TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025076605
公報種別
公開特許公報(A)
公開日
2025-05-16
出願番号
2023188261
出願日
2023-11-02
発明の名称
三次元造形装置
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
64/209 20170101AFI20250509BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】積層された材料の層間の密着性を高めることが可能な三次元造形装置を提供する。
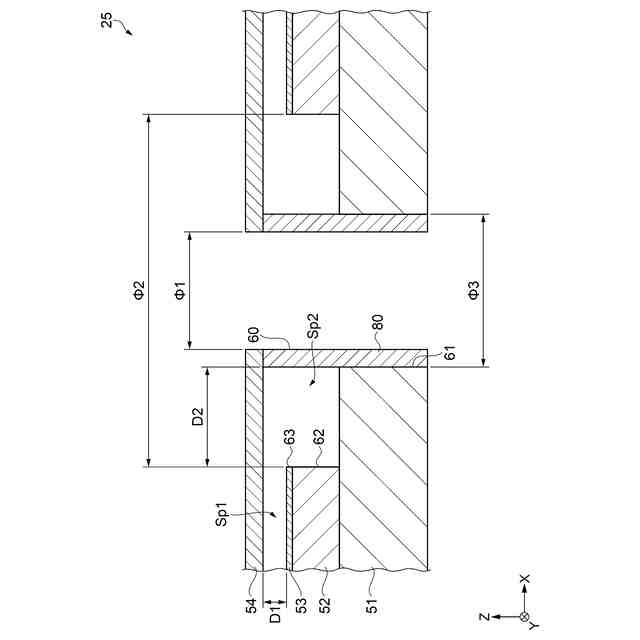
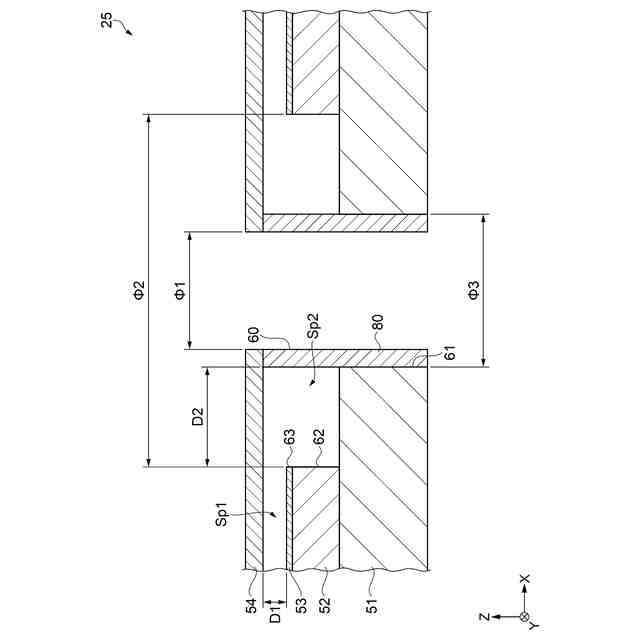
【解決手段】三次元造形装置は、材料を可塑化して造形材料を生成する可塑化部と、造形材料を吐出するノズルと、ノズルから吐出された造形材料が積層される造形面を有するステージと、ステージの上方に離れて設けられ、造形面に吐出された造形材料を加熱する加熱部25と、を有し、加熱部25は、平板状のヒーター52と、ヒーター52の上方に配置され、ヒーター52を覆う平板状のカバープレート54とが積層された構造を有し、加熱部25には、ヒーター52およびカバープレート54を貫通する第1貫通孔60が形成されており、カバープレート54には、第1貫通孔60の内壁を構成する筒状の突出部80が設けられ、突出部80とヒーター52との間には、空間Sp2が形成されている。
【選択図】図5
特許請求の範囲
【請求項1】
造形材料を積層することにより、三次元造形物を造形する三次元造形装置であって、
材料を可塑化して前記造形材料を生成する可塑化部と、
前記造形材料を吐出するノズルと、
前記ノズルから吐出された前記造形材料が積層される造形面を有するステージと、
前記ステージの上方に離れて設けられ、前記造形面に吐出された前記造形材料を加熱する加熱部と、を有し、
前記加熱部は、平板状のヒーターと、前記ヒーターの上方に配置され、前記ヒーターを覆う平板状のカバープレートとが積層された構造を有し、前記造形面に沿って配置され、
