TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025088365
公報種別
公開特許公報(A)
公開日
2025-06-11
出願番号
2023203032
出願日
2023-11-30
発明の名称
タイヤモールド
出願人
株式会社ブリヂストン
代理人
個人
,
個人
,
個人
,
個人
主分類
B29C
33/02 20060101AFI20250604BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】サイドモールドに要求される強度を確保しつつ、トレッドモールドとサイドモールドとの合せ面を通してタイヤモールドの内部に溜まったガスを排出させることが可能な、タイヤモールドを提供する。
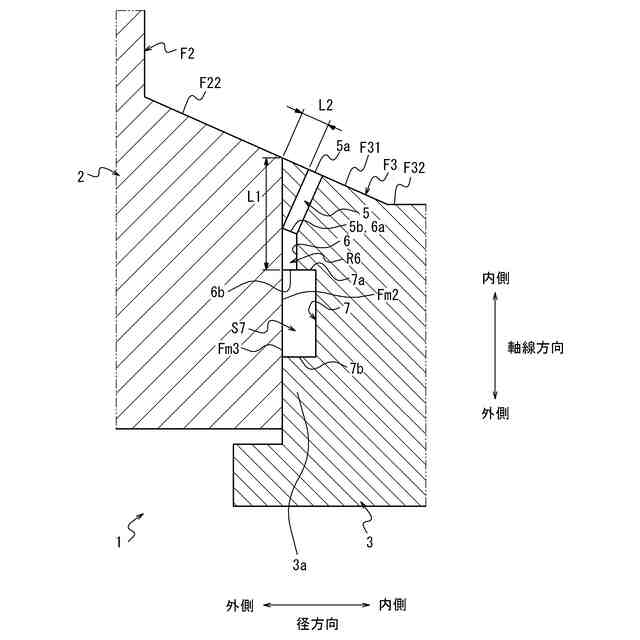
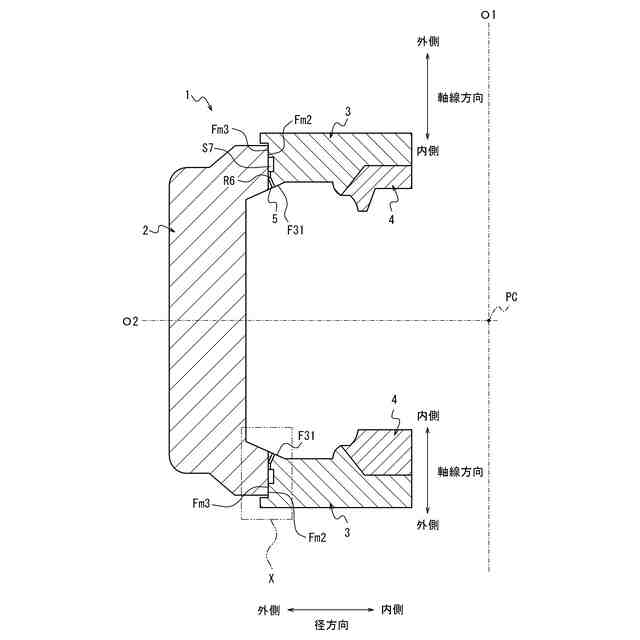
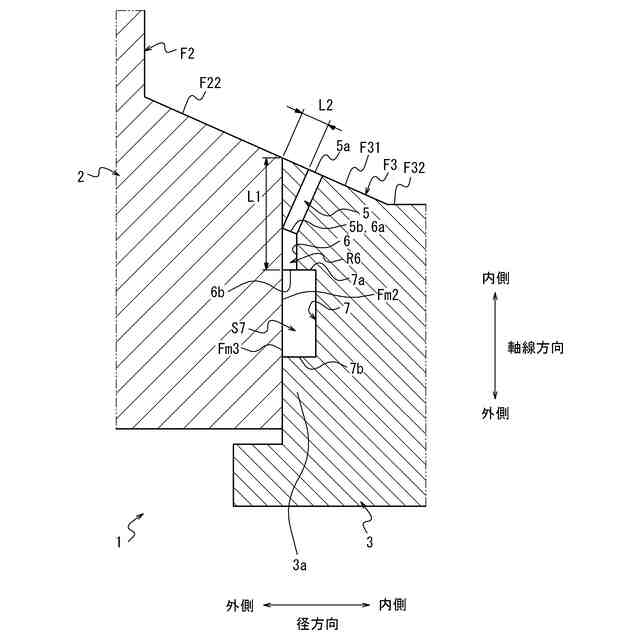
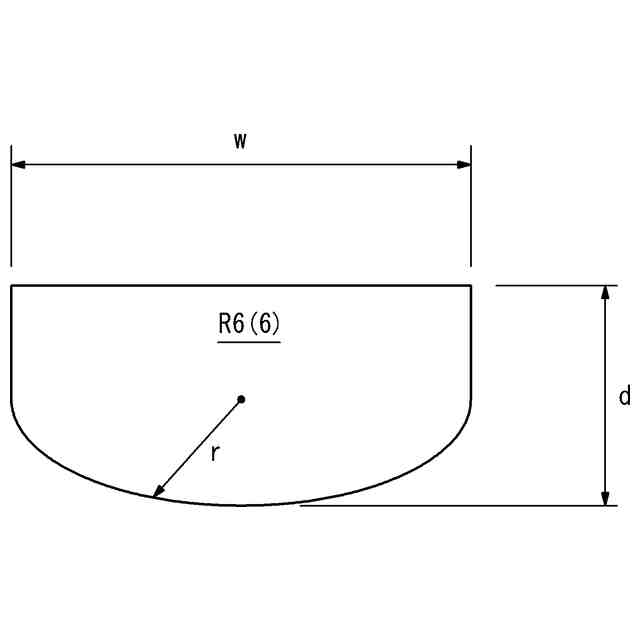
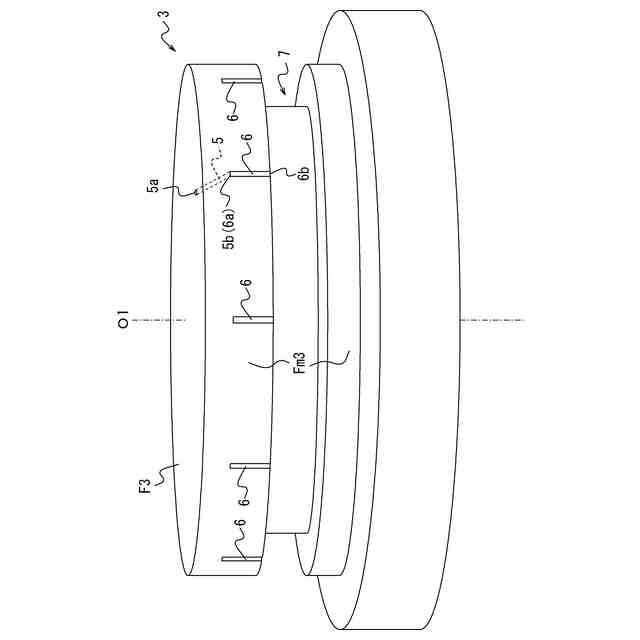
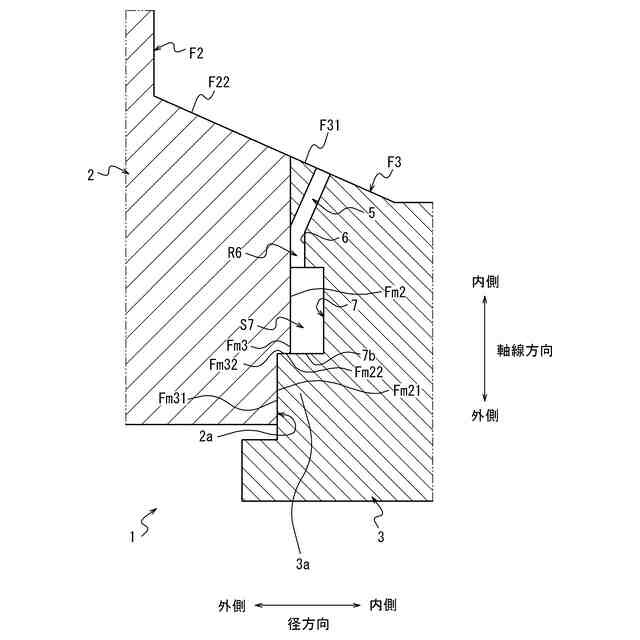
【解決手段】タイヤモールド1は、モールド2と、モールド3とを備える。モールド3の合せ面側内面F31は、内側に傾斜しており、モールド3には、合せ面側内面F31及び合せ面Fm3に開口する貫通孔5が形成されている。モールド3は、合せ面Fm3に、貫通孔5に通じる連通溝6が形成されている。連通溝6は、モールド2,3を合わせた状態で貫通孔5に通じる連通路R6を形成する。さらにモールド3は、合せ面Fm3に、連通溝5に通じる凹部7が形成されている。凹部7は、モールド2,3を合わせた状態で連通路R6に通じるとともに貫通孔5及び連通路R6の全容積よりも大きな容積を有する充填空間S7を形成する。
【選択図】図3
特許請求の範囲
【請求項1】
トレッドモールドと、サイドモールドとを備える、タイヤモールドであって、
前記サイドモールドの内面のうちの、前記トレッドモールドとの合せ面に連なる合せ面側内面は、前記トレッドモールドとの合せ面に向かうにしたがって内側に傾斜しており、
前記サイドモールドには、貫通孔が形成されており、前記貫通孔の一方端は、前記サイドモールドの合せ面側内面に開口しており、当該貫通孔の他方端は、前記トレッドモールドとの合せ面に開口しており、また、
