TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025085102
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2023198737
出願日
2023-11-24
発明の名称
ブロー成形機
出願人
株式会社タハラ
代理人
個人
,
個人
,
個人
主分類
B29C
49/78 20060101AFI20250529BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】流路からの樹脂漏れや流量調整部材の移動時に生ずる固着等の不具合を抑制することができる流量調整機構を設けたブロー成形機を提供する。
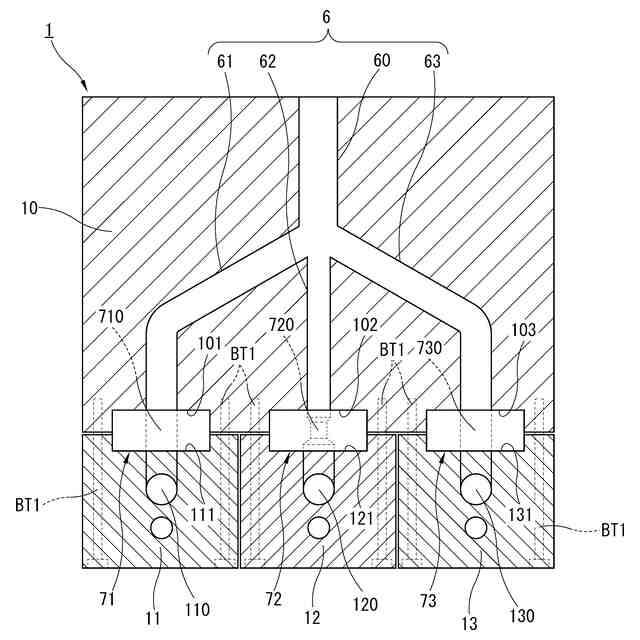
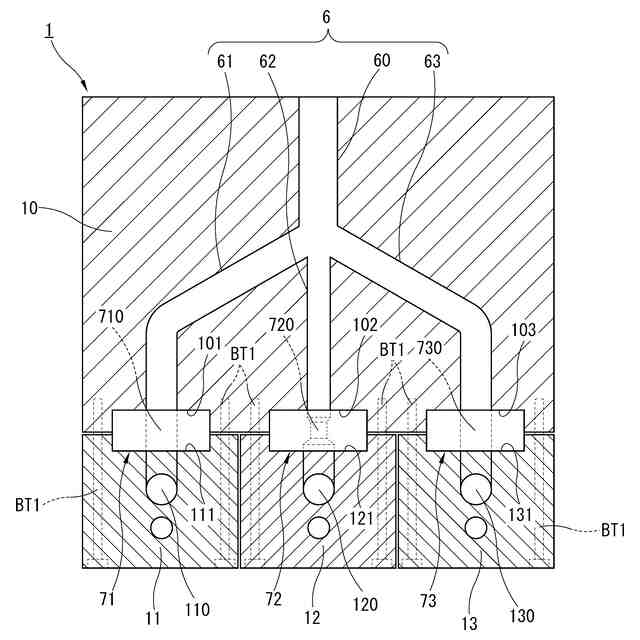
【解決手段】本発明に係るブロー成形機は、第1流量調整部材71、第2流量調整部材72及び第3流量調整部材73が、第1分岐通路61、第2分岐通路62及び第3分岐通路63の下流側に固定状態に配置されている。これにより、ダイヘッド1と第1流量調整部材71、第2流量調整部材72及び第3流量調整部材73との間に摺動部を設ける必要がなくなり、第1流路710、第2流路720及び第3流路730からの樹脂の漏出を抑制することができると共に、ダイヘッド1と第1流量調整部材71、第2流量調整部材72及び第3流量調整部材73との間で、いわゆるかじりを招来してしまうおそれもない。
【選択図】図2
特許請求の範囲
【請求項1】
1サイクルで複数個の成形品を成形可能な多頭式のブロー成形機であって、
成形金型の複数のキャビティへそれぞれ溶融した樹脂材料を導くための複数の流路が形成されたダイヘッドに着脱可能に設けられると共に、前記複数の流路の途中に固定状態に配置され、前記複数の流路の断面積を変化させる流量調整部材を備え、
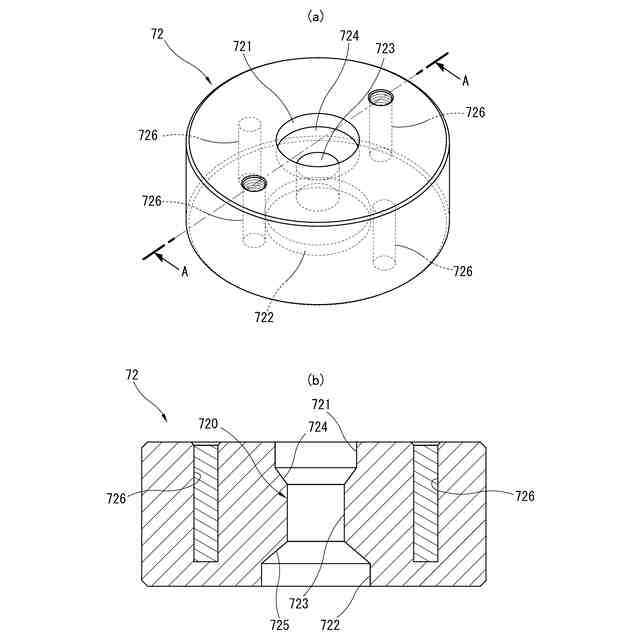
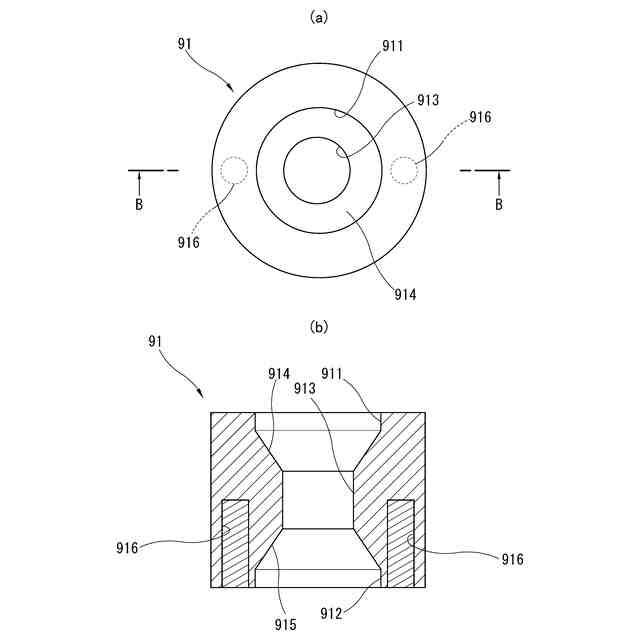
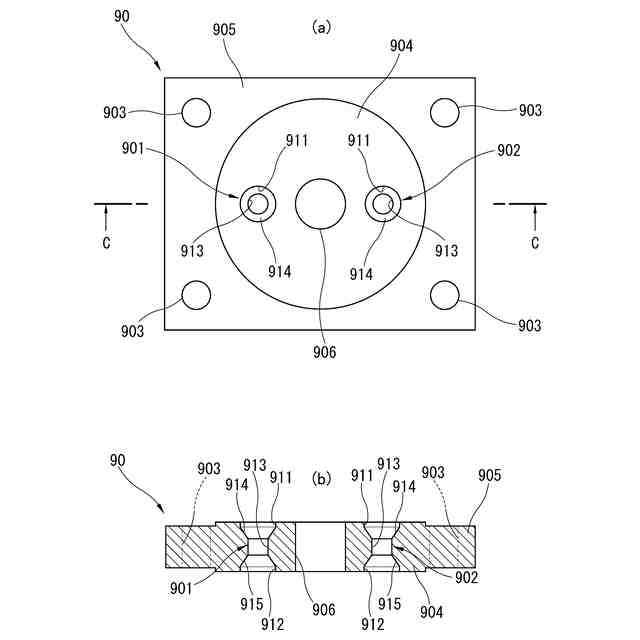
