TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025087279
公報種別
公開特許公報(A)
公開日
2025-06-10
出願番号
2023201826
出願日
2023-11-29
発明の名称
ゴムつなぎ成型方法及び金型
出願人
三菱電線工業株式会社
代理人
弁理士法人朝日奈特許事務所
主分類
B29C
35/02 20060101AFI20250603BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】本発明は、先端が未加硫状態の一対の予備成形ゴム棒状体を、加硫しつつ接続するゴムつなぎ成型方法を提供する。
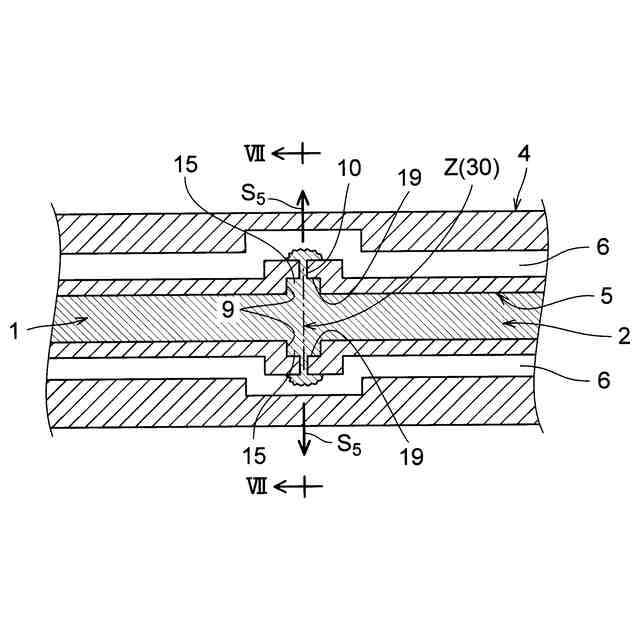
【解決手段】予備成形ゴム棒状体1,2の未加硫状態の先端を相互に突き合わせ、両側方S
5
,S
5
へ突出状として、バリ15を形成して、加硫する。
【選択図】図6
特許請求の範囲
【請求項1】
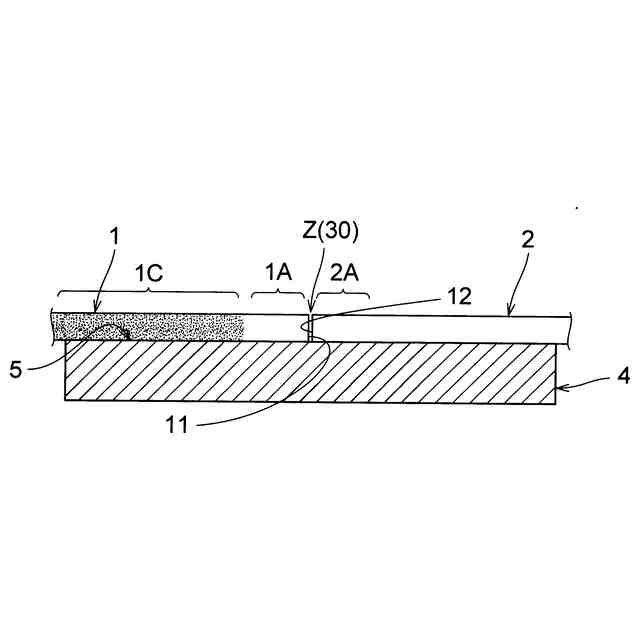
少なくとも先端(1A)(2A)が未加硫状態の一対の予備成形ゴム棒状体(1)(2)の上記先端(1A)(2A)の端面(11)(12)を、相互に突き合わせて、加熱加圧によって、加硫して、接続させるゴムつなぎ成型方法に於て、
上記先端(1A)(2A)の端面(11)(12)の相互突き合わせ位置(Z)から、両側方(S
5
)(S
5
)又は一側方(S
5
)へ、突出状として、薄板片状のバリ(15)を形成させることを、
特徴とするゴムつなぎ成型方法。
続きを表示(約 710 文字)
【請求項2】
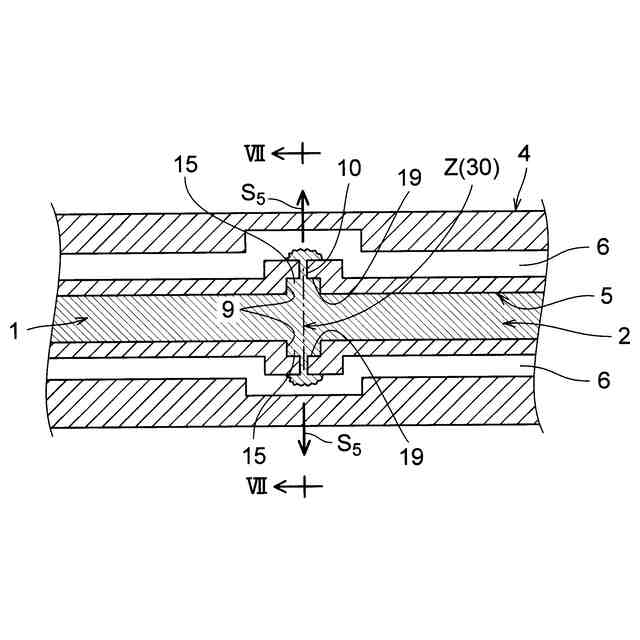
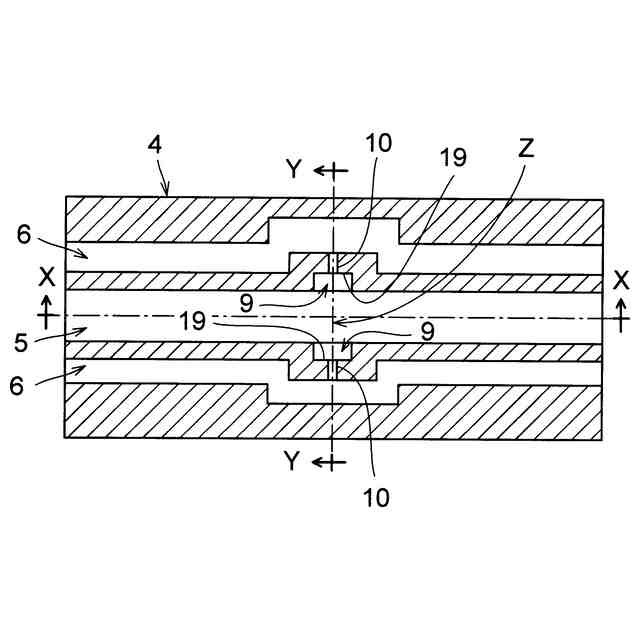
中央に製品成形溝(5)を有し、左右両側に平行状として逃げ溝(6)(6)を有し、ゴムつなぎ成型に使用される金型に於て、
少なくとも先端(1A)(2A)が未加硫状態の一対の予備成形ゴム棒状体(1)(2)の上記先端(1A)(2A)が、突き合わされる棒状体先端突き合わせ部(30)の長手方向位置に対応して、
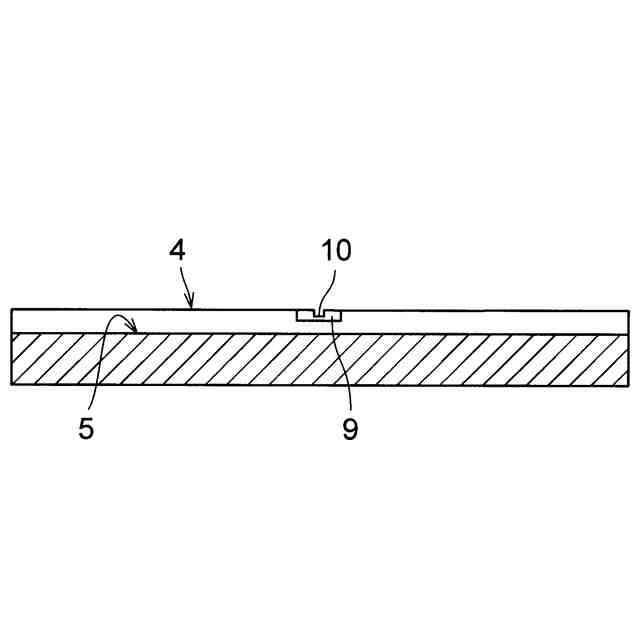
上記製品成形溝(5)には、略矩形状のバリ形成凹窪部(9)が形成されている
ことを特徴とする金型。
【請求項3】
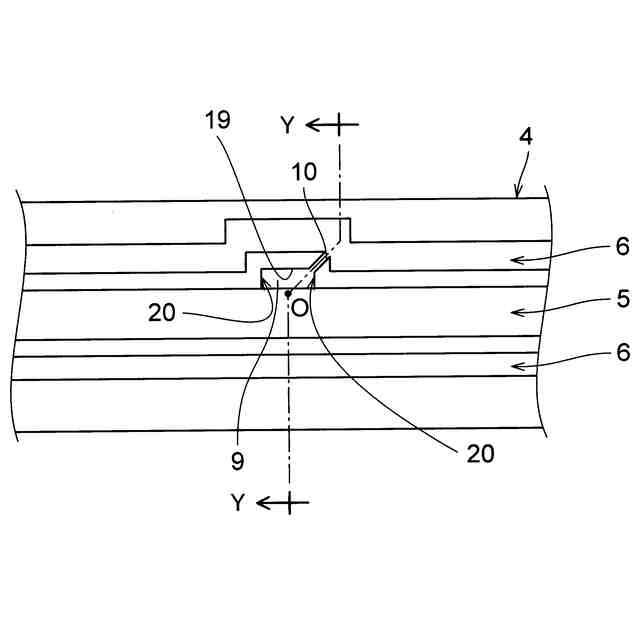
