TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025079882
公報種別
公開特許公報(A)
公開日
2025-05-23
出願番号
2023192732
出願日
2023-11-13
発明の名称
樹脂成形品の製造方法
出願人
TOWA株式会社
代理人
個人
,
個人
主分類
B29C
45/14 20060101AFI20250516BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂成形品の生産効率の向上を図ることが可能な樹脂成形品の製造方法を提供する。
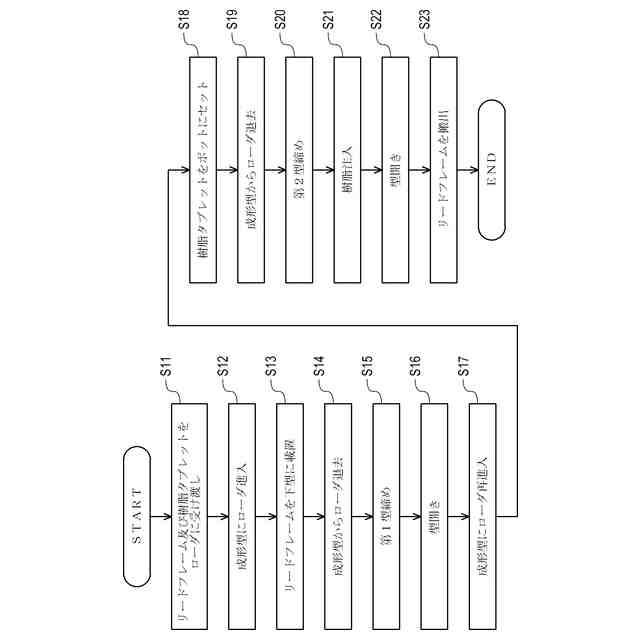
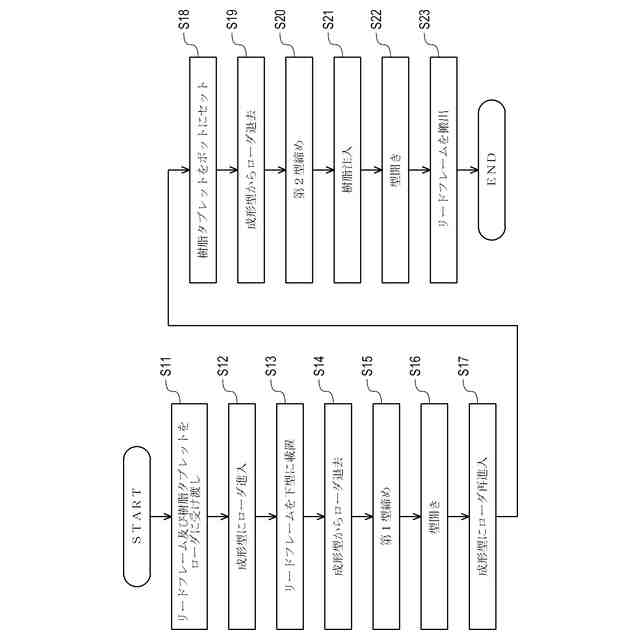
【解決手段】成形対象物と嵌め合わされる突出部が形成された下型と、キャビティを有する上型と、を備える成形型を用いて、前記成形対象物を樹脂成形する樹脂成形品の製造方法において、前記成形対象物を前記下型に載置する載置工程と、前記下型と前記上型とを相対移動させて型締めすることで、前記成形対象物と前記突出部とを嵌め合わせる第1型締め工程と、前記第1型締め工程の後、前記上型と前記下型とを相対移動させて型開きする型開き工程と、前記型開き工程の後、前記下型に形成された樹脂収容部に樹脂材料を供給する樹脂材料供給工程と、前記下型と前記上型とを相対移動させて型締めする第2型締め工程と、前記第2型締め工程の後、前記樹脂収容部に供給された樹脂材料を前記キャビティに供給することによって前記成形対象物を樹脂成形する工程と、を含む。
【選択図】図4
特許請求の範囲
【請求項1】
成形対象物と嵌め合わされる突出部が形成された下型と、キャビティを有する上型と、を備える成形型を用いて、前記成形対象物を樹脂成形する樹脂成形品の製造方法において、
前記成形対象物を前記下型に載置する載置工程と、
前記下型と前記上型とを相対移動させて型締めすることで、前記成形対象物と前記突出部とを嵌め合わせる第1型締め工程と、
前記第1型締め工程の後、前記上型と前記下型とを相対移動させて型開きする型開き工程と、
前記型開き工程の後、前記下型に形成された樹脂収容部に樹脂材料を供給する樹脂材料供給工程と、
前記下型と前記上型とを相対移動させて型締めする第2型締め工程と、
前記第2型締め工程の後、前記樹脂収容部に供給された樹脂材料を前記キャビティに供給することによって前記成形対象物を樹脂成形する工程と、
