TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025087062
公報種別
公開特許公報(A)
公開日
2025-06-10
出願番号
2023201438
出願日
2023-11-29
発明の名称
成形型の製造方法及び成形型の製造システム
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
33/38 20060101AFI20250603BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】広い範囲の成形条件を適用可能な成形型または適用可能な成形条件の範囲が予め把握されている成形型を製造する。
【解決手段】成形型の製造方法は、(a)造形材料を吐出して層を積層する工程を含み、キャビティーを有する第1成形型を造形する工程と、(b)複数の異なる成形条件下で第1成形型のキャビティーに成形材料を射出して複数の成形品を成形する工程と、(c)複数の成形品の検査結果に基づいて第1成形型に適用可能な成形条件の範囲である適用範囲を評価する工程と、(d)適用範囲の評価結果と、予め定められた成形条件の範囲である目標範囲と、に基づいて、第1成形型の余剰部分または不足部分の少なくともいずれかを特定する工程と、(e)余剰部分を切削する工程、または、造形材料を吐出して不足部分を埋める工程の、少なくともいずれかを有し、第1成形型を、目標範囲の成形条件を適用可能な第2成形型に加工する工程と、を備える。
【選択図】図11
特許請求の範囲
【請求項1】
射出成形装置に用いられる成形型の製造方法であって、
(a)造形材料を吐出して層を積層する工程を含み、成形品の形状を規定するキャビティーを有する第1成形型を造形する工程と、
(b)複数の異なる成形条件下で、前記射出成形装置から前記第1成形型の前記キャビティーに成形材料を射出して、複数の前記成形品を成形する工程と、
(c)複数の前記成形品の検査結果に基づいて、前記第1成形型に適用可能な前記成形条件の範囲である適用範囲を評価する工程と、
(d)前記適用範囲の評価結果と、予め定められた前記成形条件の範囲であって、前記適用範囲とは異なる範囲である目標範囲と、に基づいて、前記第1成形型の余剰部分または不足部分の少なくともいずれかを特定する工程と、
(e)前記余剰部分を切削する工程、または、前記造形材料を吐出して前記不足部分を埋める工程の、少なくともいずれかを有し、前記第1成形型を、前記目標範囲の前記成形条件を適用可能な第2成形型に加工する工程と、を備える、
成形型の製造方法。
続きを表示(約 2,100 文字)
【請求項2】
請求項1に記載の成形型の製造方法であって、
前記第1成形型または前記第2成形型の前記射出成形装置への取り付けと、
前記射出成形装置から、前記造形材料を吐出する造形部への、前記第1成形型または前記第2成形型の搬送と、
前記射出成形装置から、前記余剰部分を切削する切削部への、前記第1成形型または前記第2成形型の搬送との、少なくともいずれかはロボットによって行われる、
