TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025089623
公報種別
公開特許公報(A)
公開日
2025-06-16
出願番号
2023204351
出願日
2023-12-04
発明の名称
発泡樹脂成形品の取出し方法
出願人
DAISEN株式会社
代理人
弁理士法人クスノキ特許事務所
主分類
B29C
44/34 20060101AFI20250609BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】オペレーターの熟練度にかかわらず取出し不良を抑制でき、圧縮エアの過剰な消費を抑制できる発泡樹脂成形品の取出し方法を提供する。
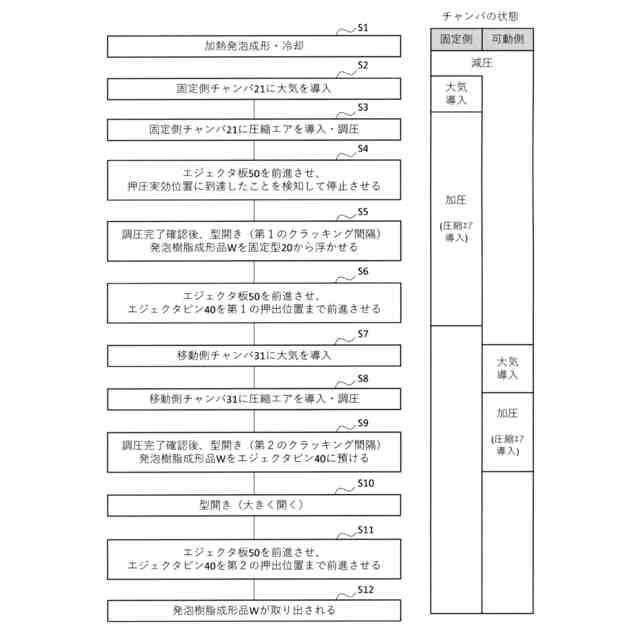
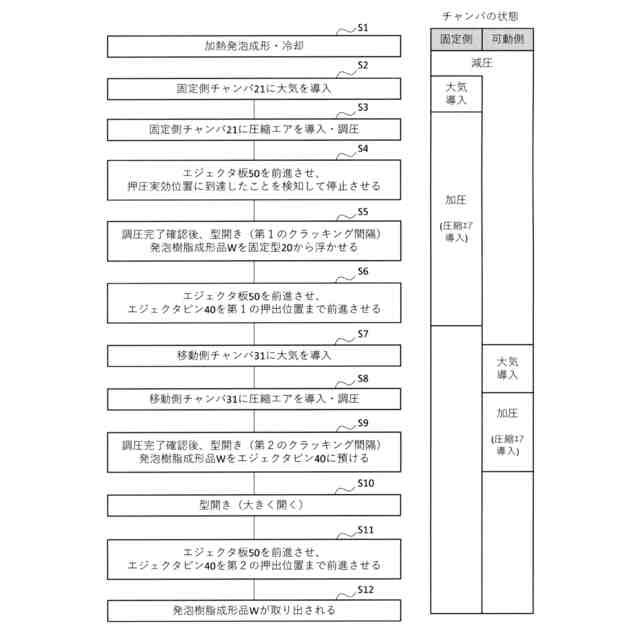
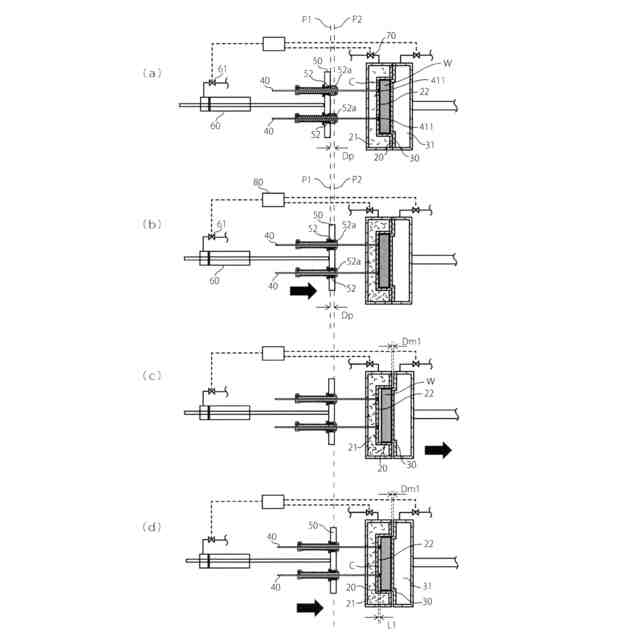
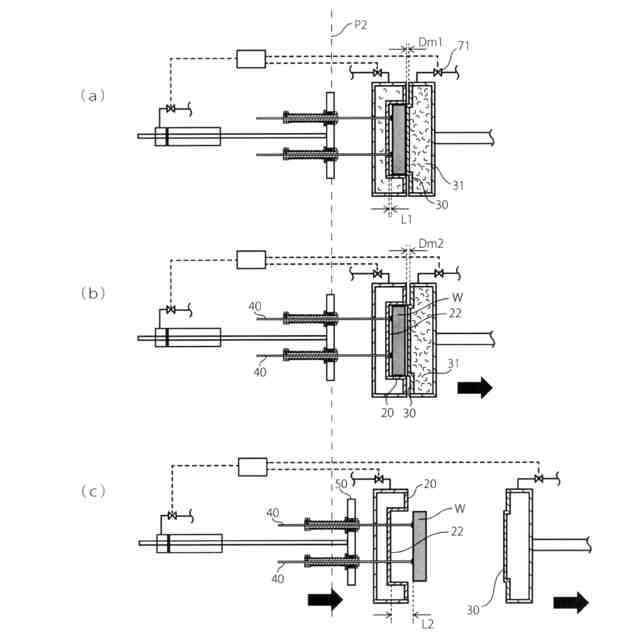
【解決手段】固定側チャンバに圧縮エアを導入して所定の圧力まで調圧するステップと、固定側チャンバの調圧が完了してから、両型間に第1のクラッキング間隔を形成し、前記発泡樹脂成形品を圧縮エアにより固定型から浮かせて移動型に預けるステップと、前記エジェクタピンをキャビティ内にわずかに突出させるステップと、移動側チャンバに圧縮エアを導入して所定の圧力まで調圧するステップと、移動側チャンバの調圧が完了してから、両型間に第2のクラッキング間隔を形成し、移動型側からの圧縮エアにより前記発泡樹脂成形品を前記エジェクタピンに預けるステップと、大きく型開きして、前記エジェクタピンが前記発泡樹脂成形品を型外へ押し出すステップとを含む発泡樹脂成形品の取出し方法。
【選択図】図4
特許請求の範囲
【請求項1】
固定型と、移動型と、固定型に取り付けられたエジェクタピンとを備えた発泡成形機における発泡樹脂成形品の取出し方法であって、
固定型のチャンバに圧縮エアを導入して所定の圧力まで調圧するステップと、
固定型のチャンバの調圧が完了してから、両型間に第1のクラッキング間隔を形成し、前記発泡樹脂成形品を圧縮エアにより固定型から浮かせて移動型に預けるステップと、
前記エジェクタピンをキャビティ内にわずかに突出させるステップと、
移動型のチャンバに圧縮エアを導入して所定の圧力まで調圧するステップと、
移動型のチャンバの調圧が完了してから、両型間に前記第1のクラッキング間隔より大きい第2のクラッキング間隔を形成し、移動型側からの圧縮エアにより前記発泡樹脂成形品を前記エジェクタピンに預けるステップと、
大きく型開きして、前記エジェクタピンが前記発泡樹脂成形品を型外へ押し出すステップとを含む発泡樹脂成形品の取出し方法。
続きを表示(約 300 文字)
【請求項2】
前記エジェクタピンは、固定型に対して接近離間自在なエジェクタ板に押圧されて摺動するものであり、
前記エジェクタ板の位置を検知し、前記位置の情報に基づいて前記エジェクタピンの突出量の制御を行う請求項1に記載の発泡樹脂成形品の取出し方法。
【請求項3】
前記エジェクタ板の押圧面と、前記エジェクタピンの被押圧面との間に遊び幅が設けられており、
前記エジェクタピンをキャビティ内にわずかに突出させるステップの前に、
