TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025084817
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2025026185,2023081360
出願日
2025-02-20,2019-03-29
発明の名称
付加製造システム及び方法
出願人
ヴァルカンフォームズ インコーポレイテッド
代理人
個人
,
個人
,
個人
,
個人
主分類
B22F
12/44 20210101AFI20250527BHJP(鋳造;粉末冶金)
要約
【課題】任意の大きな量のレーザーパワーを、単一エンティティとしてスキャニングされうる制御可能なプロファイルにおいて、ビルド表面に供給する。
【解決手段】付加製造システムは、2つ以上のレーザーエネルギーソースと、関連する光ファイバと、を含みうる。オプティクス組立体は、それぞれのレーザーエネルギーソースと関連する矩形レーザーエネルギーピクセルを形成するように、構築及び構成することができる。それぞれのピクセルは、実質的に均一なパワー密度を有することができると共に、ピクセルは、ピクセルの間に間隔を有することなしに、ビルド表面上においてレーザーエネルギーピクセルの線形アレイを形成するように構成することができる。レーザーエネルギーピクセルの線形アレイに対するビルド表面上の材料の層の一部分の曝露は、層の一部分を溶融させることができる。
【選択図】図26
特許請求の範囲
【請求項1】
付加製造システムであって、
ビルド表面と、
2つ以上のレーザーエネルギーソースと、
2つの以上の光ファイバであって、それぞれの光ファイバは、前記2つ以上のレーザーエネルギーソースのうちの関連するレーザーエネルギーソースに結合された第1の端部から、且つ、第2の端部から外に、レーザーエネルギーを伝送するように構成されており、前記2つ以上の光ファイバの前記第2の端部は、1つのラインに沿って配置されている、光ファイバと、
それぞれのレーザーエネルギーソースと関連する矩形レーザーエネルギーピクセルを形成するべく、それぞれの光ファイバから出力された前記レーザーエネルギーを成形するように、構築及び構成されたオプティクス組立体であって、それぞれの矩形レーザーエネルギーピクセルは、実質的に均一なパワー密度を有しており、前記矩形レーザーエネルギーピクセルは、隣接するレーザーエネルギーピクセルの間に間隔を有することなしに、前記ビルド表面上においてレーザーエネルギーピクセルの線形アレイを形成するように構成されており、且つ、前記レーザーエネルギーピクセルの線形アレイに対する前記ビルド表面上の材料の層の曝露は、前記材料の層の少なくとも一部分を溶融している、オプティクス組立体と、
を含む、システム。
続きを表示(約 1,000 文字)
【請求項2】
前記オプティクス組立体は、1つ又は複数のマイクロレンズを含むレンズアレイと、前記オプティクス組立体の光学経路に沿って前記レンズアレイの後に位置決めされた1つ又は複数の対物レンズとを含む、請求項1に記載の付加製造システム。