成形型の製造方法。
【請求項3】
請求項1に記載の成形型の製造方法であって、
前記工程(b)は、
予め定められた前記成形条件である標準成形条件に含まれるパラメーターであって、ユーザーに指定された前記パラメーターである第1パラメーターを、前記標準成形条件から変更した第1成形条件で、前記第1成形型を用いて前記成形品を成形する工程と、
前記第1成形条件と、前記第1成形条件で成形された前記成形品の前記検査結果と、を関連付けて記憶部に記憶する工程と、
前記第1パラメーターを前記第1成形条件から変更した第2成形条件で、前記第1成形型を用いて前記成形品を成形する工程と、
前記第2成形条件と、前記第2成形条件で成形された前記成形品の前記検査結果と、を関連付けて前記記憶部に記憶する工程と、を備える、
成形型の製造方法。
【請求項4】
請求項3に記載の成形型の製造方法であって、
(f)前記第2成形型を用いて前記成形品を成形する工程をさらに備え、
前記工程(f)において、前記第1成形条件と前記第2成形条件のうち、前記成形品の品質が良い前記検査結果が得られた前記成形条件で、前記第2成形型を用いて前記成形品を成形する、
成形型の製造方法。
【請求項5】
請求項3に記載の成形型の製造方法であって、
(f)前記第2成形型を用いて前記成形品を成形する工程をさらに備え、
前記工程(f)は、
(g)前記第2成形型を用いて成形された前記成形品を検査する工程と、
(h)前記工程(g)における前記成形品の前記検査結果、及び、前記記憶部に記憶されている、前記第1成形型を用いて成形された前記成形品の前記検査結果に基づいて、前記第2成形型を用いて前記成形品を成形する場合の前記成形条件を決定する工程と、を有する、
成形型の製造方法。
【請求項6】
請求項5に記載の成形型の製造方法であって、
前記工程(f)は、
前記工程(g)における前記成形品の前記検査結果に基づいて、前記第2成形型の余剰部分または不足部分の少なくともいずれかを特定する工程と、
前記第2成形型の前記余剰部分を切削する工程、または、前記造形材料を吐出して前記第2成形型の前記不足部分を埋める工程の、少なくともいずれかを行う工程と、をさらに備える、
成形型の製造方法。
【請求項7】
請求項1に記載の成形型の製造方法であって、
前記成形条件と、前記成形条件で前記第1成形型と同じ形状の前記成形型である第3成形型を用いて成形された前記成形品の形状と、前記成形条件で前記第3成形型を用いて成形された前記成形品の前記検査結果と、を関連付けた第1情報に基づいて、前記工程(b)における前記成形条件を決定する、
成形型の製造方法。
【請求項8】
請求項1に記載の成形型の製造方法であって、
(i)前記第2成形型を用いて前記成形品を成形する工程をさらに備え、
前記工程(i)において、前記射出成形装置に前記第1成形型と前記第2成形型のいずれも装着されていない場合に、複数の前記第2成形型を格納する格納部に格納されている前記第2成形型を前記射出成形装置に装着する、
成形型の製造方法。
【請求項9】
射出成形装置に用いられる成形型の製造システムであって、
