TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025078226
公報種別
公開特許公報(A)
公開日
2025-05-20
出願番号
2023190645
出願日
2023-11-08
発明の名称
押出成形用金型及びこれを用いたコーナー部材の製造方法、L字状コーナー部材並びにこれの設置構造
出願人
アイカ工業株式会社
,
アイカテック建材株式会社
代理人
主分類
B21C
25/02 20060101AFI20250513BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】専用の金型を新たに製造することなく、従来のフラットパネル製造用金型をそのまま使用できるコーナー部材製造用の押出成形用金型と、この押出成形用金型を用いたコーナー部材の製造方法を得る。
【解決手段】
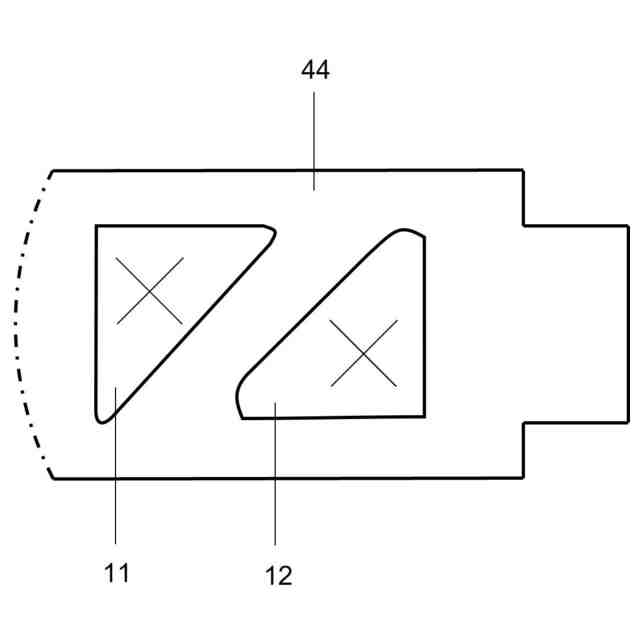
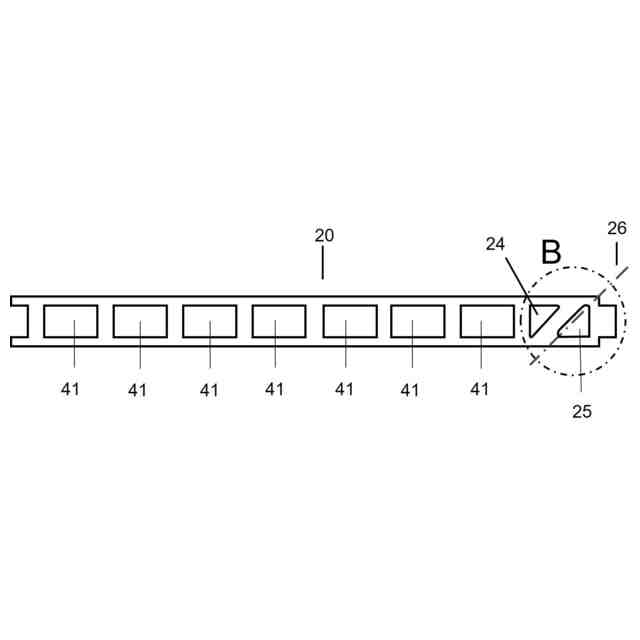
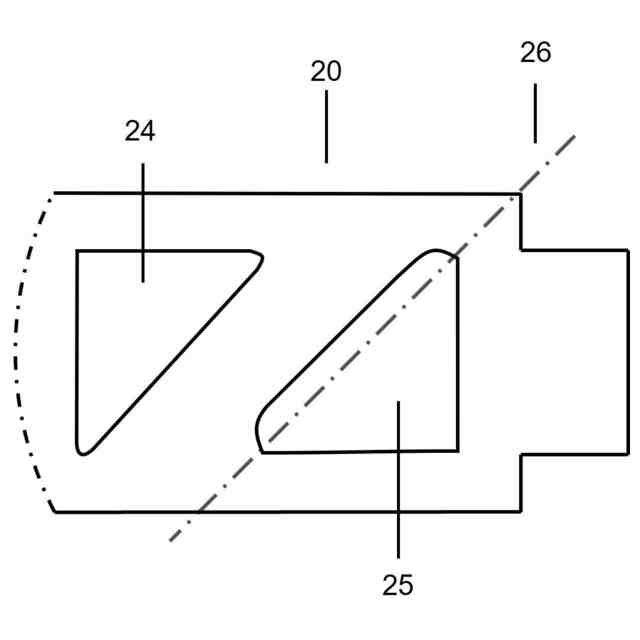
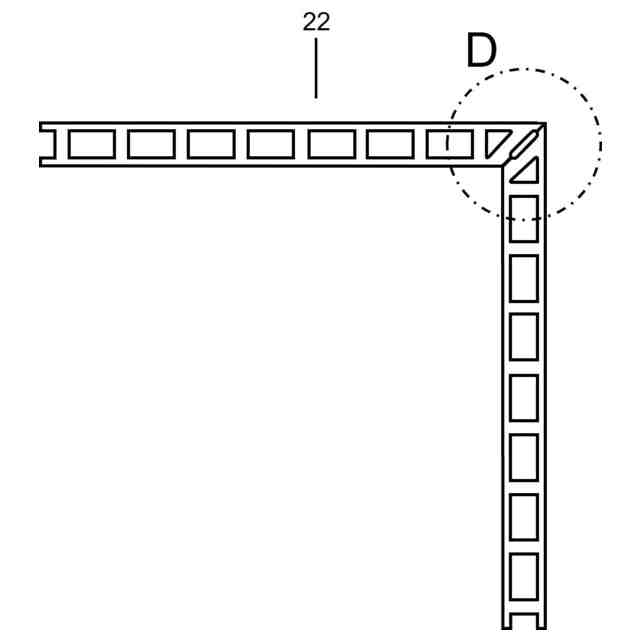
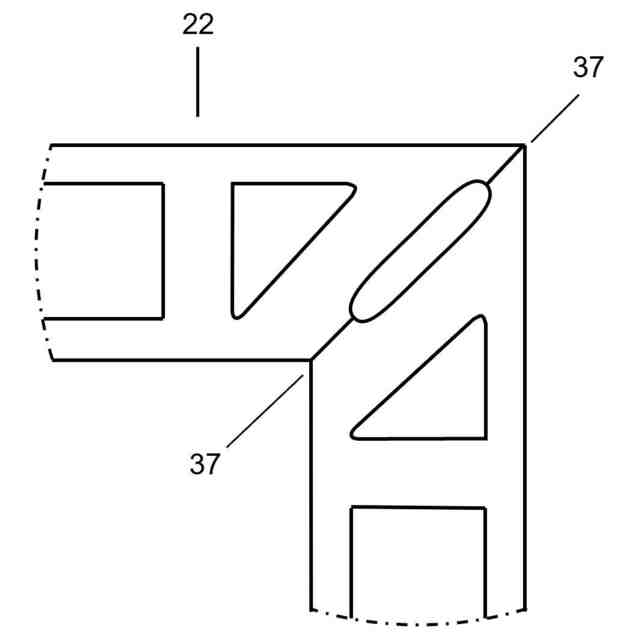
空隙部を有する外枠と、上記空隙部の中に配置された略四角形状断面の複数の中玉と、上記空隙部の最端部に配置された二つの略三角形状断面の中玉と、からなる押出成形用金型である。また、この押出成形用金型に材料を押出成型してプレコーナー部材を製造し、このプレコーナー部材の端部に成型された略三角形状断面の二つの中空部のうち、最端に位置する中空部の斜面に沿って切断して傾斜接合面を形成してなるコーナー部材の製造方法である。