【請求項3】
それぞれの光ファイバから出力される前記レーザーエネルギーは、円形ビーム形状を有しており、且つ、前記レンズアレイは、それぞれの光ファイバから出力される前記レーザーエネルギーを、実質的に均一なパワー密度を有する矩形ビーム形状に変換するように構成される、請求項2に記載の付加製造システム。
【請求項4】
前記1つ又は複数の対物レンズは、前記ビルド表面上において前記レーザーエネルギーピクセルの線形アレイを形成するべく、前記レンズアレイから出力される前記レーザーエネルギーを縮小するように構成される、請求項3に記載の付加製造システム。
【請求項5】
前記2つ以上のエネルギーソースのうちのそれぞれのレーザーエネルギーソースは、関連するレーザーエネルギーピクセルのパワーレベルを調節するべく独立的に制御可能である、請求項1に記載の付加製造システム。
【請求項6】
前記1つ又は複数のレーザーエネルギーピクセルのパワーレベルを調節することにより、前記レーザーエネルギーピクセルの線形アレイに沿ってパワー密度を調節する、請求項5に記載の付加製造システム。
【請求項7】
前記オプティクス組立体は、前記レーザーエネルギーピクセルの線形アレイに対して垂直の方向に沿って前記レーザーエネルギーピクセルの線形アレイを移動させるように構成される、請求項1に記載の付加製造システム。
【請求項8】
前記オプティクス組立体に結合されたファイバマウントを更に含み、前記ファイバマウントは、前記光ファイバの前記第2の端部を受け入れ、且つ、前記光ファイバの隣接する第2の端部の間の間隔を画定するように構成される、請求項1に記載の付加製造システム。
【請求項9】
それぞれの矩形レーザーエネルギーピクセルは、約50マイクロメートル~約200マイクロメートルの幅を有する、請求項1に記載の付加製造システム。
【請求項10】
それぞれの矩形レーザーエネルギーピクセルは、約100マイクロメートルの幅を有する、請求項9に記載の付加製造システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
分野
[0001] 開示されている実施形態は、付加製造用のシステム及び方法に関する。
続きを表示(約 4,200 文字)
【背景技術】
【0002】
背景
[0002] 現時点において、市場においては、多くの金属付加製造の方法が入手可能である。これらの方法は、材料のソース(パウダー、ワイヤ、薄膜など)と、溶融/接合(レーザー溶融、eビーム溶融、溶接アーク、焼結など)を得るためのエネルギー追加の形態と、により、区分することができる。所与のプロセスにおける端部部分の分解能、精度、及び取得可能な特徴サイズは、初期材料の形態と、金属融合用のエネルギー配置を制御する能力と、に基づいている。所与のプロセスの有効レートは、通常、制御された方式によってビルド表面内にエネルギーを供給する能力により、制限されている。