前記サイドモールドは、前記トレッドモールドとの合せ面に、前記貫通孔の前記他方端に通じる一方端を有し当該一方端から前記サイドモールドのタイヤ軸線方向外側に向かって延在する連通溝が形成されており、前記連通溝は、前記トレッドモールドと前記サイドモールドとを合わせた状態で、前記貫通孔に通じる連通路を形成し、さらに、
前記サイドモールドは、前記トレッドモールドとの合せ面に、前記連通溝の他方端に通じる凹部が形成されており、前記凹部は、前記トレッドモールドと前記サイドモールドとを合わせた状態で、前記連通路に通じるとともに前記貫通孔及び前記連通路の全容積よりも大きな容積を有する充填空間を形成する、タイヤモールド。
続きを表示(約 350 文字)
【請求項2】
前記充填空間は、前記トレッドモールドと前記サイドモールドとを合わせた状態で、前記タイヤモールドの外部に対して閉じられた閉空間である、請求項1に記載されたタイヤモールド。
【請求項3】
前記貫通孔の内部に、スプリングベントが配置された、請求項1又は2に記載されたタイヤモールド。
【請求項4】
前記凹部を、前記トレッドモールドとの合せ面の内端からタイヤ軸線方向外側に20mm以上離れた位置に配置した、請求項1又は2に記載されたタイヤモールド。
【請求項5】
前記貫通孔を、前記トレッドモールドとの合せ面の内端から当該サイドモールドの合せ面側内面に沿って8mm以下の位置に配置した、請求項1又は2に記載されたタイヤモールド。
発明の詳細な説明
【技術分野】
【0001】
本発明は、タイヤモールドに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来のタイヤモールドとしては、トレッドモールドとサイドモールドとの合せ面側内面が傾斜面を形成するタイヤモールドにおいて、当該タイヤモールドの合せ面側内面に溜まった空気をモールド内面の法線方向に排出するため、サイドモールドの合せ面側内面をトレッドモールドとの合せ面に通じさせる通気孔をサイドモールドに形成したものが知られている(例えば、特許文献1参照。)
【先行技術文献】
【特許文献】
【0003】
特開2017-109366号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記通気孔は、サイドモールドの合せ面に対して斜めに開口する貫通孔である。このため、サイドモールドに前記通気孔を設けるだけでは、タイヤモールドを型締めしたときに、トレッドモールドの合せ面が前記通気孔を塞いでしまうことになる。
【0005】