を含む、
樹脂成形品の製造方法。
続きを表示(約 450 文字)
【請求項2】
前記突出部は、
前記下型に対する前記成形対象物の位置決めを行う位置決め部、又は、前記樹脂材料の流動を制御するための樹脂流動制御部の、少なくともいずれか一方を含む、
請求項1に記載の樹脂成形品の製造方法。
【請求項3】
前記第1型締め工程における型締め力は、前記第2型締め工程における型締め力よりも低い、
請求項1又は請求項2に記載の樹脂成形品の製造方法。
【請求項4】
前記樹脂材料供給工程において、前記成形型の清掃が行われる、
請求項1から請求項3までのいずれか一項に記載の樹脂成形品の製造方法。
【請求項5】
前記成形対象物は、リードフレームであり、厚さが0.5mm以上である、
請求項1から請求項4までのいずれか一項に記載の樹脂成形品の製造方法。
【請求項6】
前記リードフレームは、複数枚のフレームを積層して形成されている、
請求項5に記載の樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形品の製造方法の技術に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1には、リードフレームを下型に配置し、型締めを行って樹脂成形を行う技術が開示されている。下型には、リードフレームと嵌め合わされる凹凸部分(例えば、位置決めピン)が形成されている。ここで、凹凸部分は、所定の温度まで上昇して熱膨張した状態のリードフレームの寸法に応じた位置に形成されている。このため、リードフレームの温度を十分に上昇させないと、リードフレームと凹凸部分を嵌め合わせることができず、リードフレームを適切に下型に配置することができない。
【0003】
そこで特許文献1に記載の技術では、リードフレームを下型に押し付けるための押し付け機構を用いて、リードフレームを下型に押し付ける構成を採用している。押し付け機構を用いることで、リードフレームと下型との接触面積を大きくして、下型に設けられたヒーターによってリードフレームを十分に加熱することができる。
【先行技術文献】
【特許文献】
【0004】
特開2001-77135号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら特許文献1に記載の技術では、押し付け機構でリードフレームを下型に押し付けた後、リードフレームが十分に加熱されるまでにある程度の時間を要する。このため、樹脂成形品の生産効率が低下するおそれがある。