【0003】
[0003] 金属付加製造用の選択型レーザー溶融プロセスにおいては、通常、レーザースポットが、金属パウダーの薄い層上においてスキャニングされている。レーザースポットによってスキャニングされた金属パウダーは、固体金属構造に溶融及び融合される。層が完成したら、構造がインデクシングされ、金属パウダーの新しい層が配置され、プロセスが反復される。以前の層上の予めスキャニング済みのエリア上に位置した新しい層上において、エリアがレーザースポットによってスキャニングされた場合には、パウダーは、以前の層の個体材料上に溶融及び融合される。このプロセスは、ほとんど任意の形態の3次元形状を構築するべく、多数回にわたって反復することができる。
【発明の概要】
【課題を解決するための手段】
【0004】
概要
[0004] 一実施形態において、付加製造システムは、ビルド表面と、2つ以上のレーザーエネルギーソースと、2つ以上の光ファイバと、を含む。それぞれの光ファイバは、2つ以上のレーザーエネルギーソースのうちの関連するレーザーエネルギーソースに結合された第1の端部から、且つ、第2の端部から外に、レーザーエネルギーを伝送するように構成されており、且つ、2つ以上の光ファイバの第2の端部は、1つのラインに沿って配置されている。付加製造システムは、それぞれのレーザーエネルギーソースと関連する矩形レーザーエネルギーピクセルを形成するべく、それぞれの光ファイバから出力されたレーザーエネルギーを成形するように、構築及び構成されたオプティクス組立体を更に含む。それぞれの矩形レーザーエネルギーピクセルは、実質的に均一なパワー密度を有しており、矩形レーザーエネルギーピクセルは、隣接するレーザーエネルギーピクセルの間に間隔を有することなしに、ビルド表面上においてレーザーエネルギーピクセルの線形アレイを形成するように構成されており、且つ、レーザーエネルギーピクセルの線形アレイに対するビルド表面上の材料の層の曝露は、材料の層の少なくとも一部分を溶融する。
【0005】
[0005] 別の実施形態において、付加製造用の方法は、レーザーエネルギーピクセルの線形アレイに対してビルド表面上の材料の層を曝露することを含む。それぞれのレーザーエネルギーピクセルは、矩形形状と、実質的に均一なパワー密度と、を有しており、且つ、この場合に、隣接するレーザーエネルギーピクセルの間に間隔が存在してはいない。方法は、レーザーエネルギーピクセルの線形アレイに対する一部分の曝露に起因して、材料の層の一部分を溶融することを更に含む。
【0006】
[0006] 上述の概念及び後述する更なる概念は、本開示が、この観点において制限されてはいないことから、任意の適切な組合せにおいて構成されうることを理解されたい。更には、本開示のその他の有利な且つ新規の特徴については、添付の図面との関連において検討された際に、様々な非限定的な実施形態に関する以下の詳細な説明から、明らかとなろう。