前記流量調整部材は、前記複数の流路の上流側と接続する入口側流路と、前記複数の流路の下流側と接続する出口側流路と、前記入口側流路と前記出口側流路の間に縮径形成され、前記入口側流路及び前記出口側流路よりも小さい内径を有する絞り流路と、を有する、
ことを特徴とするブロー成形機。
続きを表示(約 600 文字)
【請求項2】
請求項1に記載のブロー成形機であって、
前記流量調整部材は、前記入口側流路と前記絞り流路との境界部、及び前記出口側流路と前記絞り流路との境界部の少なくとも一方に、前記入口側流路又は前記出口側流路と前記絞り流路とを接続するテーパ部を有する、
ことを特徴とするブロー成形機。
【請求項3】
請求項1に記載のブロー成形機であって、
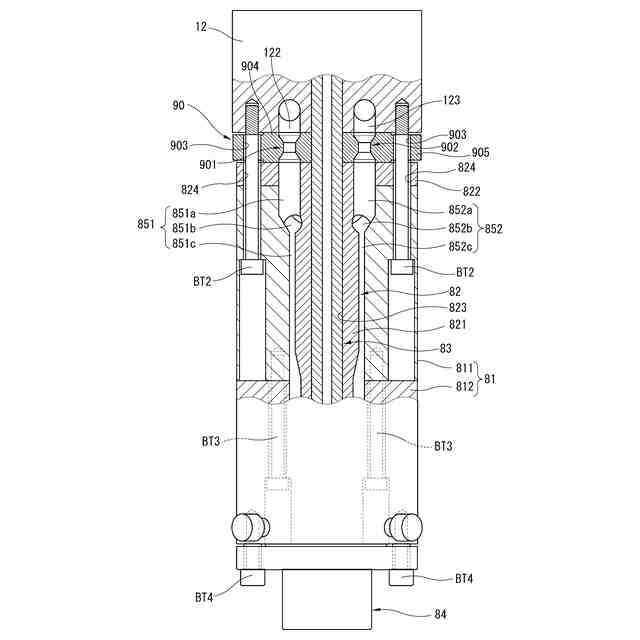
前記流量調整部材は、前記複数の流路のうち前記流量調整部材よりも上流側の流路を形成する上流側部材と、前記流量調整部材よりも下流側の流路を形成する下流側部材と、の間に挟持状態に保持される、
ことを特徴とするブロー成形機。
【請求項4】
請求項1~3のいずれか一項に記載のブロー成形機であって、
前記流量調整部材は、円盤状に形成され、前記ダイヘッドに設けられた円形の嵌合部に嵌め込まれる、
ことを特徴とするブロー成形機。
【請求項5】
請求項3に記載のブロー成形機であって、
前記流量調整部材は、円盤状に形成され、軸方向の一端側が前記上流側部材に設けられた上流側嵌合部に嵌め込まれると共に、軸方向の他端側が前記下流側部材に設けられた下流側嵌合部に嵌め込まれることにより、前記上流側部材と前記下流側部材に跨って設けられる、
ことを特徴とするブロー成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ブロー成形機に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来の成形機の一例として、例えば以下の特許文献1に記載されたものが知られている。
【0003】
概略を説明すれば、この射出成形機では、多数個取りの金型において複数のキャビティに樹脂材料を導入するにあたり、流路の途中に流路を横切るように設けられた流量調整部材の突出量を調整することにより、流路の断面積を変化させている。すなわち、複数のキャビティに繋がる流路の断面積を調整することにより、複数のキャビティに対して、樹脂材料の流量のばらつきを抑制し、均等な流量でもって樹脂材料を導入することを可能にしている。