【選択図】図1
特許請求の範囲
【請求項1】
空隙部を有する外枠と、上記空隙部の中に配置された略四角形状断面の複数の中玉と、上記空隙部の最端部に配置された二つの略三角形状断面の中玉と、からなる押出成形用金型。
続きを表示(約 470 文字)
【請求項2】
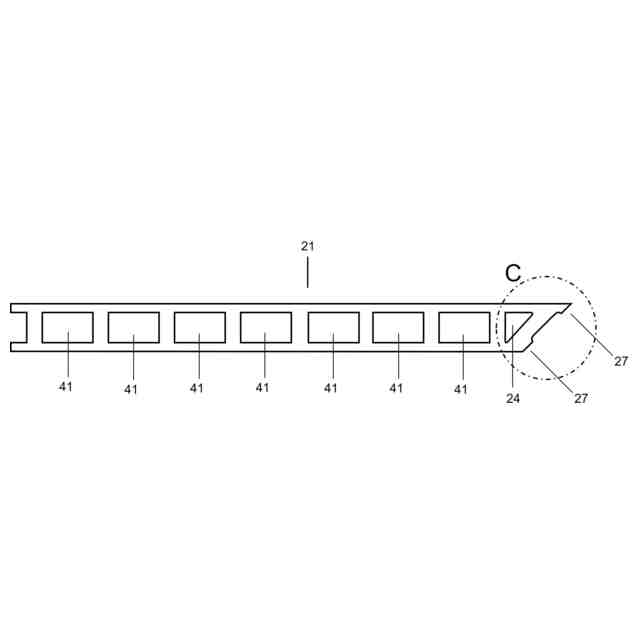
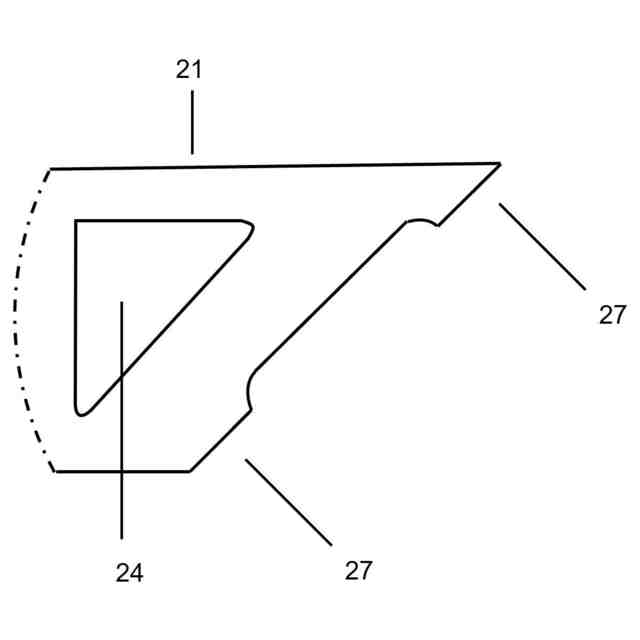
請求項1記載の押出成形用金型に材料を押出成型してプレコーナー部材を製造し、上記プレコーナー部材の端部に成型された略三角形状断面の二つの中空部のうち最端に位置する中空部の斜面に沿って切断して傾斜接合面を形成してなるコーナー部材の製造方法。
請求項1記載の押出成形用金型を用いたコーナー部材の製造方法であって、上記押出成形用金型に材料が押出成型されてなるプレコーナー部材の端部に成型された略三角形状断面の二つの中空部のうち、最端に位置する中空部を略三角形状の斜面に沿って略45°で切断して傾斜接合面を形成するコーナー部材の製造方法。
【請求項3】
請求項2記載のコーナー部材の製造方法により製造された2つのコーナー部材が接合されてなるL字状コーナー部材であって、2つのコーナー部材のそれぞれの傾斜接合面が接着剤または施工副資材により接合されてなるL字状コーナー部材。
【請求項4】
請求項3記載のL字状コーナー部材が柱面に施工金物を介して設置されてなるL字状コーナー部材の設置構造。
発明の詳細な説明
【技術分野】
【0001】
本発明は、押出成形用金型及びこれを用いたコーナー部材の製造方法、L字状コーナー部材並びにこれの設置構造に関する。
続きを表示(約 1,200 文字)
【0002】
