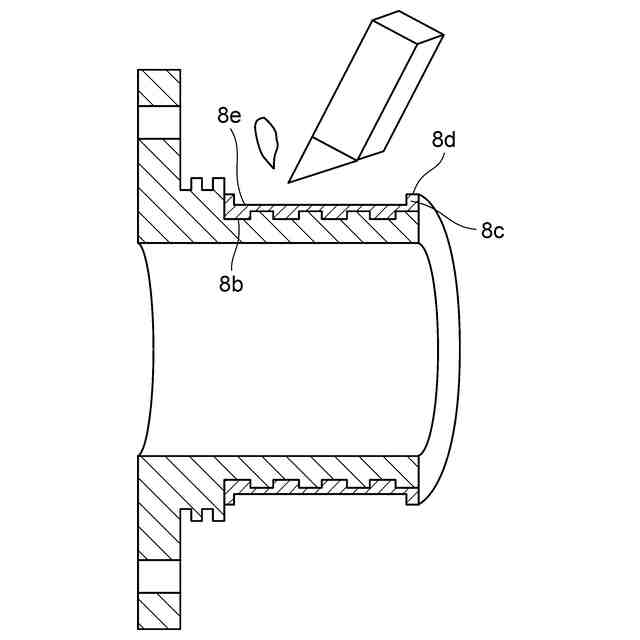
前記熱硬化性FRP製円筒筒体端部の内側面と前記取付部材との嵌合部の前記熱硬化性FRP製円筒筒体端部の内側面と前記取付部材の嵌合側端部に輪形の溝を設けて樹脂を流し込み成形して組付けた請求項1記載のロボットアーム。
【請求項3】
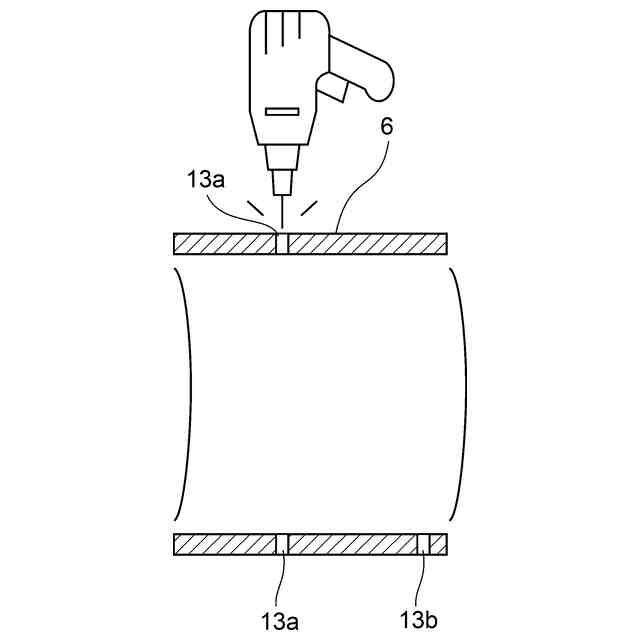
前記熱硬化性FRP製円筒筒体側部に形成した貫通孔を介して樹脂を注入し、前記熱硬化性FRP製円筒筒体の反対側の側部に形成した貫通孔を介して注入した樹脂を所定量流出させ、充填確認して成形してなる請求項1記載のロボットアーム。
【請求項4】
前記樹脂充填領域に前記熱硬化性FRP製円筒筒体側部に形成した貫通孔を介して注入される樹脂が硬化剤を加えたエポキシ樹脂である請求項1記載のロボットアーム。
【請求項5】
前記取付部材が金属製である請求項1記載のロボットアーム。
【請求項6】
前記熱硬化性FRP製円筒筒体は、CFRP製、あるいはGFRP製である請求項1記載のロボットアーム。
【請求項7】
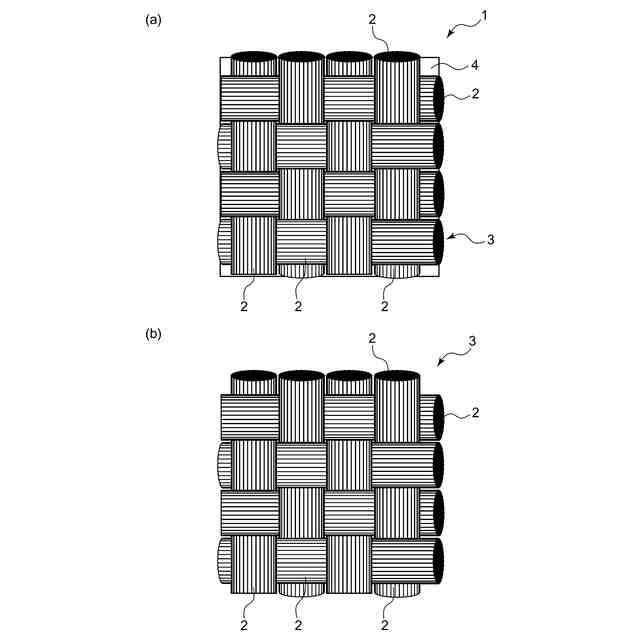
前記取付部材は、嵌合部に繊維成形原反材を 巻き付けて加圧加熱成形してなる請求項1記載のロボットアーム。。
【請求項8】
熱硬化性FRP製円筒筒体内側に前記取付部材を挿入し嵌合して前記熱硬化性FRP製円筒筒体先端と前記取付部材側面との間の前記取付部材円周側面と前記熱硬化性FRP製円筒筒体先端部外周面に繊維成形原反材を巻き付けて加圧加熱成形してなる請求項1記載のロボットアーム。
【請求項9】
熱硬化性FRP製円筒筒体内側に前記取付部材を挿入し嵌合して前記熱硬化性FRP製円筒筒体先端と前記取付部材側面との間に形成される凹所に繊維成形原反材を巻き付けて加圧加熱成形してなる請求項1記載のロボットアーム。
【請求項10】
取付部材外側面に複数形成された凹所に炭素繊維にエポキシ樹脂を含浸させた繊維成形原反材を配置して取付部材外側面に対する複合樹脂層の形成を行う内側積層工程と、前記凹所に配置された前記繊維成形原反材を加圧加熱して成形して、第一の複合樹脂層を形成する第一の成形工程と、前記熱硬化性FRP製円筒筒体の側部に貫通孔を形成する工程と、前記熱硬化性FRP製円筒筒体の端部内側に、前記第一の複合樹脂層が形成された取付部材を圧入して篏合する組み立て篏合工程と、次いで取付部材を圧入して篏合した状態で前記熱硬化性FRP製円筒筒体端部の内側面と前記取付部材との嵌合部の前記熱硬化性FRP製円筒筒体端部の内側面と前記取付部材の嵌合側端部に輪形の溝を設けてエポキシ樹脂を流し込み成形する内径成形第1工程と、貫通孔を介して樹脂充填部にエポキシ樹脂を充填する内径成形第2工程と、前記熱硬化性FRP製円筒筒体外側面に繊維成形原反材を巻回する外側積層工程と、前記熱硬化性FRP製円筒筒体外側面に巻回された前記繊維成形原反材を加圧加熱して前記繊維成形原反材のエポキシ樹脂を硬化させて第二の複合樹脂層を形成する第二の成形工程と、よりなることを特徴とするロボットアームの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱硬化性FRP製円筒筒体の外側面及び内側面に硬化剤を加えたエポキシ樹脂を注入して成形してなるロボットアームに関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