【0007】
図面の簡単な説明
[0007] 添付図面は、正確な縮尺で描画することを意図したものではない。図面において、様々な図に示されている、それぞれの同一の又はほぼ同一のコンポーネントは、同一の符号によって表されている場合がある。わかりやすさを目的として、すべてのコンポーネントが、すべての図面において、ラベル付与されているわけではない。図面は、以下のとおりである。
【図面の簡単な説明】
【0008】
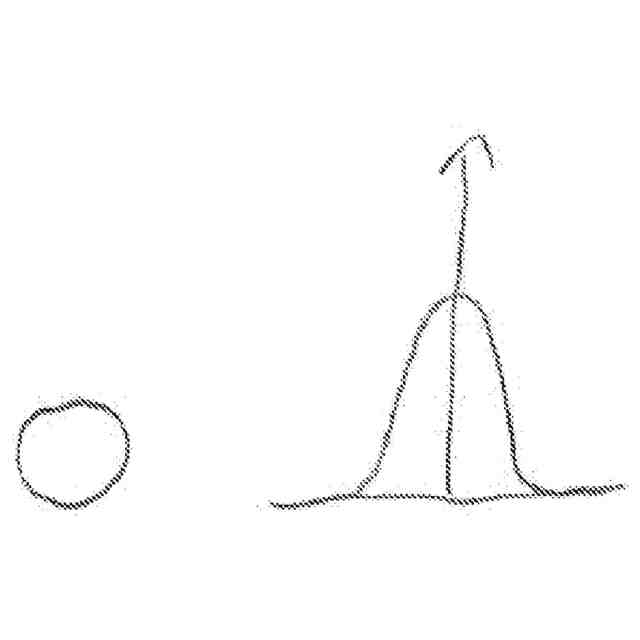
[0008]ガウスパワー密度を有する円形ビームの概略表現である。
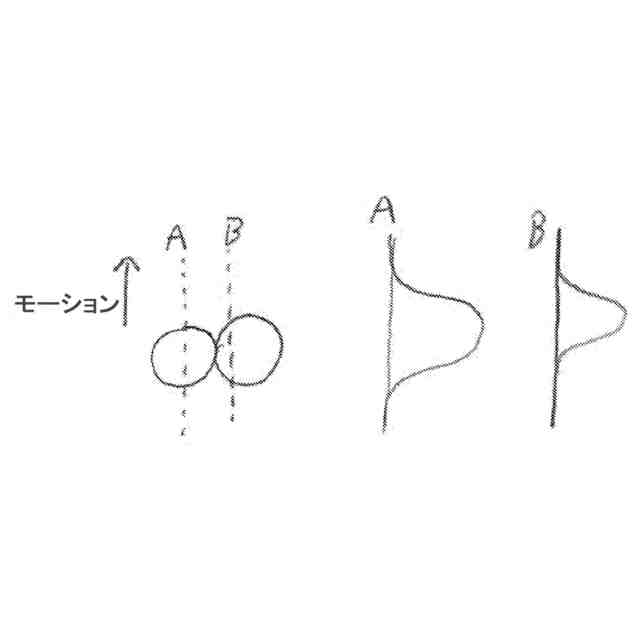
[0009]ガウスパワー密度を有する2つの隣接した円形ビームのパワー密度を示す概略表現である。
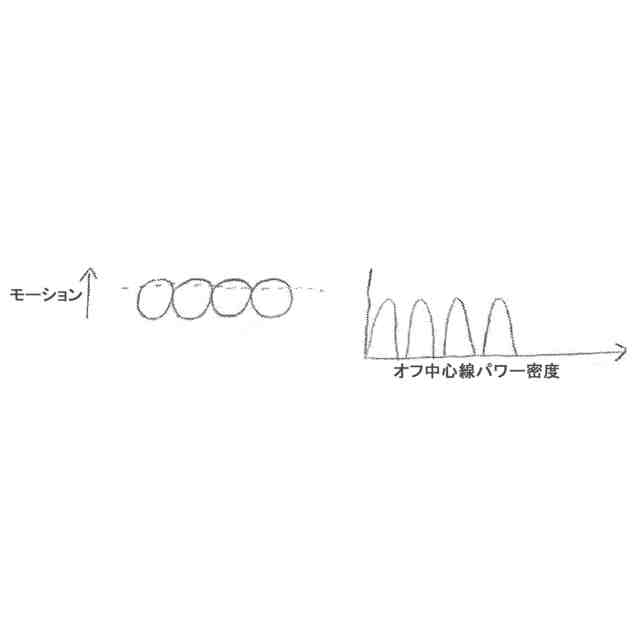
[0010]ガウスパワー密度を有する円形ビームの異なる位置におけるパワー密度の概略表現である。
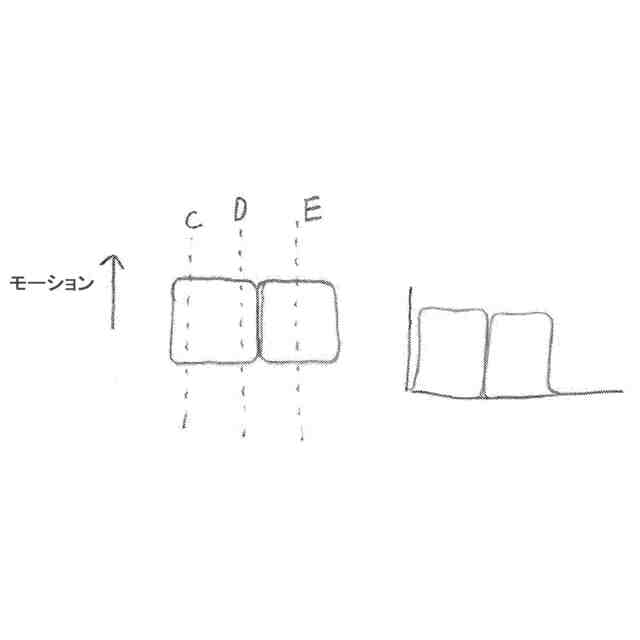
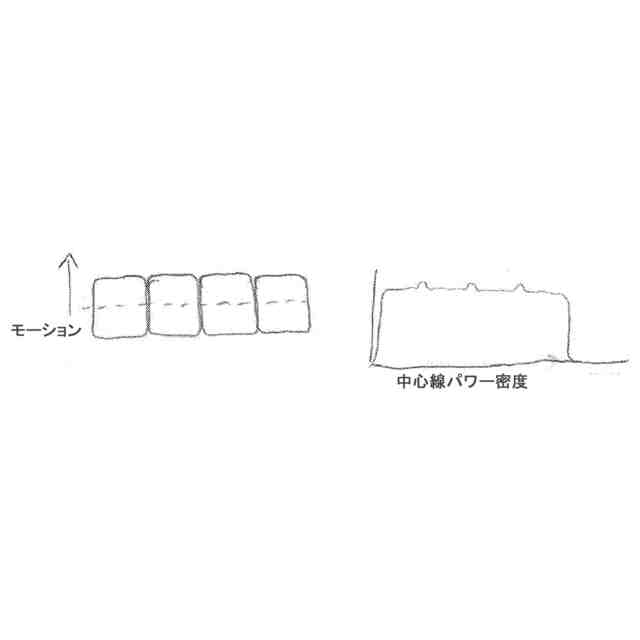
[0011]均一なパワー密度を有する矩形ビームの概略表現である。
[0012]均一なパワー密度を有する矩形ビームの異なる位置におけるパワー密度の概略表現である。
[0013]均一なパワー密度を有する矩形ピクセルの線形アレイの入射エネルギープロファイルの概略図を描く。
[0013]均一なパワー密度を有する矩形ピクセルの線形アレイの入射エネルギープロファイルの概略図を描く。
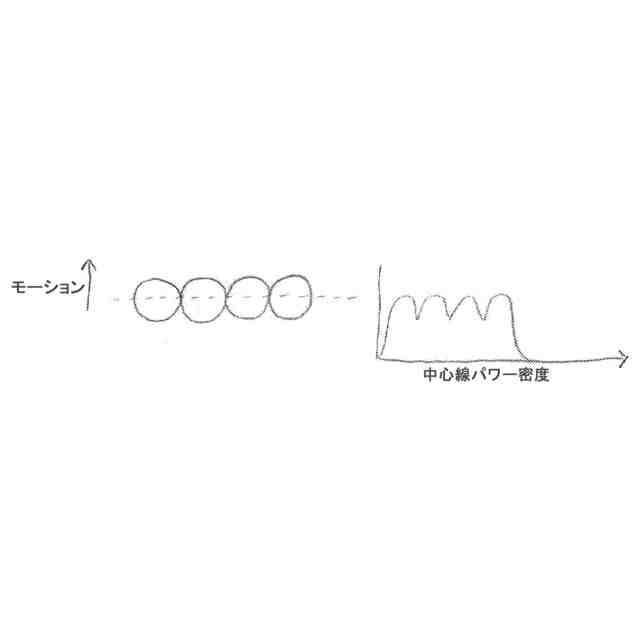
[0014]ガウスパワー密度を有する円形ピクセルの線形アレイの入射エネルギープロファイルの概略図を描く。
[0014]ガウスパワー密度を有する円形ピクセルの線形アレイの入射エネルギープロファイルの概略図を描く。
[0015]いくつかの実施形態による線形ピクセルアレイのパワー密度の概略表現を描く。
[0016]線形ピクセルアレイ及び固定スポットアレイのパワー密度の概略表現を描く。
[0017]いくつかの実施形態による線形ピクセルアレイのパワー密度出力の概略表現を描く。
[0018]いくつかの実施形態による線形ピクセルアレイのパワー密度出力の概略表現を描く。
[0019]焦点における線形ピクセルアレイの概略表現である。
[0020]焦点から離れた線形ピクセルアレイの概略表現である。
[0021]回転的にミスアライメントされた正方形ファイバによって生成されるピクセルのパターンの概略表現である。
[0022]いくつかの実施形態による円形ビームプロファイルから成形された矩形ビームプロファイルの概略表現を描く。
[0022]いくつかの実施形態による円形ビームプロファイルから成形された矩形ビームプロファイルの概略表現を描く。
[0023]付加製造システムの一実施形態の概略表現である。
