TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025079700
公報種別
公開特許公報(A)
公開日
2025-05-22
出願番号
2023192545
出願日
2023-11-10
発明の名称
球状銀粉、及び球状銀粉の製造方法
出願人
DOWAエレクトロニクス株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B22F
1/00 20220101AFI20250515BHJP(鋳造;粉末冶金)
要約
【課題】導電性ペーストに優れた細線印刷性を付与可能な球状銀粉の提供。
【解決手段】本発明は、表面処理剤が存在し、熱膨張率測定において、50℃における値を基準とした熱膨張率の最大値が0.3%以下であり、BET比表面積が0.1m
2
/g以上0.8m
2
/g以下であり、D
90
の値が2.0μm以上4.0μm以下である、球状銀粉である。
【選択図】なし
特許請求の範囲
【請求項1】
表面処理剤が存在し、
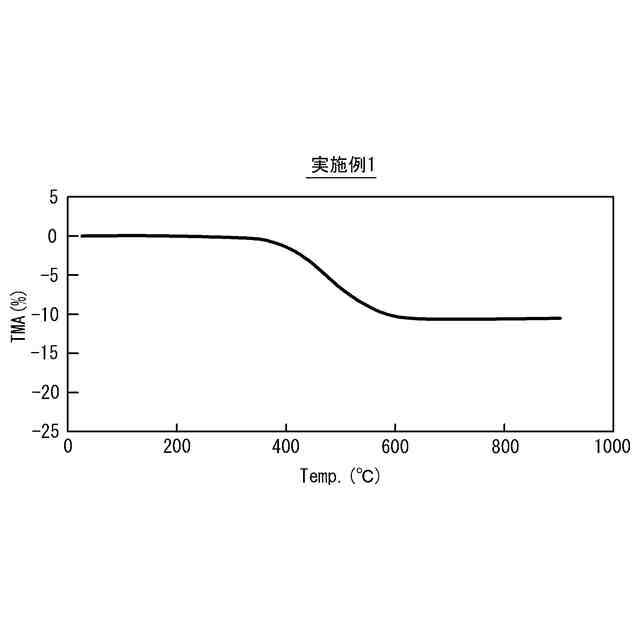
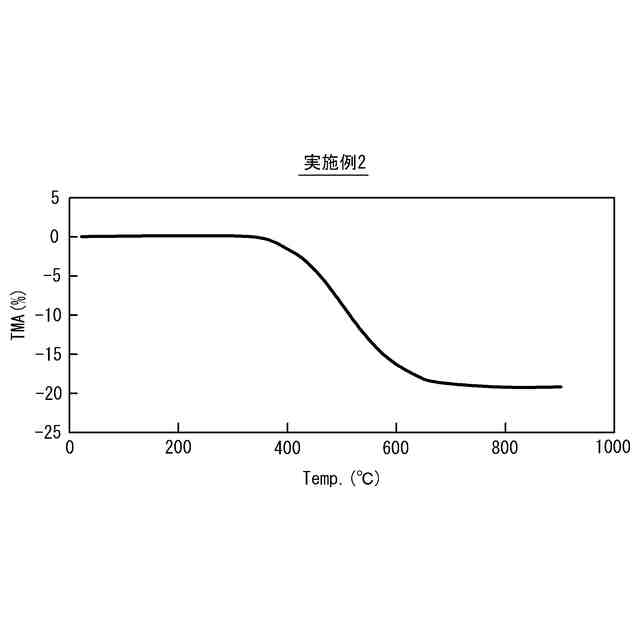
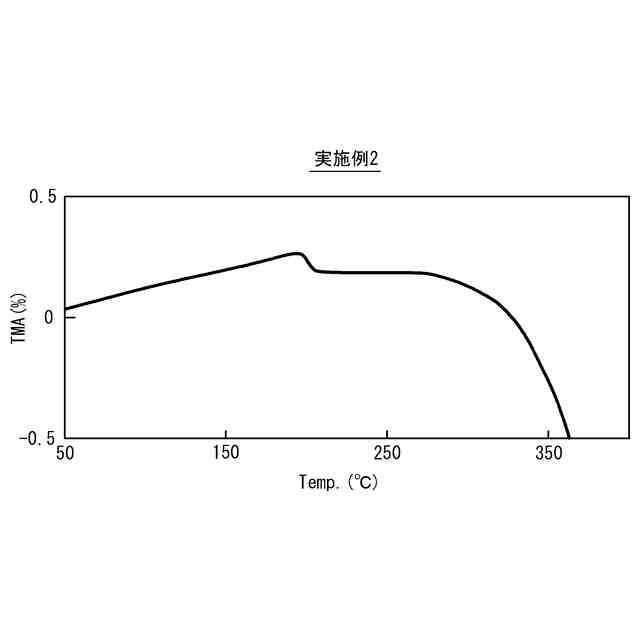
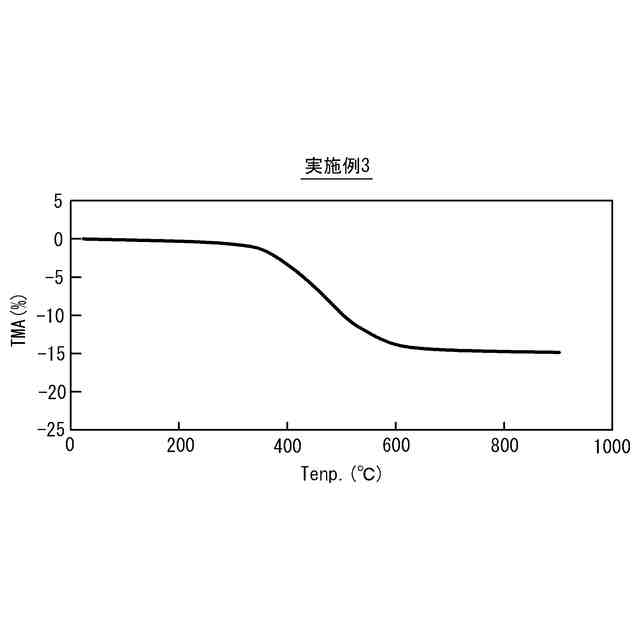
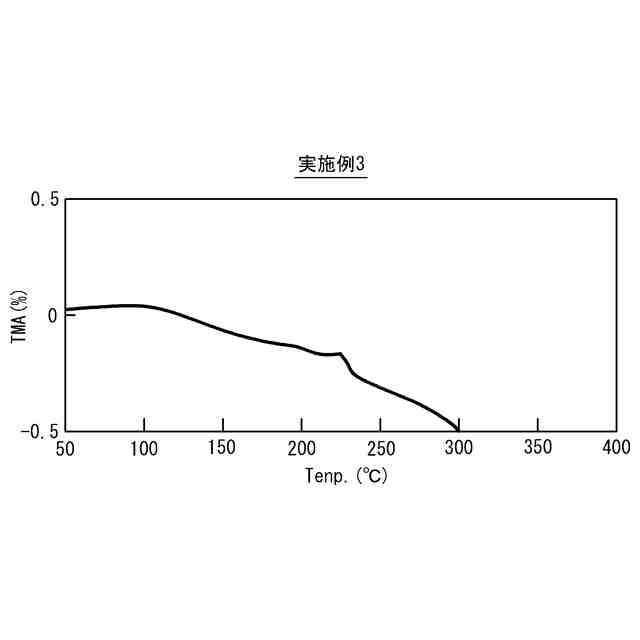
熱膨張率測定において、50℃における値を基準とした熱膨張率の最大値が0.3%以下であり、
BET比表面積が0.1m
2
/g以上0.8m
2
/g以下であり、
D
90
の値が2.0μm以上4.0μm以下である、球状銀粉。
続きを表示(約 670 文字)
【請求項2】
D
50
の値が1.0μm以上2.5μm以下である、請求項1に記載の球状銀粉。
【請求項3】
D
10
の値が0.5μm以上1.2μm以下である、請求項1に記載の球状銀粉。
【請求項4】
前記表面処理剤が、脂肪酸、アゾール構造を有する化合物、及び脂肪酸塩からなる群から選択される1種以上の表面処理剤である、請求項1~3の何れかに記載の球状銀粉。
【請求項5】
銀イオンと、ポリマーからなるキレート剤とを含有する水性反応系に還元剤を添加して、銀粒子を還元析出させる球状銀粉の製造方法であって、
前記水性反応系に前記還元剤を添加する前に、前記水性反応系中の銀の全モル濃度に対する炭酸の全モル濃度の比を0.004以上0.051以下に調整する、炭酸濃度調整工程と、
前記銀粒子が析出した後に、前記水性反応系に表面処理剤を添加する、表面処理剤添加工程と、
を含む、球状銀粉の製造方法。