そこで、上記従来のタイヤモールドは、トレッドモールドとサイドモールドとの合せ面に、前記通気孔に通じる連通開口と呼ばれる空間を備えている。これによって、上記従来のタイヤモールドによれば、前記空間が前記通気孔をタイヤモールドの外部に連通させることができる。
【0006】
ところが、前記通気孔を前記空間に直結させるように、サイドモールドの合せ面には、前記空間の一部を形作る凹部が形成される場合、サイドモールドの合せ面Fにおいて、前記凹部を形成する位置は、サイドモールドに要求される強度が保たれるように設定する必要がある。このため、通気孔を前記空間に直結させる構成は有効でない。
【0007】
本発明の目的は、サイドモールドに要求される強度を確保しつつ、トレッドモールドとサイドモールドとの合せ面を通してタイヤモールドの内部に溜まったガスを排出させることが可能な、タイヤモールドを提供することである。
【課題を解決するための手段】
【0008】
(1)本発明のタイヤモールドは、トレッドモールドと、サイドモールドとを備える、タイヤモールドであって、前記サイドモールドの内面のうちの、前記トレッドモールドとの合せ面に連なる合せ面側内面は、前記トレッドモールドとの合せ面に向かうにしたがって内側に傾斜しており、前記サイドモールドには、貫通孔が形成されており、前記貫通孔の一方端は、前記サイドモールドの合せ面側内面に開口しており、当該貫通孔の他方端は、前記トレッドモールドとの合せ面に開口しており、また、前記サイドモールドは、前記トレッドモールドとの合せ面に、前記貫通孔の前記他方端に通じる一方端を有し当該一方端から前記サイドモールドのタイヤ軸線方向外側に向かって延在する連通溝が形成されており、前記連通溝は、前記トレッドモールドと前記サイドモールドとを合わせた状態で、前記貫通孔に通じる連通路を形成し、さらに、前記サイドモールドは、前記トレッドモールドとの合せ面に、前記連通溝の他方端に通じる凹部が形成されており、前記凹部は、前記トレッドモールドと前記サイドモールドとを合わせた状態で、前記連通路に通じるとともに前記貫通孔及び前記連通路の全容積よりも大きな容積を有する充填空間を形成する。本発明のタイヤモールドによれば、サイドモールドに要求される強度を確保しつつ、トレッドモールドとサイドモールドとの合せ面を通してタイヤモールドの内部に溜まったガスを排出させることが可能となる。
【0009】
(2)上記(1)のタイヤモールドにおいて、前記充填空間は、前記トレッドモールドと前記サイドモールドとを合わせた状態で、前記タイヤモールドの外部に対して閉じられた閉空間であることが好ましい。この場合、タイヤモールド内のガスが当該タイヤモールドの外部に流出しないことで、保温性に優れ、強度がより高められたタイヤモールドとなる。
