TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025085083
公報種別
公開特許公報(A)
公開日
2025-06-04
出願番号
2024202185
出願日
2024-11-20
発明の名称
セラミックス及び/又は金属材料から作製されたグリーン体を付加製造の技術によって製造するためのプロセス
出願人
エス.ア.エス. スリーディーセラム - シントー
代理人
弁理士法人浅村特許事務所
主分類
B29C
64/245 20170101AFI20250528BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】取り外し段階において部品への損傷を与えることなく、構築台への積み込みを最適化して、薄層及び薄壁部品が構築されることを可能とする、セラミックス及び/又は金属材料から作製されたグリーン体を付加製造の技術によって製造するためのプロセス並びに機械を提供すること。
【解決手段】築造台に対して押し付けられ得る支持シートによって被覆され、前記支持シートは、吸引によって前記構築台に対して押し付けられ、グリーン体は、付加製造の技術を使用して形成され、こうしてグリーン体が形成されると、光硬化性組成物の硬化されていない部分を含むグリーン体が置かれている前記支持シートを前記台から取り外すために、吸引が、解除される。グリーン体を解放するためにシートを変形させるように前記シートに応力を加えることによって、グリーン体が支持シートから外されることを可能とするために、前記支持シートは、変形可能である。
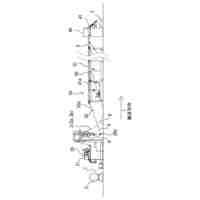
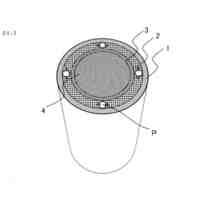
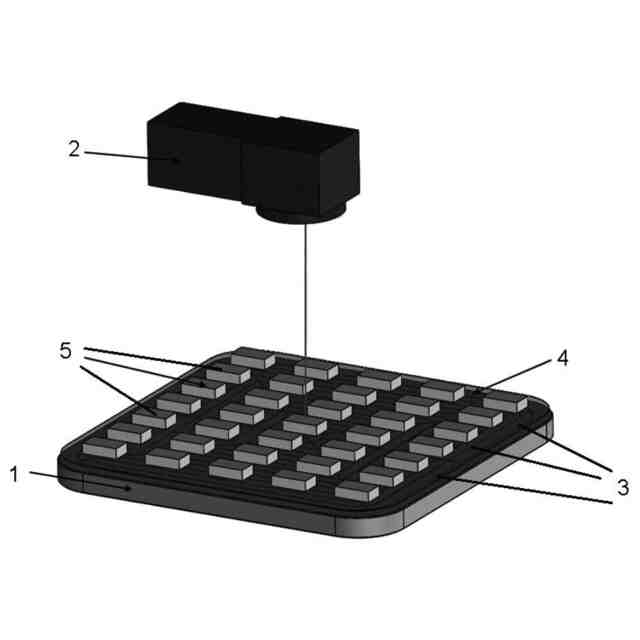
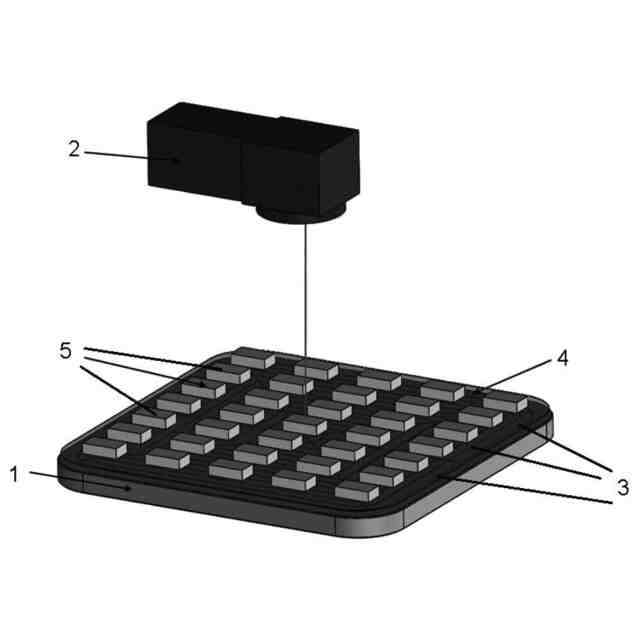
【選択図】図1
特許請求の範囲
【請求項1】
セラミックス材料及び金属材料から選択された少なくとも1つの材料から作製されたグリーン体を、付加製造の技術によって製造するためのプロセスであって、
前記プロセスに従うと、粉末状態の前記セラミックス及び金属材料と、少なくとも1つの光硬化性モノマー及び/又はオリゴマー並びに少なくとも1つの光開始剤を含む有機部と、を含む光硬化性組成物に基づく層が、各層毎に規定されたパターンでの照射によって順次硬化され、前記第1の層が構築台上に形成され、他の層の各々が前記先行する層と接した状態で形成され、その後硬化され、
前記プロセスによると
前記第1の層を塗布する前に、
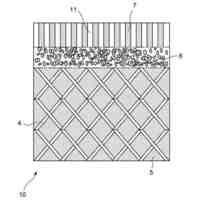
前記築造台が、前記築造台に対して押し付けられ得る支持シートによって被覆され、形成された前記連続する層をその上に保持することができる、連続する層を受けるための硬質で固定された表面を形成し、
前記支持シートが吸引によって前記構築台に対して押し付けられ、
前記グリーン体が前記付加製造の技術を使用して形成され、
こうして前記グリーン体が形成されると、前記光硬化性組成物の硬化されていない部分を含む前記グリーン体が置かれている前記支持シートを前記台から取り外すために、前記吸引が解除され、
前記光硬化性組成物の前記硬化されていない部分が取り除かれ、
前記グリーン体が前記支持シートから外され、
前記支持シートは変形可能であり、前記吸引が解除されると、前記シートを変形させるように前記シートに応力を加えることによって、前記グリーン体を解放するように前記グリーン体が前記支持シートから外されることを可能とする、プロセスにおいて、
前記支持シートが、0.05~5mmの厚さ、及び、1つの層の厚さの70%より小さい平面度、好ましくは前記1つの層の厚さの40%より小さい平面度を有するポリマー・シートであることと、前記構築台が、0.4~3.2μmの粗さRaを有することと、を特徴とする、
プロセス。
続きを表示(約 2,300 文字)
【請求項2】