前記加熱部には、前記ヒーターおよび前記カバープレートを貫通する貫通孔が形成されており、
前記三次元造形物の造形時において、前記ノズルの少なくとも一部は、前記貫通孔内に位置し、
前記カバープレートには、前記貫通孔の内壁を構成する筒状の突出部が設けられ、
前記突出部と前記ヒーターとの間には、空間が形成されている、
三次元造形装置。
続きを表示(約 810 文字)
【請求項2】
請求項1に記載の三次元造形装置であって、
前記加熱部は、前記ヒーターの下方に位置する第1プレートを有し、
前記第1プレートには、鉛直方向から見た場合に前記貫通孔と重なる位置に第1孔部が形成され、
前記ヒーターには、鉛直方向から見た場合に前記貫通孔と重なる位置に第2孔部が形成され、
前記突出部の外縁は、前記第1孔部と嵌合する、
三次元造形装置。
【請求項3】
請求項2に記載の三次元造形装置であって、
前記第2孔部の直径は、前記第1孔部の直径よりも大きい、
三次元造形装置。
【請求項4】
請求項1に記載の三次元造形装置であって、
前記ノズルの先端に付着した前記造形材料を清掃する清掃部を有し、
前記カバープレートは、清掃時において鉛直方向から見た場合に、前記清掃部に重なる、
三次元造形装置。
【請求項5】
請求項4に記載の三次元造形装置であって、
前記カバープレートは、前記加熱部に対して着脱可能に構成されている、
三次元造形装置。
【請求項6】
請求項5に記載の三次元造形装置であって、
前記造形面に吐出された前記造形材料の温度を検出する温度センサーを有し、
前記カバープレートは、前記温度センサーを境に分割可能である、
三次元造形装置。
【請求項7】
請求項1に記載の三次元造形装置であって、
前記カバープレートの表面または裏面の少なくとも一方は、鏡面に形成されている、
三次元造形装置。
【請求項8】
請求項1に記載の三次元造形装置であって、
前記加熱部の周縁に、前記造形面に吐出された前記造形材料を囲う裾部が設けられている、