前記エジェクタ板を、前記押圧面が前記被押圧面に接する位置まで前進させて停止させておく請求項2に記載の発泡樹脂成形品の取出し方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、発泡樹脂成形品の取出し方法に関するものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
予備発泡粒子を金型内に充填し、加熱して発泡させ、冷却後に金型から発泡樹脂成形品を取り出す方法が広く行われている。このうち、発泡樹脂成形品を金型から取り出す離型工程において、金型と発泡樹脂成形品との接触面に圧縮エアを導入して、発泡樹脂成形品を金型から引き離す方法が知られている。
【0003】
本出願人は、従来、圧縮エアとエジェクタピンとを用いて発泡樹脂成形品を取り出す方法を種々実施している。特許文献1には、成形品を成形後に、離型クラッキング幅を形成するとともに固定型の蒸気室に圧縮エアを導入し、成形品を固定型から離型させて移動型に預けた後に、移動型の蒸気室に圧縮エアを導入して移動型から離型させ、型を大きく開いてエジェクトピンで成形品を押し出す離型方法が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開平10-180884号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載された離型方法では、離型クラッキング幅まで型開きするときに、移動型の移動と圧縮エアの導入とが同時に行われていた。しかし、移動型を動かしながらチャンバ内への圧縮エアの導入を行うと、チャンバ内の調圧が不安定になり、成形品を離型させる剥離圧力が偏って均一に離型されないことがあった。離型が均一に行われないと、離型不良となるだけでなく、圧縮エアが過剰に消費されてしまうおそれがある。
【0006】
また、圧縮エアとエジェクタピンとを用いて発泡樹脂成形品を取り出す方法においては、エジェクタピンの作動のタイミングや突出量の調節が難しいという問題があった。例えば、エジェクタピンの作動のタイミングが早すぎたり、突出量が多すぎたりすると、未離型または離型不十分な発泡樹脂成形品に対して集中的にピン荷重がかかってしまい、発泡成形品が傷付くなどの取出し不良が生じることがあった。
【0007】
従来、これらの取出し不良を抑制するためにオペレーターが様々な調節を行っている。例えば、エジェクタピンの動きを見ながら圧縮エアの圧力を調節したり、エジェクタピンをキャビティから離れる方向に付勢しているバネの張力を操作してエジェクタピンの動作を調節したりすること等が行われている。しかし、製造される発泡樹脂成形品の形状はさまざまであり、エジェクタピンや圧縮エアの調節にはオペレーターの技術の熟練が必要であった。
【0008】
また、プログラマブルロジックコントローラ(PLC)などの制御装置を用いて、エジェクタピンの動作と圧縮エアの供給のタイミングのコントロールを図ることも行われている。しかし、エジェクタピンの数などのハードウェア構成が変化すると、意図したとおりの挙動とならない場合がある。例えば、所定の駆動力とタイミングでエジェクタピンを作動させるプログラムを組んでいても、エジェクタピンの本数などにより、意図したタイミングとエジェクタピンの実際の挙動がずれることがある。
【0009】
