TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025091699
公報種別
公開特許公報(A)
公開日
2025-06-19
出願番号
2023207112
出願日
2023-12-07
発明の名称
金型及び射出成型方法
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
,
ムネカタ株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
45/26 20060101AFI20250612BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】電池側面を樹脂で覆う工程の生産性を向上できる射出成型用金型を提供する。
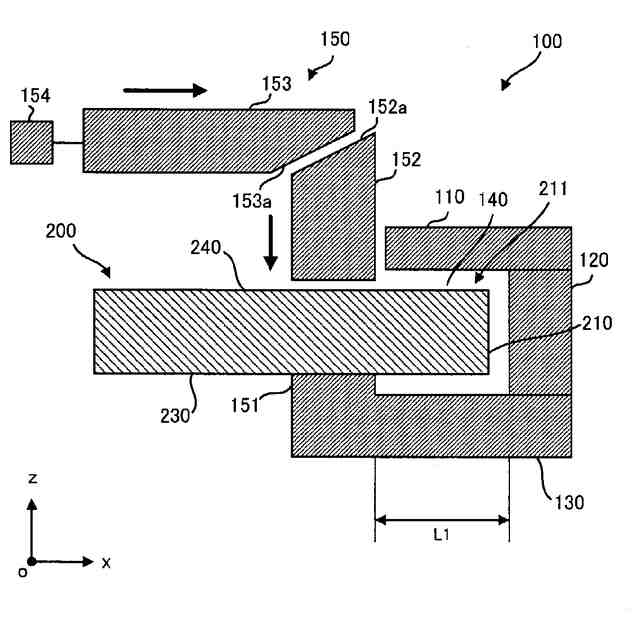
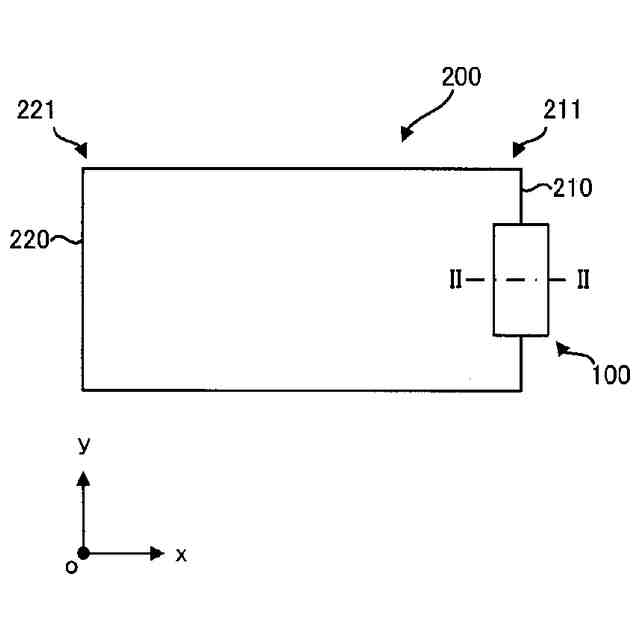
【解決手段】電池200の第1端部211を配置することが可能な空間140と、電池の第1端部を空間に配置した状態で電池を固定することが可能な固定部材150と、を備え、空間は電池の第1端部を空間に配置したときに電池の第2端部が空間から飛び出すように形成されており、固定部材は固定部151及び可動部152を有し、固定部は電池の第1端面を支持するように構成されており、可動部は厚さ方向に移動可能であって、電池の第2端面を押圧することが可能であり、固定部材は固定部及び可動部で電池の第1端面及び第2端面を挟み込むことで電池を固定することが可能であり、可動部から電池に適用される圧力が所定の閾値以下になるように設定されている、金型100である。
【選択図】図2
特許請求の範囲
【請求項1】
電池の側面を樹脂で覆うために用いられる射出成型用の金型であって、
前記電池の第1側面を含む第1端部を配置することが可能な空間と、
前記電池の前記第1端部を前記空間に配置した状態で前記電池を固定することが可能な固定部材と、を備え、
前記空間は前記電池の前記第1端部を前記空間に配置したときに前記電池の前記第1端部とは反対側に配置された第2端部が前記空間から飛び出すように形成されており、
前記固定部材は固定部及び可動部を有し、
前記固定部は前記電池の厚さ方向の一方に配置された第1端面を支持するように構成されており、
前記可動部は厚さ方向に移動可能であって、前記電池の第1端面とは反対側に配置された第2端面を押圧することが可能であり、
前記固定部材は前記固定部及び前記可動部で前記電池の前記第1端面及び前記第2端面を挟み込むことで前記電池を固定することが可能であり、
前記可動部から前記電池に適用される圧力が所定の閾値以下になるように設定されている、
金型。
続きを表示(約 560 文字)
【請求項2】
前記固定部材は前記可動部を厚さ方向に移動させるための可動補助部を有し、
前記可動部は厚さ方向であって前記電池側とは反対側の面に、厚さ方向に直交する方向に向かって傾斜する第1傾斜部を有し、
前記可動補助部は前記第1傾斜部に沿って傾斜する第2傾斜部を有し、
前記可動補助部の前記第2傾斜部を前記可動部の第1傾斜部に沿って接触するように、前記可動補助部を移動させることにより、前記可動部を厚さ方向に移動させる、
請求項1に記載の金型。
【請求項3】
請求項1又は2に記載の金型を用いて、電池の側面を樹脂で覆うための射出成型方法であって、
前記電池の前記第1端部を前記金型の前記空間に配置する配置工程と、
前記電池の前記第1端部を前記空間に配置した状態で前記電池を前記固体部材で固定する固定工程と、
前記空間に前記樹脂を射出し、前記電池の第1端部を前記樹脂で覆う射出成形工程と、を備え、
前記固定工程において、前記可動部から前記電池に適用される圧力が所定の閾値以下になるように設定されており、
前記射出成形工程において、前記空間に射出される樹脂量は前記可動部の位置に応じて調整される、
射出成型方法。
発明の詳細な説明
【技術分野】
【0001】
本願は金型及び射出成型方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
リチウムイオン電池は、パソコンや携帯端末等のポータブル電源、電気自動車やハイブリッド自動車等の車両用電源として広く用いられている。リチウムイオン電池は正極、負極、及び電解質層で構成されており、これらの部材を構成する材料の中には外部から空気や水等の侵入によって劣化する部材が知られている。そこで、電池内部の水密性・気密性を確保するために、電池側面を樹脂で覆う技術が知られている。電池側面を樹脂で覆う方法としては、例えば射出成型を用いた方法が挙げられる。例えば、特許文献1に典型的な射出成型用金型が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平10-15999号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、射出成型で電池側面を樹脂で覆う場合、射出成型金型のキャビティ内に電池端部を挿入し、当該電池の位置を固定する。そして、キャビティ内に樹脂を注入することで、電池側面を樹脂で覆うことができる。しかしながら、製造公差により電池の厚みにばらつきが生じることがあり、キャビティ内に電池を適切に固定できない問題がある。また、従来の金型の構成では、電池サイズに応じて専用の金型を用意しなければならない問題がある。これらの問題を解決し、射出成型で電池側面を樹脂で覆う工程の生産性の向上が望まれている。