[0024]オプティクス組立体の一実施形態の概略表現である。
[0025]ファイバマウントの一実施形態の概略表現である。
[0026]レンズアレイの一実施形態の概略表現である。
[0027]オプティクス組立体の別の実施形態の概略表現である。
[0028]ガルバノメータを含む付加製造システムの一実施形態の概略表現である。
[0029]固定ミラー組立体を含む付加製造システムの一実施形態の概略表現である。
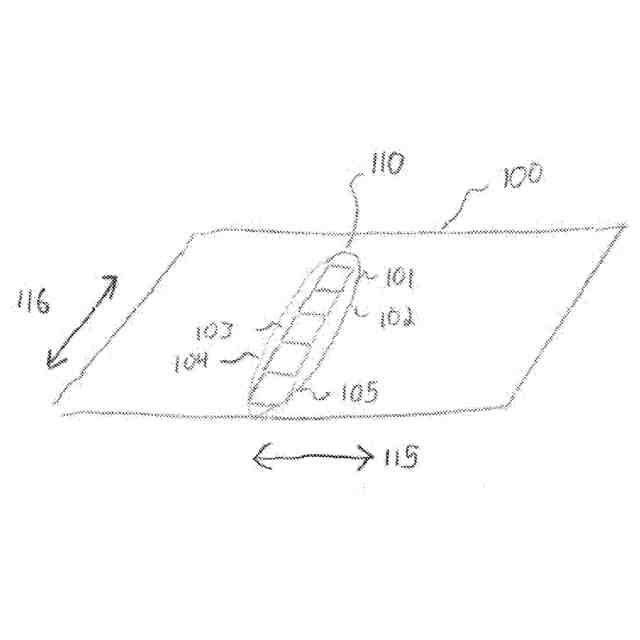
[0030]いくつかの実施形態によるパウダーベッド表面上において形成された線形ピクセルアレイの概略表現である。
[0031]付加製造システムの一実施形態の概略表現である。
[0032]付加製造システムの別の実施形態の概略表現である。
【発明を実施するための形態】
【0009】
詳細な説明
[0033] 本発明者らは、パウダー層の厚さ、レーザースポットのサイズ、及びレーザースポットモーションの精度は、いずれも、選択型レーザー溶融プロセスによって生成される最終的な部分の寸法精度及び正確さに影響を及ぼすべく、組み合されうることを認識及び理解した。また、レーザースポットのサイズ及びパワーも、所与の機械プロセスのレート限度に影響しうる。例えば、所与のレーザースポットサイズについて、パウダー層の溶融を可能にするための最小スポットパワーが存在している。このポイント未満のレーザーパワーは、レーザースポットがパウダー表面上において静止状態にある場合にも、レーザースポットの下方のパウダーを溶融及び融合させるべく、十分なエネルギーを供給することができない。この最小エネルギーは、材料(例えば、金属パウダーのタイプ)、パウダーベッドの熱特性、及び所与のレーザー波長に伴うパウダー表面の吸収特性、に依存している。この結果、レーザースポットがパウダー表面上においてスキャニングされる場合に、この最小レーザーパワーは、所与のポイントがレーザービームスポットプロファイルの下方にある間に、スキャニング速度においてレーザービームがパウダーを溶融及び融合させるべくパウダーに所定の期間に十分なエネルギーを供給しうるように、増大しなければならない。スキャニング速度が大きいほど、スキャニングスポットの下方において連続的な溶融プールを維持するべく必要とされる最小パワーも大きくなる。
【0010】
[0034] これに加えて、本発明者らは、所与のレーザースポットサイズ下において供給されうるエネルギーの量に対する限度が存在していることを理解した。入射レーザーエネルギーは、通常、パウダーの表面上の非常に狭い層において吸収される。このエネルギーは、この薄い層内において、熱エネルギーに変換され、且つ、次いで、伝導及び対流が、この吸収されたエネルギーがパウダー層内に更に下方に拡散することを許容する。伝導は、個々のパウダー粒子の間の微細な接触ポイントによって制限されており、且つ、対流は、粒子の間のギャップを通じて発生する。