【請求項6】
前記表面処理剤が、脂肪酸、アゾール構造を有する化合物、及び脂肪酸塩からなる群から選択される1種以上の表面処理剤である、請求項5に記載の球状銀粉の製造方法。
【請求項7】
前記キレート剤が、重量平均分子量600以下のポリエチレンイミンである、請求項5に記載の球状銀粉の製造方法。
【請求項8】
前記還元剤が、ヒドラジンである、請求項5~7の何れかに記載の球状銀粉の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は球状銀粉、及び球状銀粉の製造方法に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
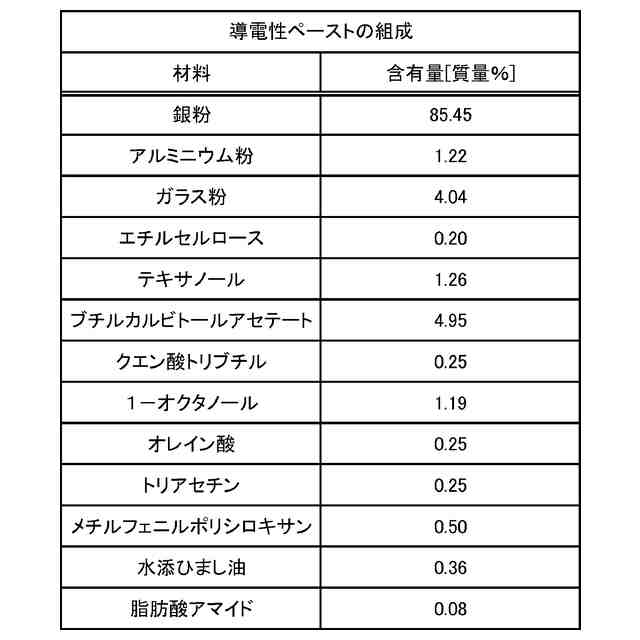
導電性金属粉末を含む導電性ペーストを、フィルム、基板、電子部品等の基材に塗布又は印刷し、加熱して乾燥硬化や焼成させることにより、電極や電気配線等の導電膜を形成するという方法は、従来から広く用いられている。しかしながら、近年の電子機器の高性能化に伴い、導電性ペーストを用いて形成される導電膜には、より低抵抗であることが要求され、その要求は年々厳しくなっている。
【0003】
上記要求に対して、例えば、特許文献1には、焼成型導電性ペーストの焼成の際に導電性塗膜の膨れを抑制し、硬化膜(導電膜)の電気抵抗値を低くすることを目的として、所定の表面処理剤が存在し、且つ、所定の熱膨張率、BET値(比表面積)、及び強熱減量差を有する銀粉が提案されている。
【先行技術文献】
【特許文献】
【0004】
特許第6174301号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、近年では、導電膜の細線化が進められており、細線印刷可能な導電性ペーストが望まれている。
【0006】
従来の銀粉においては、導電性ペーストに優れた細線印刷性を付与することについて更なる改善の余地があった。
【0007】
そこで、本発明は、導電性ペーストに優れた細線印刷性を付与可能な球状銀粉を提供することを目的とする。
また、本発明は、導電性ペーストに優れた細線印刷性を付与可能な球状銀粉の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上述の課題を解決するために鋭意研究を重ねた結果、本発明者らは、以下に述べる本発明を完成させた。
【0009】
即ち、上述の課題を解決するための本発明の要旨構成は以下の通りである。
【0010】
[1]表面処理剤が存在し、
熱膨張率測定において、50℃における値を基準とした熱膨張率の最大値が0.3%以下であり、
BET比表面積が0.1m
2
/g以上0.8m
2