【0004】
上記は射出成形機の例であるが、多数個取りのいわゆる多頭式のブロー成形機においても同様の技術が用いられている。
【先行技術文献】
【特許文献】
【0005】
特開2001-269970号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、前記従来の成形機は、前記流量調整部材の突出量を調整することにより、流路の断面積を変化させている。すなわち、流路を構成するダイヘッド構成部材と流量調整部材との摺動部の隙間が大きい場合は、当該隙間を介して樹脂漏れが発生するおそれがあり、反対に、ダイヘッド構成部材と流量調整部材との摺動部の隙間が小さい場合は、流量調整部材の摺動時にいわゆるかじりが発生してしまうおそれがある点で、改善の余地が残されていた。
【0007】
そこで、本発明は、前記従来の成形機の技術的課題に鑑みて案出されたものであり、流路からの樹脂漏れや、流量調整部材の移動時に発生する固着等の不具合を抑制することができるブロー成形機を提供することを目的としている。
【課題を解決するための手段】
【0008】
本発明に係るブロー成形機は、その一態様として、1サイクルで複数個の成形品を成形可能な多頭式のブロー成形機であって、成形金型の複数のキャビティへそれぞれ溶融した樹脂材料を導くための複数の流路が形成されたダイヘッドに着脱可能に設けられると共に、前記複数の流路の途中に固定状態に配置され、前記複数の流路の断面積を変化させる流量調整部材を備え、前記流量調整部材は、前記複数の流路の上流側と接続する入口側流路と、前記複数の流路の下流側と接続する出口側流路と、前記入口側流路と前記出口側流路の間に縮径形成され、前記入口側流路及び前記出口側流路よりも小さい内径を有する絞り流路と、を有している。
【0009】
このように、本発明によれば、複数の流路を構成するダイヘッドに対して、流路の断面積を変化させる流量調整部材が、着脱可能に設けられている。このため、流量の調整が必要な流路において、流量調整部材を適宜交換することにより、複数の流路においてそれぞれ均一な流量で樹脂材料を各キャビティへと導くことができる。