前記支持シートが、2.5~80GPa、好ましくは2.5~15GPaのヤング率を有することを特徴とする、請求項1に記載のプロセス。
【請求項3】
前記支持シートが、二軸延伸ポリエチレンテレフタレート・シート、ポリエーテルイミド・シート、ポリアミド・シート、又は、ポリオレフィン・シートであることを特徴とする、請求項1に記載のプロセス。
【請求項4】
層毎に前記築造台上に塗り広げられた半液体粘度の光硬化性組成物が使用され、前記層が上から照射される、又は、
懸濁液光硬化性組成物が使用され得、
前記台が、上から照射される前記連続する層を形成するために、前記懸濁液内へと段階的に降下させられるか、若しくは、
前記台が、照射に対して透明な底部を有する光硬化性組成物リザーバの前記底部から、前記1つの層の厚さに対応する距離だけ離れて配置されて、各層形成毎に上昇させられ、前記層が各回毎に下から照射されるか、若しくは、
各層形成毎に、前記台が、水平に展開された透明フィルムの断片に塗布された懸濁液層と接触し、各層形成毎に新たな断片を提供し、前記層がその度に下から照射される
ことを特徴とする、請求項1から3までのいずれか一項に記載のプロセス。
【請求項5】
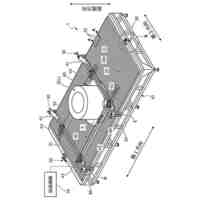
セラミックス、金属、又は、プラスチックなどの、硬質材料から作製された有孔又は多孔質平板が、構築台として使用され、前記平板は、その自由面が前記支持シートによって被覆され、その反対側の面によって真空ポンプ又は真空発生器に接続され、前記ポンプ又は発生器が、前記支持シートを前記台の前記自由面に対して押し付けて光硬化性組成物の前記連続する層を受けるための前記硬質で固定された表面を形成するために、動作状態にされ、前記台から前記支持シートを取り外すために、非動作状態にされることを特徴とする、請求項1から4までのいずれか一項に記載のプロセス。
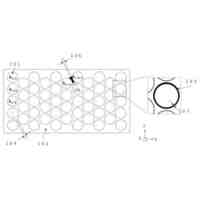
【請求項6】
有孔板が使用され、前記有孔板の前記孔が、前記ポンプ又は発生器が動作状態にある時に前記支持シートが板状になることを確実にするように構成された前記真空ポンプ又は真空発生器に接続された穴及び細溝の形態をとることを特徴とする、請求項5に記載のプロセス。
【請求項7】
特には平面形状の金属又はプラスチックから作製され、その底部が真空ポンプに接続された孔を有し、特には金属から作製されたグリッドを受ける、レセプタクルが、構築台として使用され、前記支持シートが、前記レセプタクルの自由端及び前記グリッドに当てられ、前記真空ポンプが、前記支持シートを前記レセプタクルの前記自由端及び前記グリッドに対して押し付けて光硬化性組成物の前記連続する層を受けるための前記硬質で固定された表面を形成するために、動作状態にされ、前記台から前記支持シートを取り外すために、非動作状態にされることを特徴とする、請求項1から6までのいずれか一項に記載のプロセス。
【請求項8】
前記構築台が、前記構築台の幅の0.002~0.1%の平行度を有することを特徴とする、請求項1から7までのいずれか一項に記載のプロセス。
【請求項9】
13.33Pa~10
-10
Pa(0.133mbar~10
-12
mbar)の真空が、発生させられることを特徴とする、請求項1から8までのいずれか一項に記載のプロセス。
【請求項10】
セラミックス材料及び金属材料から選択された材料から作製されたグリーン体を、付加製造の技術によって製造するための機械であって、粉末状態の前記セラミックス及び金属材料と、少なくとも1つの光硬化性モノマー及び/又はオリゴマー並びに少なくとも1つの光開始剤を含む有機部と、を含む光硬化性組成物に基づく層が、各層毎に規定されたパターンでの照射によって順次硬化され、前記第1の層が構築台上に形成され、他の層の各々が前記先行する層の上に形成され、その後硬化され、