三次元造形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、三次元造形装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1には、可塑化された材料を吐出して1層ずつ積層させ、三次元造形物を造形する三次元造形装置が知られている。
【先行技術文献】
【特許文献】
【0003】
特開2018-187777号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の三次元造形装置では、材料を積層させる過程において、1つ前に形成された層の温度が冷えることにより、形成中の層との密着性が低下してしまうという課題があった。従って、積層された材料の層間の密着性を高めることが求められていた。
【課題を解決するための手段】
【0005】
三次元造形装置は、造形材料を積層することにより、三次元造形物を造形する三次元造形装置であって、材料を可塑化して前記造形材料を生成する可塑化部と、前記造形材料を吐出するノズルと、前記ノズルから吐出された前記造形材料が積層される造形面を有するステージと、前記ステージの上方に離れて設けられ、前記造形面に吐出された前記造形材料を加熱する加熱部と、を有し、前記加熱部は、平板状のヒーターと、前記ヒーターの上方に配置され、前記ヒーターを覆う平板状のカバープレートとが積層された構造を有し、前記造形面に沿って配置され、前記加熱部には、前記ヒーターおよび前記カバープレートを貫通する貫通孔が形成されており、前記三次元造形物の造形時において、前記ノズルの少なくとも一部は、前記貫通孔内に位置し、前記カバープレートには、前記貫通孔の内壁を構成する筒状の突出部が設けられ、前記突出部と前記ヒーターとの間には、空間が形成されている。
【図面の簡単な説明】
【0006】
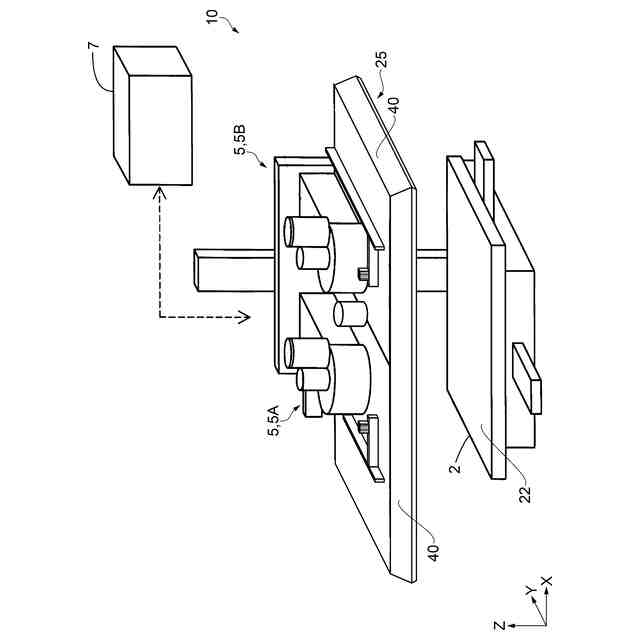
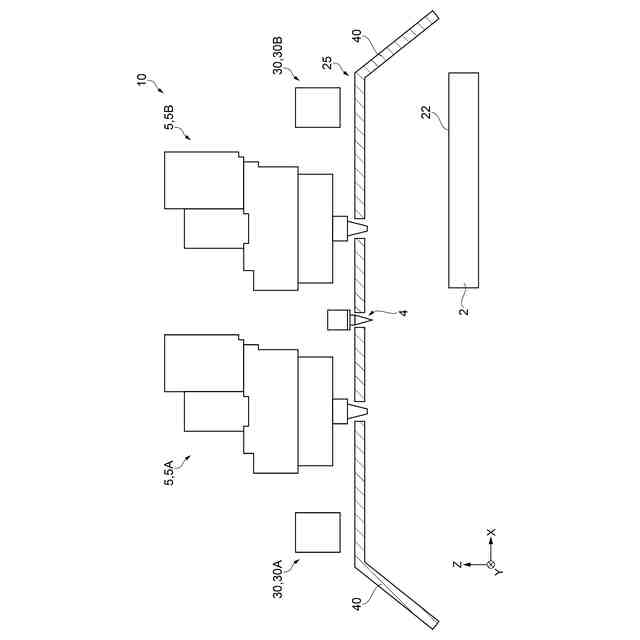
第1実施形態に係る三次元造形装置を模式的に示す斜視図。
第1実施形態に係る三次元造形装置を模式的に示す断面図。
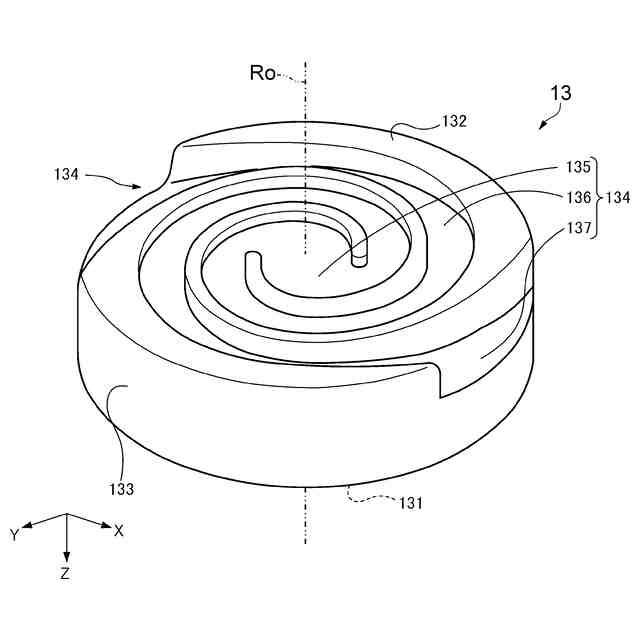
フラットスクリューを示す斜視図。