一般に例えばレーザー加工等に用いる工業用ロボットは1/100mm程度の先端精度が必要であり、そのためには高い剛性が必要であった。これに対して近年、少子高齢化の進展と共に人間の間で、人間と共にあるいは人間を補助して動作する工業用ロボットの必要性が高まって来ている。この様な工業用ロボットには従来の工業用ロボットの様な高い剛性は必要ではなくむしろ省エネルギーの観点や地球環境保全の観点等から、軽量化が強く望まれている。その一つの手段としてロボットアームの本体部分を熱硬化性FRP製円筒筒体に代替させることが検討されてきた。その際、使用する強化繊維にも種々あり、例えば、炭素繊維、ガラス繊維、アラミド繊維等が検討されているが、この中で特に、比強度、比弾性率の面で優れた炭素繊維を強化繊維とするCFRP(炭素繊維強化プラスチックス)が有力とされている。
【0003】
この本体部分を熱硬化性FRP製円筒筒体としてなるロボットアームは本体部分に機能部分を装着して各種機能を果たすことが可能となるようにする必要がある。この熱硬化性FRP製円筒筒体からなる本体部分への機能部分の装着には、熱硬化性FRP製円筒筒体の捩り強度とバランスが採れた接合法が必要とされている。
【0004】
特許文献1には、必要とされる高い捩り強度を確保しつつ、本体部分を熱硬化性FRP製円筒筒体としてなるロボットアームの本体部分に機能部分を装着して充分に軽量でしかも人間の間で、人間と共にあるいは人間を補助して動作するロボットアームとして安全性が高いロボットアームであり、特に取付部材の取付部の固定強度が強いロボットアームを提供することを課題とし、熱硬化性FRP製円筒筒体端部の内側面と取付部材との嵌合部に閉鎖空間を設けてこの閉鎖空間に熱硬化性樹脂と繊維を複合した複合樹脂層を加圧加熱成形し、熱硬化性FRP製円筒筒体の端部内面に篏合して組付けた取付部材と熱硬化性FRP製円筒筒体相互をボルトで締め付けるとともに、熱硬化性FRP製円筒筒体端部の外側面に熱硬化性樹脂と繊維を複合した複合樹脂層を加圧加熱成形してなるロボットアームが開示された。
【0005】
特許文献2には、簡単な構成により、接着剤を接着剤充填空間内に均一に充填できる管状部材の接合方法及び管状部材の接合構造を得ることを課題とし、第1の環状部材と第2の環状部材との接合部に接着剤充填空間を設け、第2の管状部材の挿入端と第1の管状部材の内径側に設けた係止部との間に弾力性を有する多孔質部材を挟持し、第1の管状部材の端部と第2の管状部材の外周面との隙間をシール材によりシールしておき、接着剤充填空間と連通する接着剤注入口から接着剤を注入し接着剤充填空間内の空気を多孔質部材を通じて排出させて両管状部材を接合するようにした管状部材の接合方法及び管状部材の接合構造が開示された。
【先行技術文献】
【特許文献】
【0006】
特開2022-115161号公報
特開2005-256349号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし特許文献1に開示されたロボットアームではただ単に熱硬化性FRP製円筒筒体内側に取付部材を篏合し、熱硬化性樹脂と繊維を複合した樹脂を加圧加熱成形してなる接合体であるため、圧縮力が少なく、未だ接合強度は充分ではなかった。
またただ単に取付部材根本部分の熱硬化性FRP製円筒筒体外形面に形成された凹所に熱硬化性樹脂と繊維を複合した樹脂を配置し、加圧加熱成形してなる構造であるため、未だ接合強度は充分ではなかった。
その対策として、特許文献1に開示されたロボットアームでは熱硬化性FRP製円筒筒体端部内側に形成される取付部材嵌合部に取付部材を圧入後、熱硬化性FRP製円筒筒体端部外側から取付部材嵌合部にボルトを挿通させてボルト締めを行うようにしていた。しかし、それでは未だ接合強度は充分ではなかった。
その場合に例えば取付部材嵌合部に接着材を塗布した上で取付部材を圧入するいう対策を採用しても、接着材が流失するという問題が生じ、接合強度が不安定になるという問題が生じる。
また取付部材と、第一複合樹脂層および取付部材と第二の複合樹脂層の間には、第一および第二の成形における複合樹脂層と取付部(金属)の膨張率の差による隙間(0.1mm程度)が発生し、これが接合強度低下の原因となっていた。