従来のこの種の公知技術としては、例えば特許文献1図4に示す押出成形フラットパネル(以下単にフラットパネルという)がある。このフラットパネルは薄肉の表板と裏板との間にリブを介在させることによって中空状に形成したものである。
【0003】
このフラットパネルは一般にセメント系混練物などの可塑性材料を押出口から押出成形し、養生して製造される。例えば特許文献4には、押出成形機の口金及び/又は中玉の側壁に設けられた少なくとも1つの吐出口から押出成形機の素地面に増粘剤を吐出し、さらに、押出成形板が押出成形セメント板である製造方法が示されている。
【0004】
また、特許文献5には、内部に複数の細長い中空部を有する押出成形板の製造方法において、押出成形機の内部の出口側に互いに反対方向に回転する一対のローラを、ローラ間に間隙を開けて配置することにより、前記の間隙により出口部を形成し、前記ローラの手前の位置に中玉を配置し、押出成形板の原料の水硬性材料を押圧して出口部へ送り、前記ローラにより絞り込むとともに出口部へ移送して押出成形板を得る押出成形板の製造方法が示されている。
【0005】
ここで、前述の特許文献1に例示されているフラットパネルの製造方法の概略を説明する。図14はフラットパネル40の斜視図である。また、図15はこのフラットパネル40を正面から見た図である。なお、ここに示すフラットパネル40は例示であり、この形状に限定されるものではない。
【0006】
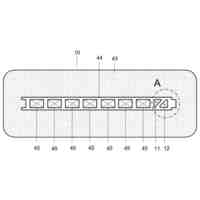
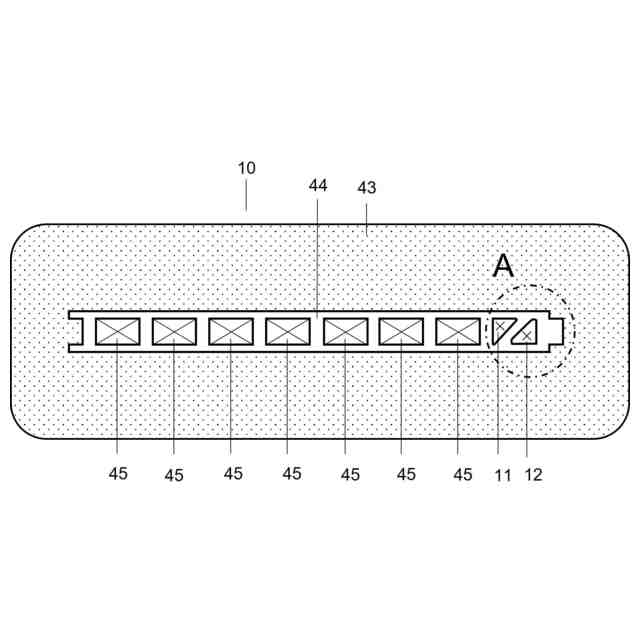
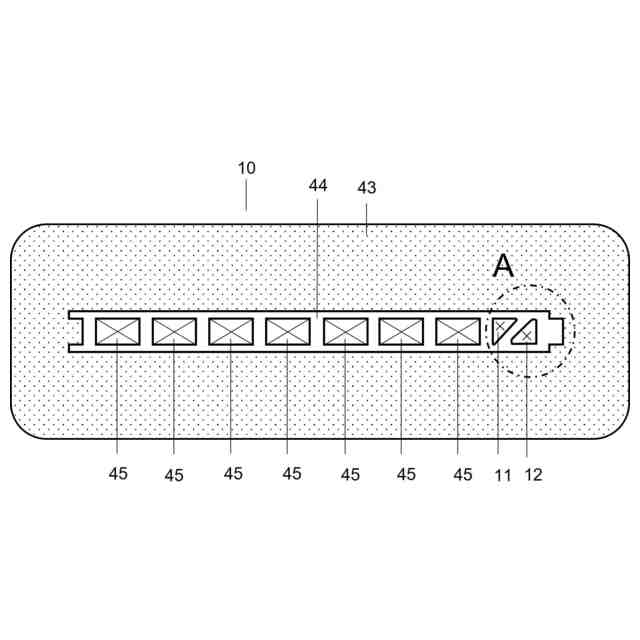
このフラットパネル40は次に示す押出成型金型を用いて製造する。図16は図14に示すフラットパネル40を製造するための押出成型金型42を構成する外枠43を正面から模式的に見た図である。