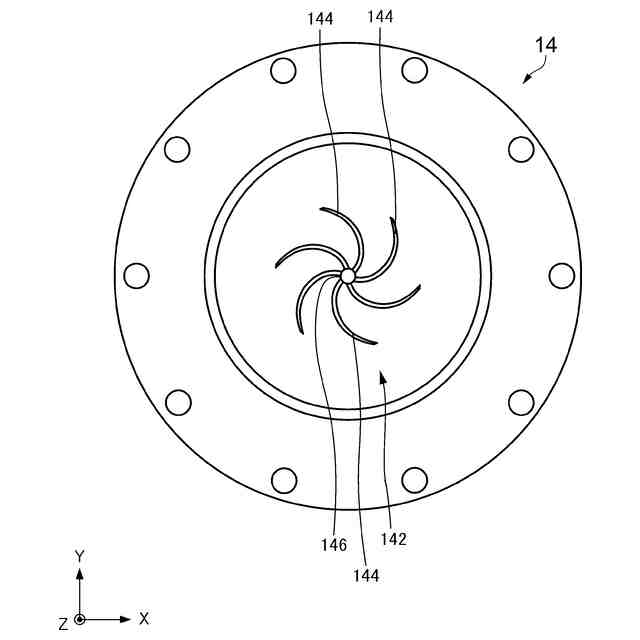
バレルを模式的に示す平面図。
加熱部の構成を示す断面図。
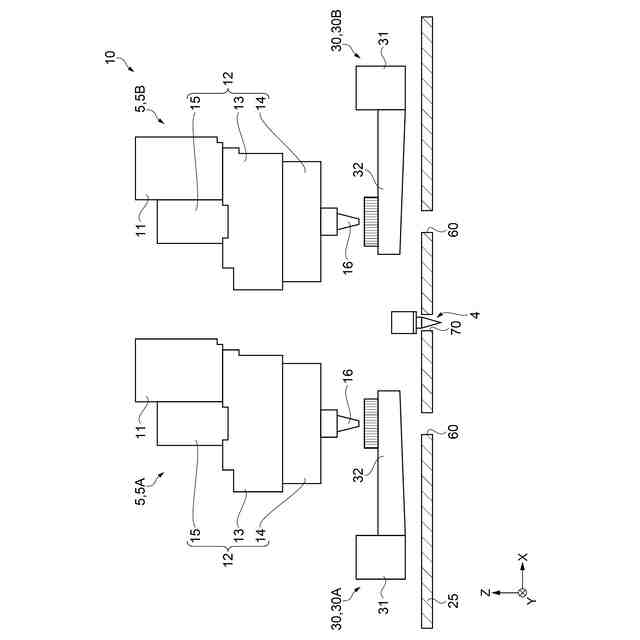
ノズルの清掃を行う際の三次元造形装置を模式的に示す断面図。
第2実施形態に係る三次元造形装置を模式的に示す斜視図。
第2実施形態に係る三次元造形装置を模式的に示す断面図。
【発明を実施するための形態】
【0007】
以下、本発明の好適な実施形態について、図面を用いて詳細に説明する。なお、以下に説明する実施形態は、特許請求の範囲に記載された本発明の内容を不当に限定するものではない。また、以下で説明される構成のすべてが本発明の必須構成要件であるとは限らない。
【0008】
1.第1実施形態
まず、第1実施形態に係る三次元造形装置10について、図面を参照しながら説明する。
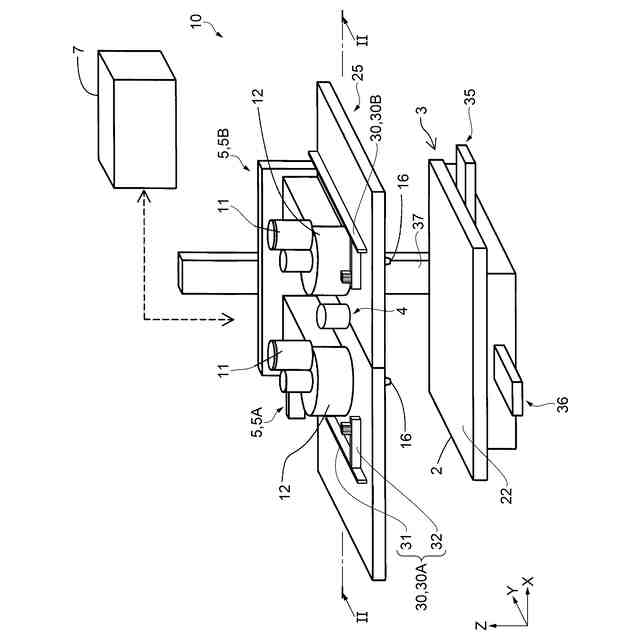
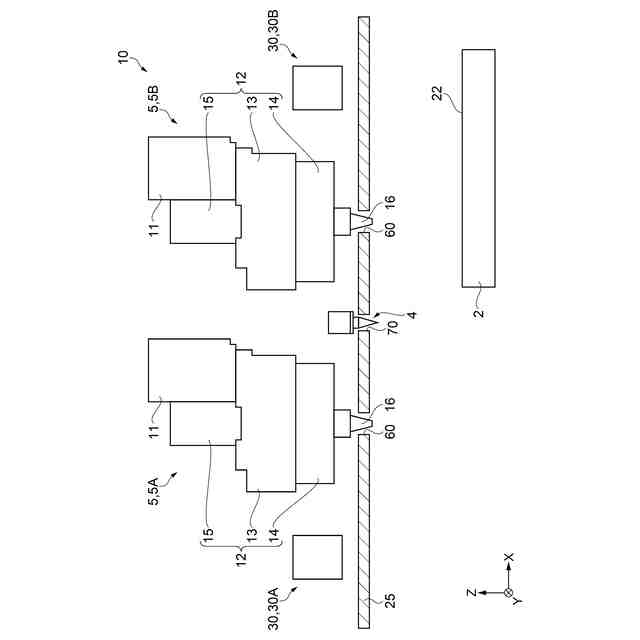
図1は、第1実施形態に係る三次元造形装置10を模式的に示す斜視図である。図2は、第1実施形態に係る三次元造形装置10を模式的に示す断面図であり、図1のII-II線断面図である。
【0009】
図1および図2では、互いに直交する3つの軸として、X軸、Y軸、およびZ軸を示している。本実施形態では、X軸方向およびY軸方向は、水平方向であり、Z軸方向は、鉛直方向である。これ以降、-Z方向のことを「下方」とも呼び、+Z方向のことを「上方」とも呼ぶ。
【0010】
三次元造形装置10は、図1および図2に示すように、第1造形部5Aおよび第2造形部5Bを備える。第1造形部5Aと第2造形部5Bとは、X軸方向に並んで配置されている。具体的には、第2造形部5Bは、第1造形部5Aの+X方向に配置されている。本実施形態では、第1造形部5Aおよび第2造形部5Bは、同様の構成であり、ともに、材料供給部11、可塑化部12、およびノズル16を備える。以下では、第1造形部5Aと第2造形部5Bとを区別しない場合、両者を単に造形部5と呼ぶ。本実施形態の三次元造形装置10は、造形部5以外に、ステージ2と、移動機構3と、加熱部25と、制御部7と、温度センサー4とを含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