【0010】
そして、前記流量調整部材については、複数の流路の途中に固定状態に配置され、従来のような可動式ではない。これにより、ダイヘッドと流量調整部材との間に摺動部を設ける必要がなく、流路からの樹脂材料の漏出を抑制することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
CKD株式会社
型用台車
6か月前
東レ株式会社
プリプレグテープ
9か月前
シーメット株式会社
光造形装置
6か月前
個人
射出ミキシングノズル
8か月前
グンゼ株式会社
ピン
6か月前
東レ株式会社
フィルムの製造方法
3か月前
株式会社日本製鋼所
押出機
8か月前
日機装株式会社
加圧システム
2か月前
株式会社FTS
ロッド
5か月前
個人
樹脂可塑化方法及び装置
5か月前
株式会社カワタ
計量混合装置
1か月前
株式会社シロハチ
真空チャンバ
8か月前
株式会社漆原
シートの成形方法
1か月前
トヨタ自動車株式会社
射出装置
3か月前
株式会社FTS
成形装置
6か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社コスメック
射出成形装置
1か月前
株式会社不二越
射出成形機
2か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
1か月前
株式会社FTS
セパレータ
4か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社不二越
射出成形機
2か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社リコー
画像形成システム
6か月前
株式会社神戸製鋼所
混練機
4か月前
トヨタ自動車株式会社
真空成形装置
1か月前
トヨタ自動車株式会社
3Dプリンタ
6か月前
東レ株式会社
溶融押出装置および押出方法
5か月前
個人
ノズルおよび熱風溶接機
5か月前
株式会社リコー
シート処理システム
10か月前
日東工業株式会社
インサート成形機
6か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