上記バリ形成凹窪部(9)と上記逃げ溝(6)とを、連通連結する微小横断面積の連通小溝(10)が形成されている請求項2記載の金型。
【請求項4】
上記連通小溝(10)は、略矩形状の上記バリ形成凹窪部(9)の奥辺(19)の中央に配設されている請求項3記載の金型。
【請求項5】
上記連通小溝(10)は、略矩形状の上記バリ形成凹窪部(9)の奥方隅部(20)に配設されている請求項3記載の金型。
【請求項6】
他部材取着用クリップ突片(13)が長手方向中間部位に突設されると共に、両先端(3A)(3A)が未加硫状態である予備成形ゴム棒状体(3)(3)の上記先端(3A)の端面(11)(12)を、相互に順次突き合わせて、加熱加圧によって、加硫して、閉環状に接続させるゴムつなぎ成型方法に於て、
上記先端(3A)(3A)の上記端面(11)(12)の相互突き合わせ位置(Z)から、側方へ突出状として、接続位置に対応した新クリップ突片(13N)を形成することを、
特徴とするゴムつなぎ成型方法。
発明の詳細な説明
【背景技術】
【0001】
本発明は、ゴムつなぎ成型方法及び金型に関する。
続きを表示(約 1,900 文字)
【技術分野】
【0002】
従来、図15~図21に示すように、ゴムつなぎ成型方法として、先端41が未加硫状態(半加硫状態を含む)の一対の予備成形ゴム棒状体42,42の先端の端面43,43を相互に突き合わせた状態で、(加熱加圧によって)加硫し、接続させる方法が、公知である(特許文献1参照)。
【0003】
図15~図17に於て、下金型44には、1本の製品溝45を中心として、これと並行に2本の逃げ溝46,46が凹設されており、この下金型44の製品溝45に、一対の前記予備成形ゴム棒状体42が、図18に示すように嵌め込まれる。
上金型48によって、図19及び図21のように押圧して両端面43,43を相互に当接状態とし、加熱加圧する(つまり、プレス成型を行う)。
【先行技術文献】
【特許文献】
【0004】
特開2013-220581号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、上述の従来の成型方法によって得られるゴム棒状体(製品)49にあっては、図21に示すような不良継ぎ目部50が発生するという問題があった。
そこで、本発明者は、このような不良継ぎ目部50の発生原因に関して、実験等を繰返して究明したところ、以下のことが判ってきた。
即ち、図19と図20に示した如く、上金型48を矢印N
48