6か月前
シーメット株式会社
光造形装置
5か月前
東レ株式会社
プリプレグテープ
8か月前
CKD株式会社
型用台車
5か月前
東レ株式会社
フィルムの製造方法
2か月前
グンゼ株式会社
ピン
5か月前
株式会社日本製鋼所
押出機
8か月前
個人
射出ミキシングノズル
7か月前
日機装株式会社
加圧システム
1か月前
個人
樹脂可塑化方法及び装置
4か月前
株式会社FTS
ロッド
4か月前
株式会社カワタ
計量混合装置
10日前
株式会社FTS
成形装置
5か月前
株式会社漆原
シートの成形方法
7日前
株式会社シロハチ
真空チャンバ
7か月前
東レ株式会社
樹脂フィルムの製造方法
10日前
トヨタ自動車株式会社
射出装置
2か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社不二越
射出成形機
1か月前
株式会社神戸製鋼所
混練機
3か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社リコー
画像形成システム
5か月前
株式会社FTS
セパレータ
4か月前
TOWA株式会社
成形型清掃用のブラシ
8か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社不二越
射出成形機
2か月前
株式会社コスメック
射出成形装置
4日前
三菱自動車工業株式会社
予熱装置
8か月前
株式会社不二越
射出成形機
4日前
トヨタ自動車株式会社
真空成形装置
1か月前
東レ株式会社
溶融押出装置および押出方法
4か月前
株式会社ニフコ
樹脂製品の製造方法
7か月前
株式会社リコー
シート処理システム
9か月前
日東工業株式会社
インサート成形機
6か月前
個人
ノズルおよび熱風溶接機
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