【0005】
そこで、本開示の主な目的は、上記実情を鑑み、電池側面を樹脂で覆う工程の生産性を向上することができる金型及び射出成型方法を提供することである。
【課題を解決するための手段】
【0006】
本開示は少なくとも以下の態様を提供する。
【0007】
第1態様は、電池の側面を樹脂で覆うために用いられる射出成型用の金型であって、電池の第1側面を含む第1端部を配置することが可能な空間と、電池の第1端部を空間に配置した状態で電池を固定することが可能な固定部材と、を備え、空間は電池の第1端部を空間に配置したときに電池の第1端部とは反対側に配置された第2端部が空間から飛び出すように形成されており、固定部材は固定部及び可動部を有し、固定部は電池の厚さ方向の一方に配置された第1端面を支持するように構成されており、可動部は厚さ方向に移動可能であって、電池の第1端面とは反対側に配置された第2端面を押圧することが可能であり、固定部材は固定部及び可動部で電池の第1端面及び第2端面を挟み込むことで電池を固定することが可能であり、可動部から電池に適用される圧力が所定の閾値以下になるように設定されている、金型である。
【0008】
第2態様は、固定部材は可動部を厚さ方向に移動させるための可動補助部を有し、可動部は厚さ方向であって電池側とは反対側の面に、厚さ方向に直交する方向に向かって傾斜する第1傾斜部を有し、可動補助部は第1傾斜部に沿って傾斜する第2傾斜部を有し、可動補助部の第2傾斜部を可動部の第1傾斜部に沿って接触するように、可動補助部を移動させることにより、可動部を厚さ方向に移動させる、第1態様に記載の金型である。
【0009】
第3態様は、第1態様又は第2態様に記載の金型を用いて、電池の側面を樹脂で覆うための射出成型方法であって、電池の第1端部を金型の空間に配置する配置工程と、電池の第1端部を空間に配置した状態で電池を固体部材で固定する固定工程と、空間に樹脂を射出し、電池の第1端部を樹脂で覆う射出成形工程と、を備え、固定工程において、可動部から電池に適用される圧力が所定の閾値以下になるように設定されており、射出成形工程において、空間に射出される樹脂量は可動部の位置に応じて調整される、射出成型方法である。
【発明の効果】
【0010】
本開示の金型及び射出成型方法によれば、電池側面を樹脂で覆う工程の生産性を向上することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
6か月前
東レ株式会社
プリプレグテープ
9か月前
シーメット株式会社
光造形装置
5か月前
CKD株式会社
型用台車
6か月前
グンゼ株式会社
ピン
6か月前
個人
射出ミキシングノズル
8か月前
東レ株式会社
フィルムの製造方法
3か月前
株式会社日本製鋼所
押出機
8か月前
株式会社FTS
ロッド
4か月前
株式会社カワタ
計量混合装置
29日前
日機装株式会社
加圧システム
1か月前
個人
樹脂可塑化方法及び装置
5か月前
東レ株式会社
樹脂フィルムの製造方法
29日前
株式会社漆原
シートの成形方法
26日前
株式会社FTS
成形装置
5か月前
株式会社シロハチ
真空チャンバ
7か月前
トヨタ自動車株式会社
射出装置
3か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社リコー
画像形成システム
6か月前
株式会社不二越
射出成形機
2か月前
株式会社コスメック
射出成形装置
23日前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社不二越
射出成形機
23日前
株式会社不二越
射出成形機
2か月前
株式会社FTS
セパレータ
4か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
三菱自動車工業株式会社
予熱装置
9か月前
TOWA株式会社
成形型清掃用のブラシ
8か月前
株式会社不二越
射出成形機
2か月前
東レ株式会社
溶融押出装置および押出方法
5か月前
個人
ノズルおよび熱風溶接機
5か月前
トヨタ自動車株式会社
真空成形装置
1か月前
株式会社リコー
シート処理システム
10か月前
株式会社ニフコ
樹脂製品の製造方法
8か月前
日東工業株式会社
インサート成形機
6か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