造形材料を吐出して層を積層する造形部を備え、成形品の形状を規定するキャビティーを有する第1成形型を造形する加工部と、
複数の異なる成形条件下で、前記射出成形装置から前記第1成形型の前記キャビティーに成形材料を射出して、複数の前記成形品を成形する成形部と、
複数の前記成形品の検査結果に基づいて、前記第1成形型に適用可能な前記成形条件の範囲である適用範囲を評価する評価部と、
前記適用範囲の評価結果と、予め定められた前記成形条件の範囲であって、前記適用範囲とは異なる範囲である目標範囲と、に基づいて、前記第1成形型の余剰部分または不足部分の少なくともいずれかを特定する特定部と、を備え、
前記加工部は、前記余剰部分の切削、または、前記造形部によって前記造形材料を吐出させることによる前記不足部分の充足の、少なくともいずれかを行うことで、前記第1成形型を、前記目標範囲の前記成形条件を適用可能な第2成形型に加工する、
成形型の製造システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、成形型の製造方法及び成形型の製造システムに関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
例えば、特許文献1には、樹脂成形品量産用の金型の製造方法が開示されている。特許文献1では、上記金型の製造に先立って、上記金型で成形される部品の形状を想定して設計された樹脂型を成形し、その樹脂型を用いて成形された成形物の調査を行い、その調査結果を上記金型の製造の際に反映させている。成形物の調査では、組付け試験や物性試験等、上記金型で成形される正規の部品が求められる性能を発揮できるかどうかを評価する試験が行われている。
【先行技術文献】
【特許文献】
【0003】
特開2020-111057号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1では、上述した調査結果を満足する金型を製造することは検討されているが、広い範囲の成形条件を適用可能な成形型、または、適用可能な成形条件の範囲が予め把握されている成形型を製造することについては検討されていない。
【課題を解決するための手段】
【0005】
本開示の第1の形態によれば、射出成形装置に用いられる成形型の製造方法が提供される。この成形型の製造方法は、(a)造形材料を吐出して層を積層する工程を含み、成形品の形状を規定するキャビティーを有する第1成形型を造形する工程と、(b)複数の異なる成形条件下で、前記射出成形装置から前記第1成形型の前記キャビティーに成形材料を射出して、複数の前記成形品を成形する工程と、(c)複数の前記成形品の検査結果に基づいて、前記第1成形型に適用可能な前記成形条件の範囲である適用範囲を評価する工程と、(d)前記適用範囲の評価結果と、予め定められた前記成形条件の範囲であって、前記適用範囲とは異なる範囲である目標範囲と、に基づいて、前記第1成形型の余剰部分または不足部分の少なくともいずれかを特定する工程と、(e)前記余剰部分を切削する工程、または、前記造形材料を吐出して前記不足部分を埋める工程の、少なくともいずれかを有し、前記第1成形型を、前記目標範囲の前記成形条件を適用可能な第2成形型に加工する工程と、を備える。