本発明の目的は、上記した従来の問題点を解決し、オペレーターの熟練度にかかわらず取出し不良を抑制でき、圧縮エアの過剰な消費を抑制できる発泡樹脂成形品の取出し方法を提供することである。
【課題を解決するための手段】
【0010】
上記課題を解決するため、固定型と、移動型と、固定型に取り付けられたエジェクタピンとを備えた発泡成形機における発泡樹脂成形品の取出し方法であって、固定型のチャンバに圧縮エアを導入して所定の圧力まで調圧するステップと、固定型のチャンバの調圧が完了してから、両型間に第1のクラッキング間隔を形成し、前記発泡樹脂成形品を圧縮エアにより固定型から浮かせて移動型に預けるステップと、前記エジェクタピンをキャビティ内にわずかに突出させるステップと、移動型のチャンバに圧縮エアを導入して所定の圧力まで調圧するステップと、移動型のチャンバの調圧が完了してから、両型間に前記第1のクラッキング間隔より大きい第2のクラッキング間隔を形成し、移動型側からの圧縮エアにより前記発泡樹脂成形品を前記エジェクタピンに預けるステップと、大きく型開きして、前記エジェクタピンが前記発泡樹脂成形品を型外へ押し出すステップとを含む発泡樹脂成形品の取出し方法とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
6か月前
シーメット株式会社
光造形装置
6か月前
CKD株式会社
型用台車
6か月前
東レ株式会社
プリプレグテープ
9か月前
グンゼ株式会社
ピン
6か月前
個人
射出ミキシングノズル
8か月前
東レ株式会社
フィルムの製造方法
3か月前
株式会社日本製鋼所
押出機
8か月前
日機装株式会社
加圧システム
2か月前
株式会社カワタ
計量混合装置
1か月前
個人
樹脂可塑化方法及び装置
5か月前
株式会社FTS
ロッド
5か月前
株式会社シロハチ
真空チャンバ
7か月前
株式会社漆原
シートの成形方法
1か月前
株式会社FTS
成形装置
6か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
トヨタ自動車株式会社
射出装置
3か月前
株式会社不二越
射出成形機
27日前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
2か月前
株式会社コスメック
射出成形装置
27日前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社リコー
画像形成システム
6か月前
株式会社日本製鋼所
押出成形装置
9か月前
TOWA株式会社
成形型清掃用のブラシ
8か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社FTS
セパレータ
4か月前
株式会社不二越
射出成形機
2か月前
株式会社神戸製鋼所
混練機
4か月前
トヨタ自動車株式会社
真空成形装置
1か月前
トヨタ自動車株式会社
3Dプリンタ
6か月前
個人
ノズルおよび熱風溶接機
5か月前
東レ株式会社
溶融押出装置および押出方法
5か月前
株式会社ニフコ
樹脂製品の製造方法
8か月前
日東工業株式会社
インサート成形機
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