過大なエネルギーが層表面上において入射した場合には、エネルギーは、十分に高速でパウダー層の全体内に拡散することができず、パウダー表面温度が、金属パウダー表面の各部分を蒸発させるのに十分に高い温度に到達することになる。この層表面における迅速な蒸発は、パウダー粒子がパウダー表面から放出されることをもたらすことになる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
1か月前
UBEマシナリー株式会社
成形機
5か月前
三菱電機株式会社
三次元造形装置
4か月前
株式会社 寿原テクノス
金型装置
4か月前
株式会社エスアールシー
インゴット
4か月前
株式会社プロテリアル
合金粉末の製造方法
1か月前
個人
透かし模様付き金属板の製造方法
4か月前
株式会社キャステム
鋳造品の製造方法
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
芝浦機械株式会社
成形機
3か月前
芝浦機械株式会社
成形機
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
3か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
トヨタ自動車株式会社
突き折り棒
24日前
トヨタ自動車株式会社
金型温度調整装置
4か月前
東洋機械金属株式会社
ダイカストマシン
5か月前
株式会社浅沼技研
半溶融金属の成形方法
4か月前
株式会社浅沼技研
鋳型及びその製造方法
3か月前
株式会社クボタ
弁箱用の消失模型
5か月前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
トヨタ自動車株式会社
金型冷却構造
28日前
大同特殊鋼株式会社
鋼塊の製造方法
2か月前
新東工業株式会社
粉末除去装置
4か月前
株式会社豊田中央研究所
積層造形装置
今日
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
29日前
新東工業株式会社
測定装置
5か月前
キヤノン株式会社
樹脂微粒子の製造方法
5か月前
ポーライト株式会社
焼結部品の製造方法
4か月前
デザインパーツ株式会社
冷却装置及び冷却方法
3か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
5か月前
トヨタ自動車株式会社
異種金属部材の接合方法
5か月前
日立Astemo株式会社
成形装置
2か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
1か月前
株式会社神戸製鋼所
鋼の製造方法
3か月前
山陽特殊製鋼株式会社
取鍋
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