【0006】
本開示の第2の形態によれば、射出成形装置に用いられる成形型の製造システムが提供される。この成形型の製造システムは、造形材料を吐出して層を積層する造形部を備え、成形品の形状を規定するキャビティーを有する第1成形型を造形する加工部と、複数の異なる成形条件下で、前記射出成形装置から前記第1成形型の前記キャビティーに成形材料を射出して、複数の前記成形品を成形する成形部と、複数の前記成形品の検査結果に基づいて、前記第1成形型に適用可能な前記成形条件の範囲である適用範囲を評価する評価部と、前記適用範囲の評価結果と、予め定められた前記成形条件の範囲であって、前記適用範囲とは異なる範囲である目標範囲と、に基づいて、前記第1成形型の余剰部分または不足部分の少なくともいずれかを特定する特定部と、を備え、前記加工部は、前記余剰部分の切削、または、前記造形部によって前記造形材料を吐出させることによる前記不足部分の充足の、少なくともいずれかを行うことで、前記第1成形型を、前記目標範囲の前記成形条件を適用可能な第2成形型に加工する。
【図面の簡単な説明】
【0007】
成形型製造システムの概略構成を示す説明図。
造形部の概略構成を示す説明図。
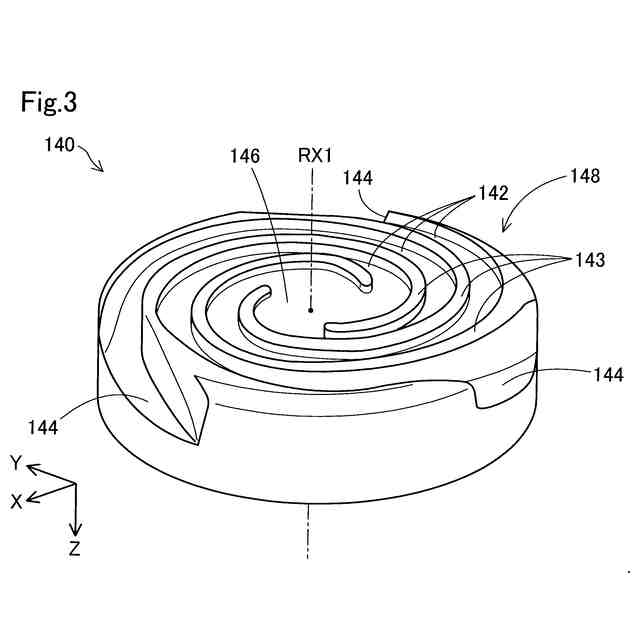
スクリューの概略構成を示す斜視図。
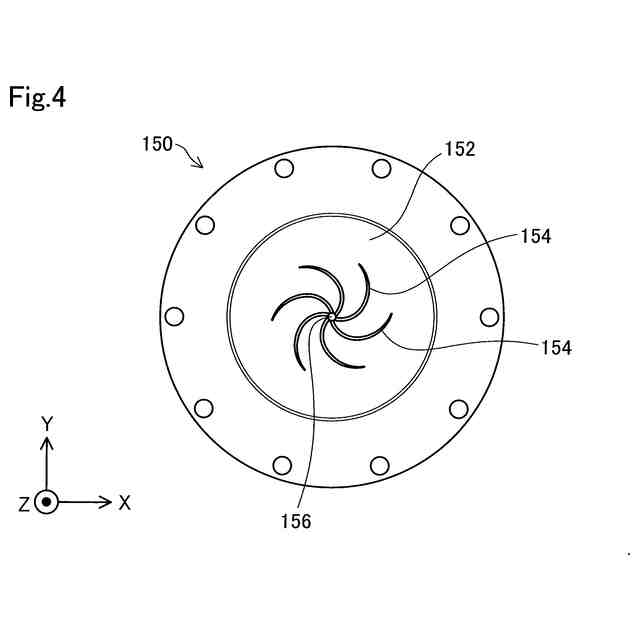
バレルの概略平面図。
造形部が基礎型を造形する様子を模式的に示す説明図。
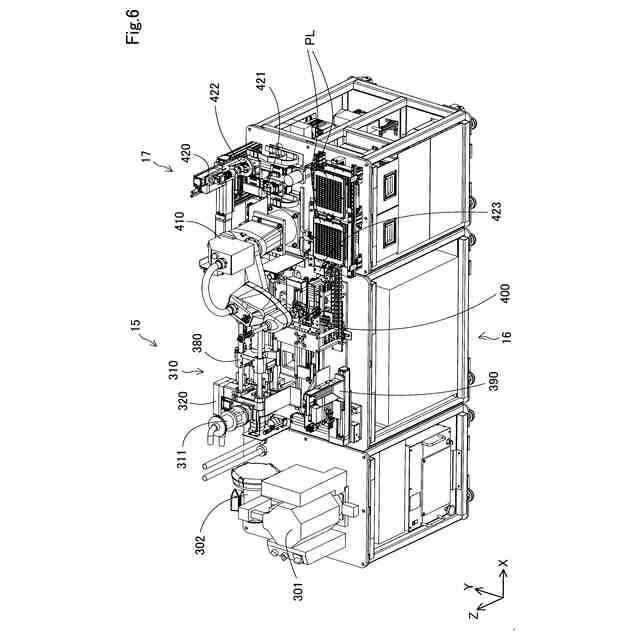
成形部と、第3搬送部と、検査部と、の斜視図。
射出成形装置の概略構成を示す断面図。
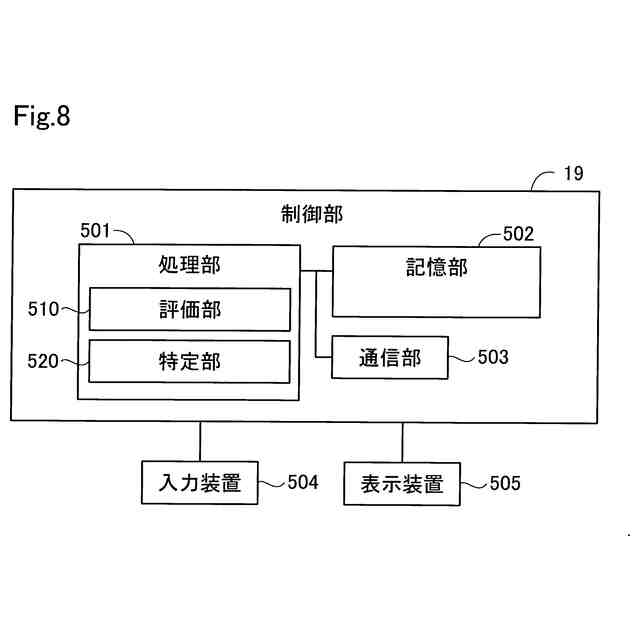
制御部の概略構成を示す説明図。
成形型の製造方法の工程図。
第1処理の工程図。
第1処理の工程図。
成形条件と成形品の検査結果との関係を説明する図。
第2処理の工程図。
第2実形態における第2処理の工程図。
第2実形態における第2処理の工程図。
第4実施形態における成形型製造システムの概略構成を示す説明図。
【発明を実施するための形態】
【0008】
A.第1実施形態:
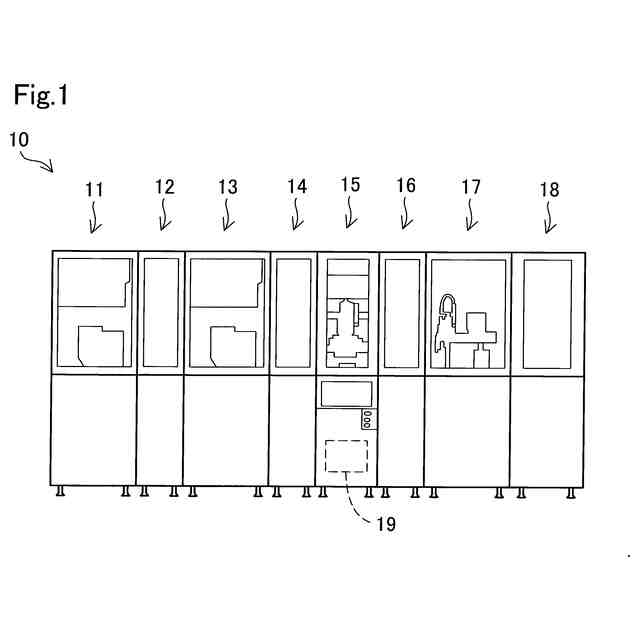
図1は、成形型製造システム10の概略構成を示す説明図である。成形型製造システム10は、造形部11と、第1搬送部12と、切削部13と、第2搬送部14と、成形部15と、第3搬送部16と、検査部17と、梱包部18と、制御部19と、を備える。第1搬送部12、第2搬送部14、第3搬送部16を、まとめて搬送部とも呼ぶ。造形部11を造形セル、切削部13を切削セル、成形部15を成形セル、各搬送部を搬送セル、検査部17を検査セル、梱包部18を梱包セルとも呼ぶ。成形型製造システム10は、成形部15が備える射出成形装置に用いられる成形型を製造する。
【0009】