【0006】
本発明は以上の如き状況に鑑みてなされたものであり、その解決しようとする課題は、樹脂成形品の生産効率の向上を図ることが可能な樹脂成形品の製造方法を提供することである。
【課題を解決するための手段】
【0007】
本発明の解決しようとする課題は以上の如くであり、この課題を解決するため、本発明に係る樹脂成形品の製造方法は、成形対象物と嵌め合わされる突出部が形成された下型と、キャビティを有する上型と、を備える成形型を用いて、前記成形対象物を樹脂成形する樹脂成形品の製造方法において、前記成形対象物を前記下型に載置する載置工程と、前記下型と前記上型とを相対移動させて型締めすることで、前記成形対象物と前記突出部とを嵌め合わせる第1型締め工程と、前記第1型締め工程の後、前記上型と前記下型とを相対移動させて型開きする型開き工程と、前記型開き工程の後、前記下型に形成された樹脂収容部に樹脂材料を供給する樹脂材料供給工程と、前記下型と前記上型とを相対移動させて型締めする第2型締め工程と、前記第2型締め工程の後、前記樹脂収容部に供給された樹脂材料を前記キャビティに供給することによって前記成形対象物を樹脂成形する工程と、を含むものである。
【発明の効果】
【0008】
本発明によれば、樹脂成形品の生産効率の向上を図ることができる。
【図面の簡単な説明】
【0009】
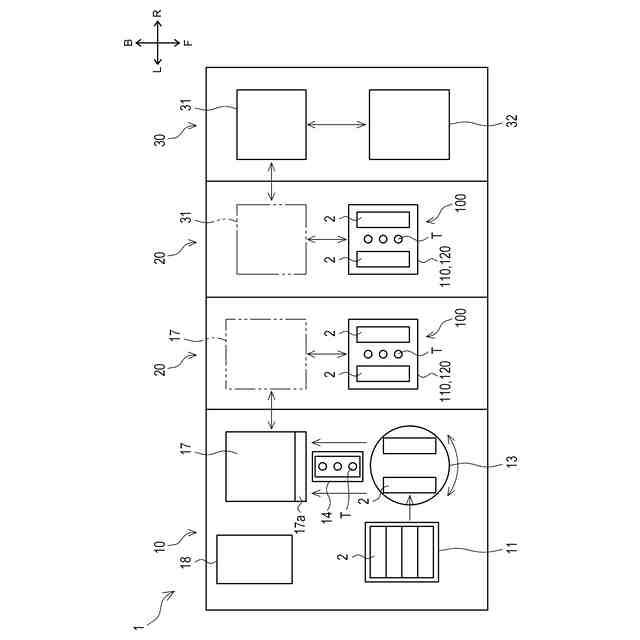
一実施形態に係る樹脂成形装置の全体的な構成を示した平面模式図。
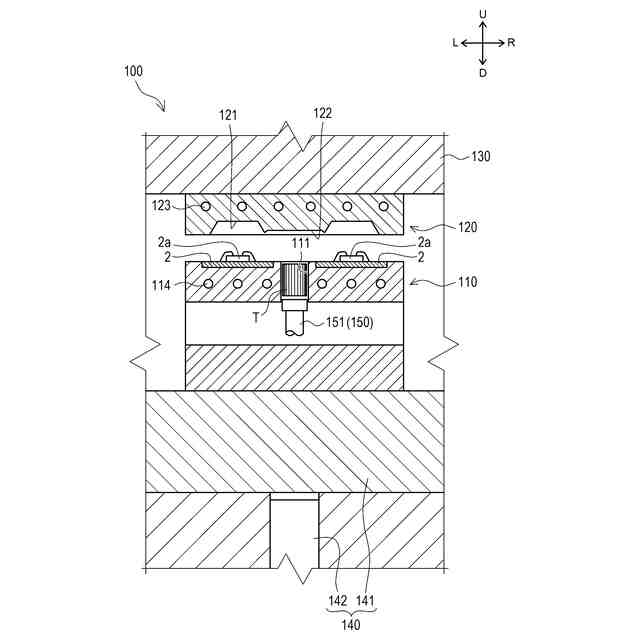
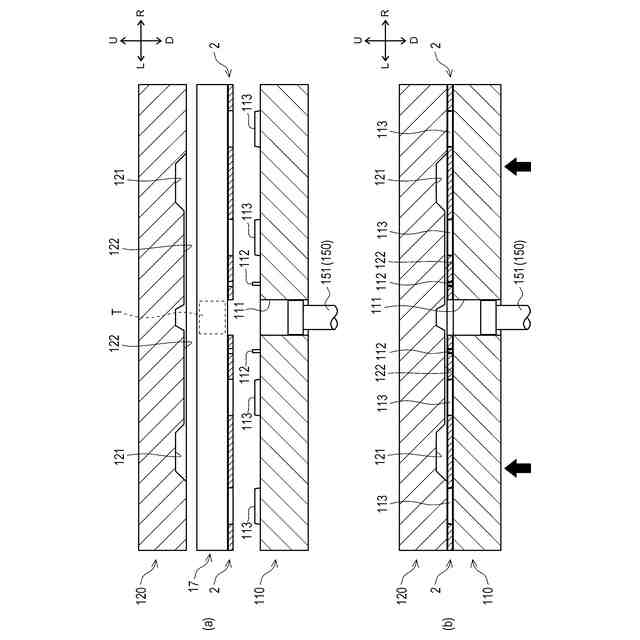
成形機構の構成を示した正面断面模式図。
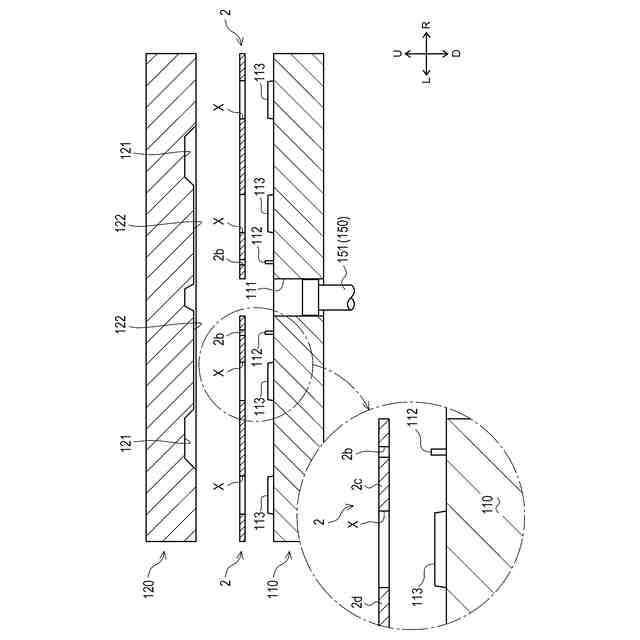
成形型及びトランスファ機構、並びに、リードフレームの構成を示した正面断面模式図。
一実施形態に係る樹脂成形品の製造方法を示したフローチャート。
(a)ローダによってリードフレームが成形型に搬入される様子を示した図。(b)第1型締めが行われる様子を示した図。
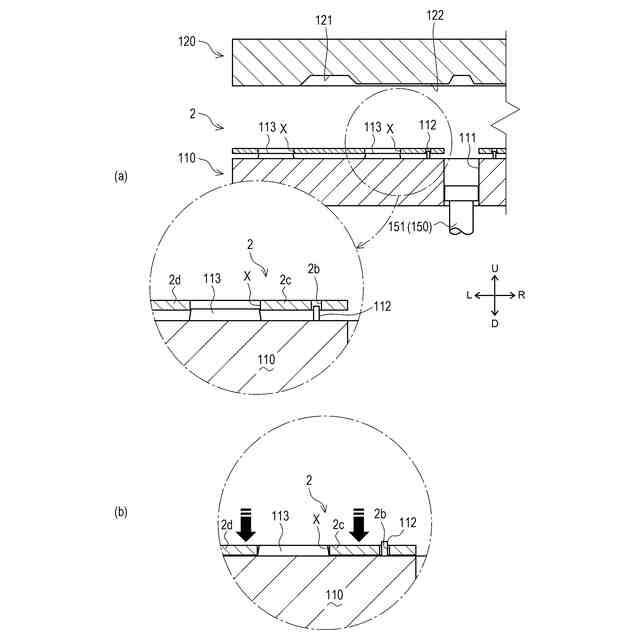
(a)リードフレームが下型に載置された状態を示した図。(b)リードフレームが押し下げられた状態を示した図。
【発明を実施するための形態】
【0010】