【0007】
図16に示されるように、外枠43にはフラットパネル40の外形形状を成形するための空隙部44が設けられている。
【0008】
次いで、図17は外枠43の空隙部44の内部に中玉45及び中玉46が配置されている態様を模式的に示す図である。
【0009】
この押出成型金型42に対し、図17の正面方向から材料セメントを押出成型すると、中玉45及び中玉46の箇所には材料セメントが流れず、図14及び図15に示される中空部41が形成されたフラットパネル40が得られる。
【0010】
一方、建物の出隅や入隅にL字形断面形状のコーナー部材が用いられることがある。例えば特許文献2に示される技術は、中空押出成形板の小口の全体を任意の角度に切断して、その表裏全長に亘って切欠斜面を形成し、かつ、このように形成した一対の中空押出成形板の切欠斜面を突合わせて接着剤で相互に接着するか、或いは中空押出成形板の小口面の中空部にL型金物を挿入して接合するか、更に接着剤とL型金物とを併用して接合して壁隅部を構成する構造である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
アイカ工業株式会社
押出成形用金型及びこれを用いたコーナー部材の製造方法、L字状コーナー部材並びにこれの設置構造
5日前
個人
棒鋼連続引抜装置
2か月前
株式会社プロテリアル
鍛造装置
4か月前
トヨタ自動車株式会社
金型装置
4か月前
株式会社オプトン
曲げ加工装置
2か月前
株式会社不二越
NC転造盤
2か月前
株式会社西田製作所
パンチャーヘッド
17日前
トヨタ紡織株式会社
プレス金型
1か月前
工機ホールディングス株式会社
ニブラ
10日前
トヨタ紡織株式会社
プレス装置
17日前
株式会社トラバース