造形部11は、三次元造形装置から構成される。造形部11は、造形材料を吐出して層を積層することで、第1成形型の元となる基礎型を造形する。基礎型は、キャビティーの形成されていない、2つの略直方体形状の物体である。また、造形部11は、造形材料を吐出することで、後述する第1成形型または第2成形型の不足部分を充足する。
【0010】
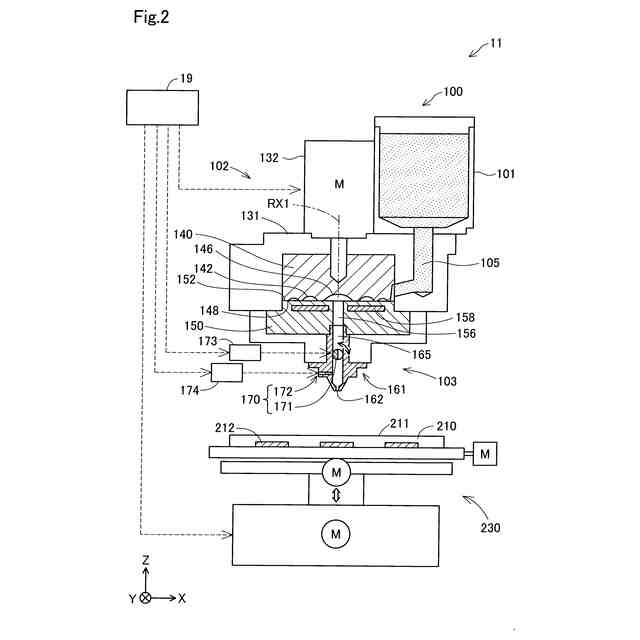
図2は、造形部11の概略構成を示す説明図である。図2には、互いに直交するX,Y,Z方向を表す矢印が示されている。X方向およびY方向は、水平面に平行な方向である。Z方向は、鉛直方向に平行な方向である。図2におけるX,Y,Z方向と、他の図におけるX,Y,Z方向とは、同じ方向を指し示している。向きを特定する場合には、矢印の指し示す方向である正の方向を「+」、矢印の指し示す方向とは反対の方向である負の方向を「-」として、方向表記に正負の符号を併用する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
6か月前
シーメット株式会社
光造形装置
5か月前
CKD株式会社
型用台車
6か月前
東レ株式会社
プリプレグテープ
9か月前
東レ株式会社
フィルムの製造方法
2か月前
グンゼ株式会社
ピン
6か月前
個人
射出ミキシングノズル
8か月前
株式会社日本製鋼所
押出機
8か月前
個人
樹脂可塑化方法及び装置
5か月前
株式会社FTS
ロッド
4か月前
株式会社カワタ
計量混合装置
25日前
日機装株式会社
加圧システム
1か月前
東レ株式会社
樹脂フィルムの製造方法
25日前
株式会社FTS
成形装置
5か月前
トヨタ自動車株式会社
射出装置
3か月前
株式会社漆原
シートの成形方法
22日前
株式会社シロハチ
真空チャンバ
7か月前
TOWA株式会社
成形型清掃用のブラシ
8か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社不二越
射出成形機
2か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社不二越
射出成形機
2か月前
株式会社コスメック
射出成形装置
19日前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社リコー
画像形成システム
6か月前
株式会社不二越
射出成形機
2か月前
株式会社FTS
セパレータ
4か月前
三菱自動車工業株式会社
予熱装置
8か月前
株式会社不二越
射出成形機
19日前
東レ株式会社
溶融押出装置および押出方法
5か月前
株式会社リコー
シート処理システム
9か月前
トヨタ自動車株式会社
3Dプリンタ
6か月前
個人
ノズルおよび熱風溶接機
5か月前
株式会社ニフコ
樹脂製品の製造方法
8か月前
トヨタ自動車株式会社
真空成形装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