のように、下金型44に対して、接近しつつ押圧してゆく際に、ゴム棒状体42は、外端45Aが開放状(開口状)の製品溝45内を、矢印F
42
の如く、外端45Aの側への大きな流れを発生し、端面43,43を、十分に強く圧接できないことが、判ってきた。
【0006】
なお、図20に示したように、上金型48を矢印N
48
のように下金型44に接近しつつ押圧してゆく際に、両逃げ溝46,46への流れ(矢印F
46
参照)は、小さい。
そこで、本発明は、従来の上述のような問題を解決して、予備成形ゴム棒状体における未加硫状態の先端を、加硫によって、強固かつ確実に連結することが可能なゴムつなぎ成型方法、及び、そのための金型を提供することを目的とする。
【課題を解決するための手段】
【0007】
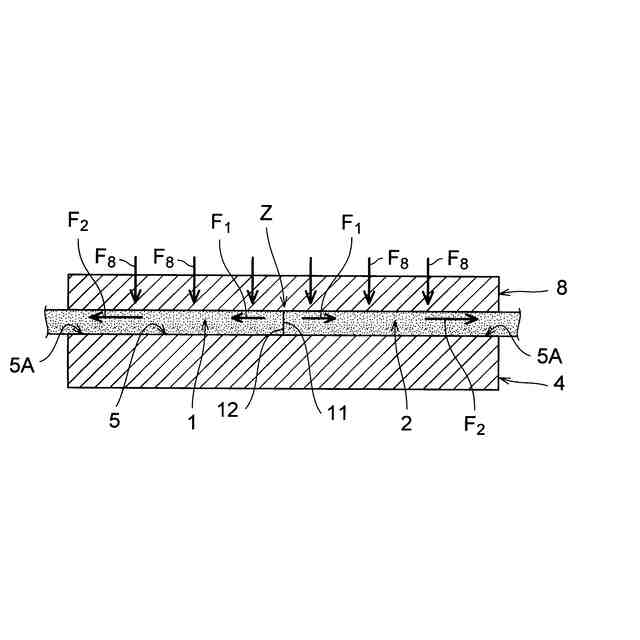
そこで、本発明は、少なくとも先端が未加硫状態の一対の予備成形ゴム棒状体の上記先端の端面を、相互に突き合わせて、加熱加圧によって、加硫して、接続させるゴムつなぎ成型方法に於て;上記先端の端面の相互突き合わせ位置から、両側方又は一側方へ、突出状として、薄板片状のバリを形成させるゴムつなぎ成型方法である。
【0008】
また、本発明は、中央に製品成形溝を有し、左右両側に平行状として逃げ溝を有し、ゴムつなぎ成型に使用される金型に於て;少なくとも先端が未加硫状態の一対の予備成形ゴム棒状体の上記先端が、突き合わされる棒状体先端突き合わせ部の長手方向位置に対応して;上記製品成形溝には、略矩形状のバリ形成凹窪部が形成されている。
また、上記バリ形成凹窪部と上記逃げ溝とを、連通連結する微小横断面積の連通小溝が形成されている。
また、上記連通小溝は、略矩形状の上記バリ形成凹窪部の奥辺の中央に配設されている。
また、上記連通小溝は、略矩形状の上記バリ形成凹窪部の奥方隅部に配設されている。
【0009】
また、本発明は、他部材取着用クリップ突片が長手方向中間部位に突設されると共に、両先端が未加硫状態である予備成形ゴム棒状体の上記先端の端面を、相互に順次突き合わせて、加熱加圧によって、加硫して、閉環状に接続させるゴムつなぎ成型方法に於て;上記先端の上記端面の相互突き合わせ位置から、側方へ突出状として、接続位置に対応した新クリップ突片を形成するゴムつなぎ成型方法である。
【発明の効果】
【0010】
本発明に係るゴムつなぎ成型方法によれば、予備成形ゴム棒状体の先端の未加硫ゴムは、相互に、確実に強く衝突して、圧接した状態となる。