パンチング加工装置
1か月前
日産自動車株式会社
逐次成形方法
3か月前
株式会社TMEIC
監視装置
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
4日前
株式会社アマダ
曲げ加工機
2か月前
トヨタ紡織株式会社
プレス金型装置
17日前
株式会社三明製作所
転造装置
4か月前
加藤軽金属工業株式会社
押出材の加工装置
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
2か月前
株式会社不二越
転造加工用平ダイス
1か月前
株式会社カネミツ
筒張出部形成方法
3か月前
株式会社吉野機械製作所
プレス機械
3か月前
株式会社カネミツ
歯付円筒体形成方法
4か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
トヨタ自動車株式会社
熱間鍛造用金型
4か月前
株式会社エナテック
製品分離システム
2か月前
東洋製罐株式会社
有底筒状体加工装置
5か月前
本田技研工業株式会社
鍛造用金型
2か月前
日本製鉄株式会社
圧延装置
2か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
1か月前
日本製鉄株式会社
圧延装置
2か月前
トックス プレソテクニック株式会社
接合装置
2か月前
個人
日本刀の製造方法
4か月前
トヨタ紡織株式会社
パンチ及びプレス金型
9日前
トヨタ紡織株式会社
モータコアの製造装置
4か月前
日産自動車株式会社
金属板の曲げ加工方法
10日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