前記機械が、前記第1の層が製作される前に、前記構築台を被覆することが意図される支持シートを、前記構築台に対して吸引するための手段を備えて、形成された前記連続する層をその上に保持することができる、連続する層を受けるための表面を形成するために、、前記吸引手段が、前記光硬化性組成物の硬化されていない部分を含む前記グリーン体が置かれている前記支持シートを前記台から取り外すために、無効化されることができ、
前記構築台が、セラミックス、金属、又は、プラスチックなどの硬質材料から作製された溝付平板であり、前記平板は、その自由面が前記支持シートによって被覆され、その反対側の面によって前記吸引手段に接続され、
前記支持シートが変形可能で、前記吸引が解除されると、前記シートを変形させるように前記シートに応力を加えることによって、前記グリーン体を解放するように前記グリーン体が前記支持シートから外されることを可能とし、
前記機械が、連続する層を照射するための手段を更に備える機械において、
前記構築台が、0.4~3.2μmの粗さRa、及び、前記構築台の幅の0.002~0.1%の平行度を有することを特徴とし、
前記支持シートが、0.05~5mmの厚さ、及び、1つの層の厚さの70%より小さい平面度、好ましくは前記1つの層の厚さの40%より小さい平面度を有する、ポリマー・シートである、
機械。
発明の詳細な説明
【技術分野】
【0001】
本発明は、セラミックス材料及び金属材料から選択された少なくとも1つの材料から作製されたグリーン体を、付加製造の技術によって製造するためのプロセスに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
付加製造の技術は、ステレオリソグラフィとも呼ばれ、それらのグリーン体を得るために、
- 製造される部品のコンピュータ・モデルが、コンピュータ支援設計によって構築され、モデルの寸法は、部品の製造中のセラミックス又は金属材料の収縮を見越して、製造される部品の寸法よりわずかに大きい
- 以下のような付加製造の技術を使用して、部品が、製造される
- 少なくとも1つのセラミックス又は金属材料、少なくとも1つの光硬化性モノマー及び/又はオリゴマー、少なくとも1つの光開始剤、並びに適当な場合には、少なくとも1つの可塑剤及び/又は少なくとも1つの溶剤及び/又は少なくとも1つの分散剤を含む、光硬化性組成物の第1の層が、硬質な支持部上に形成される
- 光硬化性組成物の第1の層が、前記層のためのモデルに基づいて規定されたパターンにしたがう照射(前記層の自由面のレーザ走査による、又は、ダイオード投影システムによる)によって硬化され、第1段を形成する
- 光硬化性組成物の第2の層が、第1の層の上に形成される
- 光硬化性組成物の第2の層が、前記層のために規定されたパターンにしたがう照射によって硬化され、第2段を形成し、この照射は、第1の層と同様に行われる
- 任意で、上記のステップが、繰り返され、グリーン状態の部品を得る
といったステップを一般的に含む。
【0003】
上記のような後に完成品を得るために、硬化されていない組成物を取り除くためにグリーン体が洗浄され、洗浄されたグリーン体が脱脂され、洗浄され脱脂されたグリーン体が焼結されて、完成品を得る。
【0004】
ペースト式プロセスによる製造では、光硬化性組成物は、ペーストの形態であり、その粘度は、特には1Pa・sからゼロ剪断速度に対する無限大まで、変化することができ、硬質な支持部は、構築される部品の各種の層及びペーストを支持する作業台であり、各層は、一般的に、作業台を降下させ、予め規定された厚さのペーストを塗り広げることによって、形成される。ペーストの供給源は、タンクに貯蔵されており、ピストンによって、予め規定された量のペーストが各層毎に自動的に送出される。これによってペーストの玉が作られ、作業台によって前もって降下させられている、製造される部品の最上層に塗り広げられる。各層は、一般的に、例えば水平直線方向に進むことによって、作業台の作業面にわたって一掃する掻き寄せブレードで掻き寄せることによって塗り広げられる。
【0005】
ペースト/クリーム式プロセスによる別の製造が、特許出願FR3116461に記載されており、ここでは、外部リザーバから供給される懸濁液の供給源を有する塗布器システムを使用しており、層は、層が形成される度に、懸濁液で満たされたトレイ内で積層される。