【0010】
(3)上記(1)又は(2)のタイヤモールドは、前記貫通孔の内部に、スプリングベントが配置されていることが好ましい。この場合、スピュー等の外観不良が抑えられたタイヤを得ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
6か月前
シーメット株式会社
光造形装置
5か月前
東レ株式会社
プリプレグテープ
9か月前
CKD株式会社
型用台車
6か月前
株式会社日本製鋼所
押出機
8か月前
グンゼ株式会社
ピン
6か月前
個人
射出ミキシングノズル
8か月前
東レ株式会社
フィルムの製造方法
2か月前
株式会社FTS
ロッド
4か月前
個人
樹脂可塑化方法及び装置
5か月前
株式会社カワタ
計量混合装置
25日前
日機装株式会社
加圧システム
1か月前
東レ株式会社
樹脂フィルムの製造方法
25日前
株式会社FTS
成形装置
5か月前
株式会社漆原
シートの成形方法
22日前
トヨタ自動車株式会社
射出装置
3か月前
株式会社シロハチ
真空チャンバ
7か月前
三菱自動車工業株式会社
予熱装置
8か月前
株式会社FTS
セパレータ
4か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社日本製鋼所
押出成形装置
9か月前
TOWA株式会社
成形型清掃用のブラシ
8か月前
株式会社不二越
射出成形機
19日前
株式会社コスメック
射出成形装置
19日前
株式会社不二越
射出成形機
2か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社リコー
画像形成システム
6か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
2か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社ニフコ
樹脂製品の製造方法
8か月前
日東工業株式会社
インサート成形機
6か月前
トヨタ自動車株式会社
真空成形装置
1か月前
トヨタ自動車株式会社
3Dプリンタ
6か月前
個人
ノズルおよび熱風溶接機
5か月前
東レ株式会社
溶融押出装置および押出方法
5か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