以下では、図中に示した矢印U、矢印D、矢印L、矢印R、矢印F及び矢印Bで示した方向を、それぞれ上方向、下方向、左方向、右方向、前方向及び後方向と定義して説明を行う。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
シーメット株式会社
光造形装置
6か月前
CKD株式会社
型用台車
6か月前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法
13日前
東レ株式会社
フィルムの製造方法
7日前
個人
射出ミキシングノズル
9か月前
東レ株式会社
フィルムの製造方法
3か月前
日機装株式会社
加圧システム
2か月前
株式会社カワタ
計量混合装置
1か月前
株式会社FTS
ロッド
5か月前
個人
樹脂可塑化方法及び装置
6か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社シロハチ
真空チャンバ
8か月前
株式会社漆原
シートの成形方法
1か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社FTS
成形装置
6か月前
株式会社不二越
射出成形機
3か月前
株式会社神戸製鋼所
混練機
5か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社リコー
画像形成システム
7か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
3か月前
株式会社FTS
セパレータ
5か月前
株式会社不二越
射出成形機
3か月前
株式会社コスメック
射出成形装置
1か月前
株式会社ニフコ
樹脂製品の製造方法
9か月前
トヨタ自動車株式会社
真空成形装置
2か月前
東レ株式会社
溶融押出装置および押出方法
6か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
日産自動車株式会社
成形装置
7日前
日東工業株式会社
インサート成形機
7か月前
個人
ノズルおよび熱風溶接機
6か月前
中川産業株式会社
防火板材の製造方法
7か月前
三菱ケミカル株式会社
複合物品の製造方法。
9か月前
株式会社日本製鋼所
射出成形機
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