【0006】
液体式プロセスによる製造では、光硬化性組成物は、低粘度懸濁液の形態である。
【0007】
- 液体式プロセスによる製造の第1の実施の形態では、硬質な支持部は、台であり、前記懸濁液の層で台を覆うために、光硬化性懸濁液の槽内に降下させられ、懸濁液の層が、上で示したような照射によってその後硬化される。その後、台を段階的に槽内に降下させることによって、この第1の層の上に、他の層の各々が、順次形成され、形成される部品のより上の段が、光硬化性懸濁液の自由面より下に降下させられて、対象の層を形成し、その後照射されるようになっている。
【0008】
- 液体式プロセスによる製造の第2の実施の形態では、光硬化性懸濁液が、照射に対して透明な底部を有するタンクに含まれており、部品は、段階的に上昇させられる台である硬質な支持部上に保持される。最初に基層が硬化され、その後懸濁液が新たな層を形成することを可能とするために、台が1段上昇させられ、その後新たな層が硬化され、この操作が各層毎に繰り返される。
【0009】
- 液体式プロセスによる製造の第3の実施の形態では、光硬化性懸濁液が、照射に対して透明なフィルム上で層に広げられ、フィルムは、水平に伸ばされることができる。硬質な台が、フィルムを通じた照射によって硬化される層と接触するように降下させられ、部品が、硬質な台上に形成される。その後、新たな光硬化性層によって覆われたフィルムの新たな断片が伸ばされ、部品が完成するまで、操作が繰り返される。
【0010】
構築面、すなわち硬質な作業台(ペースト式プロセス及び液体式プロセスの上記の第1の実施の形態のそれぞれの場合には、作業台の上面であり、液体式プロセスの第2及び第3の実施の形態の場合には、台の下面である)と層を積層することによって構築される部品との間に、良好な結合が存在するということが重要である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
フィルムの製造方法
2か月前
個人
樹脂可塑化方法及び装置
4か月前
株式会社カワタ
計量混合装置
16日前
株式会社FTS
ロッド
4か月前
日機装株式会社
加圧システム
1か月前
株式会社漆原
シートの成形方法
13日前
トヨタ自動車株式会社
射出装置
3か月前
東レ株式会社
樹脂フィルムの製造方法
16日前
株式会社神戸製鋼所
混練機
3か月前
株式会社不二越
射出成形機
2か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社コスメック
射出成形装置
10日前
株式会社不二越
射出成形機
10日前
株式会社不二越
射出成形機
2か月前
株式会社FTS
セパレータ
4か月前
株式会社不二越
射出成形機
2か月前
トヨタ自動車株式会社
真空成形装置
1か月前
個人
ノズルおよび熱風溶接機
5か月前
東レ株式会社
溶融押出装置および押出方法
5か月前
東レ株式会社
半導体モールド用離型フィルム
25日前
株式会社ミヤコシ
解反機
16日前
株式会社コスメック
磁気クランプ装置
5か月前
東レ株式会社
ペレット製造時の制御システム
3か月前
帝人株式会社
複数の孔を有する成形品
1か月前
シチズンファインデバイス株式会社
接合装置
9日前
株式会社コスメック
磁気クランプ装置
3か月前
株式会社タハラ
中空成形機
3日前
大和ハウス工業株式会社
造形装置
2か月前
東海興業株式会社
通気部付き樹脂成形品
3か月前
住友重機械工業株式会社
金型装置
4か月前
東レ株式会社
ゴルフクラブシャフトの製造方法
4か月前
東レ株式会社
ポリエステルフィルムの製造方法
2か月前
日榮新化株式会社
剥離シートのリサイクル方法
3か月前
タカハタプレシジョン株式会社
監視装置
4か月前
住友重機械工業株式会社
射出成形機
1か月前
三光合成株式会社
金型及び金型の製造方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