【0008】
また特許文献2に開示された管状部材の接合方法及び管状部材の接合構造ではFRP円筒筒体を組付け後、FRP円筒筒体外側に加工された穴より接着剤を注入している。しかし係る構造では接着材の流出を止めるため、シール性を高く保つための製造装置(型等)が必要であることは容易に推定できる。したがって接着剤の漏れを抑えることは容易ではなく接着剤の充填圧力を高めることは困難で、接着剤充填部の隙間の隅々まで充填することは困難である。
【0009】
本発明は以上の従来技術における問題点に鑑み、必要とされる高い捩り強度を確保しつつ、本体部分を熱硬化性FRP製円筒筒体としてなるロボットアームの本体部分に機能部分を装着して充分に軽量でしかも人間の間で、人間と共にあるいは人間を補助して動作するロボットアームとして安全性が高いロボットアームであり、特に機能部分の取付部材の取付部の固定強度が強いロボットアーム及びロボットアームの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
すなわち本発明に係るロボットアームは、熱硬化性FRP製円筒筒体の端部内側に取付部材を篏合して組付けたロボットアームであって、前記熱硬化性FRP製円筒筒体端部の内側面と前記取付部材との嵌合部の前記熱硬化性FRP製円筒筒体端部の内側面と前記取付部材との境界領域に樹脂充填領域を設け、この樹脂充填領域に前記熱硬化性FRP製円筒筒体側部に形成した貫通孔を介して樹脂を注入して成形してなることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三光合成株式会社
ロボットアーム及びロボットアームの製造方法
20日前
東レ株式会社
吹出しノズル
7か月前
CKD株式会社
型用台車
6か月前
シーメット株式会社
光造形装置
6か月前
東レ株式会社
フィルムの製造方法
今日
東レ株式会社
フィルムの製造方法
6日前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
6か月前
株式会社FTS
ロッド
5か月前
日機装株式会社
加圧システム
2か月前
株式会社カワタ
計量混合装置
1か月前
個人
樹脂可塑化方法及び装置
5か月前
株式会社漆原
シートの成形方法
1か月前
株式会社シロハチ
真空チャンバ
8か月前
トヨタ自動車株式会社
射出装置
4か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社FTS
成形装置
6か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
1か月前
株式会社FTS
セパレータ
5か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社リコー
画像形成システム
7か月前
株式会社コスメック
射出成形装置
1か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
3か月前
株式会社神戸製鋼所
混練機
4か月前
東レ株式会社
溶融押出装置および押出方法
6か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
個人
ノズルおよび熱風溶接機
6か月前
トヨタ自動車株式会社
真空成形装置
2か月前
日産自動車株式会社
成形装置
今日
日東工業株式会社
インサート成形機
7か月前
株式会社コスメック
磁気クランプ装置
6か月前
シチズンファインデバイス株式会社
接合装置
1か月前
株式会社日本製鋼所
射出成形機
7か月前
トヨタ自動車株式会社
電池の製造方法
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