/g以下であり、
D
90
の値が2.0μm以上4.0μm以下である、球状銀粉。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
28日前
UBEマシナリー株式会社
成形機
5か月前
三菱電機株式会社
三次元造形装置
4か月前
株式会社 寿原テクノス
金型装置
4か月前
株式会社プロテリアル
合金粉末の製造方法
1か月前
株式会社エスアールシー
インゴット
4か月前
芝浦機械株式会社
成形機
3か月前
芝浦機械株式会社
成形機
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
株式会社キャステム
鋳造品の製造方法
1か月前
個人
透かし模様付き金属板の製造方法
4か月前
株式会社日本高熱工業社
潤滑剤塗布装置
3か月前
トヨタ自動車株式会社
突き折り棒
13日前
株式会社浅沼技研
鋳型及びその製造方法
2か月前
トヨタ自動車株式会社
金型温度調整装置
4か月前
株式会社浅沼技研
半溶融金属の成形方法
4か月前
東洋機械金属株式会社
ダイカストマシン
5か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
大同特殊鋼株式会社
鋼塊の製造方法
2か月前
トヨタ自動車株式会社
金型冷却構造
17日前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
株式会社神戸製鋼所
炭素-銅含有粉末
18日前
新東工業株式会社
粉末除去装置
4か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
1か月前
ポーライト株式会社
焼結部品の製造方法
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
3か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
5か月前
日立Astemo株式会社
成形装置
1か月前
トヨタ自動車株式会社
異種金属部材の接合方法
5か月前
山陽特殊製鋼株式会社
取鍋
4か月前
株式会社神戸製鋼所
鋼の製造方法
3か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
1か月前
セイコーエプソン株式会社
製造方法
25日前
株式会社荏原製作所
造形ノズル
4か月前
東京窯業株式会社
上ノズル上プレート一体物
4か月前
トヨタ自動車株式会社
金型
12日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