繰返して説明すると、予備成形ゴム棒状体の先端の生ゴムは、両側方(又は一側方)へ突出状に薄板片状のバリを形成しながら、十分な高速度をもって(金型の)製品溝内を流れる。
従って、一対のゴム棒状体の先端の端面は、相互に衝突し、突き合わされるので、その付き合わせ部のその後の(加熱・加圧による)加硫は確実に行われ、一対のゴム棒状体を強固に一体化(連結)できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱電線工業株式会社
ゴムつなぎ成型方法及び金型
5日前
東レ株式会社
吹出しノズル
6か月前
シーメット株式会社
光造形装置
5か月前
CKD株式会社
型用台車
5か月前
東レ株式会社
プリプレグテープ
8か月前
グンゼ株式会社
ピン
6か月前
個人
射出ミキシングノズル
8か月前
東レ株式会社
フィルムの製造方法
2か月前
株式会社日本製鋼所
押出機
8か月前
日機装株式会社
加圧システム
1か月前
株式会社カワタ
計量混合装置
23日前
株式会社FTS
ロッド
4か月前
個人
樹脂可塑化方法及び装置
4か月前
株式会社シロハチ
真空チャンバ
7か月前
株式会社FTS
成形装置
5か月前
東レ株式会社
樹脂フィルムの製造方法
23日前
株式会社漆原
シートの成形方法
20日前
トヨタ自動車株式会社
射出装置
3か月前
株式会社不二越
射出成形機
2か月前
株式会社日本製鋼所
押出成形装置
9か月前
三菱自動車工業株式会社
予熱装置
8か月前
株式会社FTS
セパレータ
4か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社コスメック
射出成形装置
17日前
TOWA株式会社
成形型清掃用のブラシ
8か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
17日前
株式会社不二越
射出成形機
2か月前
株式会社リコー
画像形成システム
6か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社神戸製鋼所
混練機
4か月前
東レ株式会社
溶融押出装置および押出方法
5か月前
トヨタ自動車株式会社
真空成形装置
1か月前
株式会社ニフコ
樹脂製品の製造方法
8か月前
トヨタ自動車株式会社
3Dプリンタ
6か月前
個人
ノズルおよび熱風溶接機
5か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































