TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025075087
公報種別
公開特許公報(A)
公開日
2025-05-14
出願番号
2025028063,2023070702
出願日
2025-02-25,2020-04-30
発明の名称
アルミニウム化成箔の製造方法
出願人
日本軽金属株式会社
代理人
個人
,
個人
主分類
B22F
7/04 20060101AFI20250507BHJP(鋳造;粉末冶金)
要約
【課題】粉体の焼結体からなる多孔質層を備えるアルミニウム箔に陽極酸化を施したときに、折れ曲がりによりアルミニウム箔が破断することを防止あるいは抑制できるアルミニウム化成箔およびその製造方法を提供する。
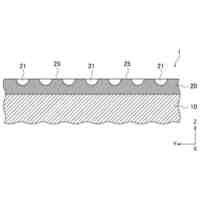
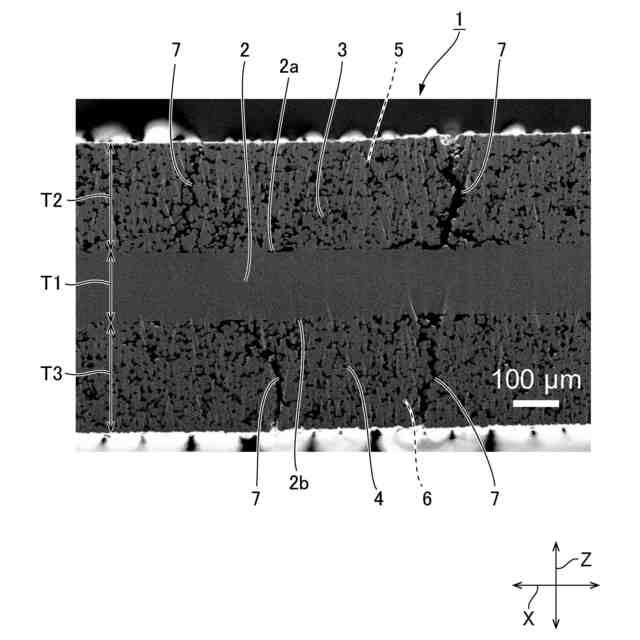
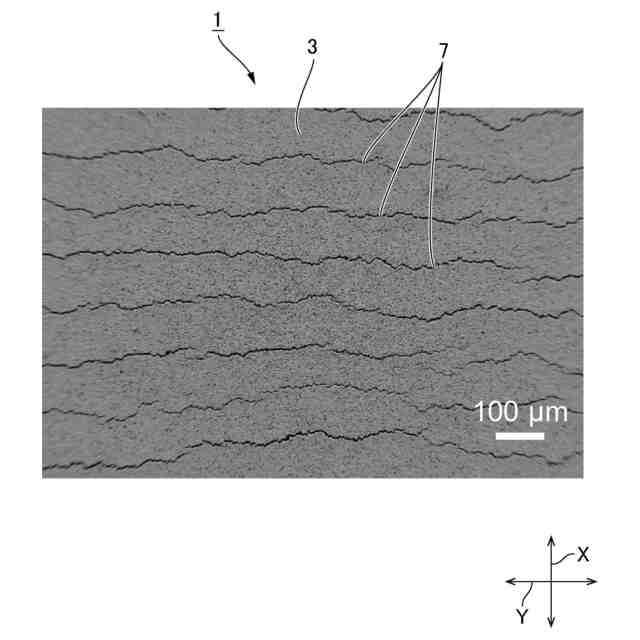
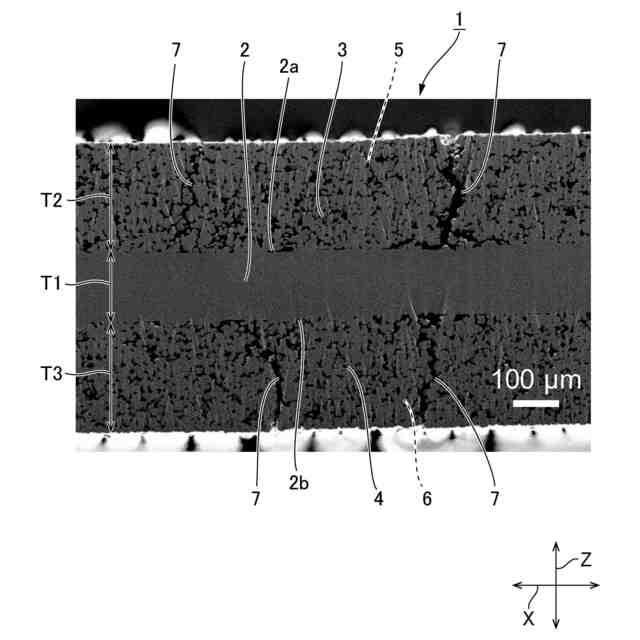
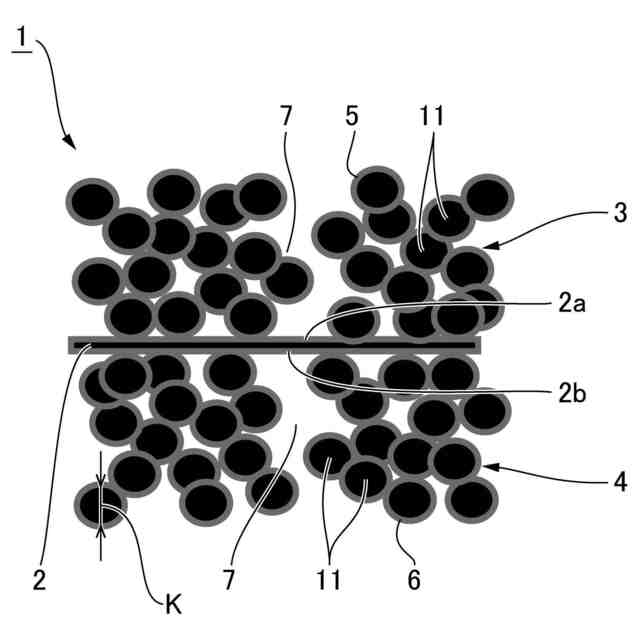
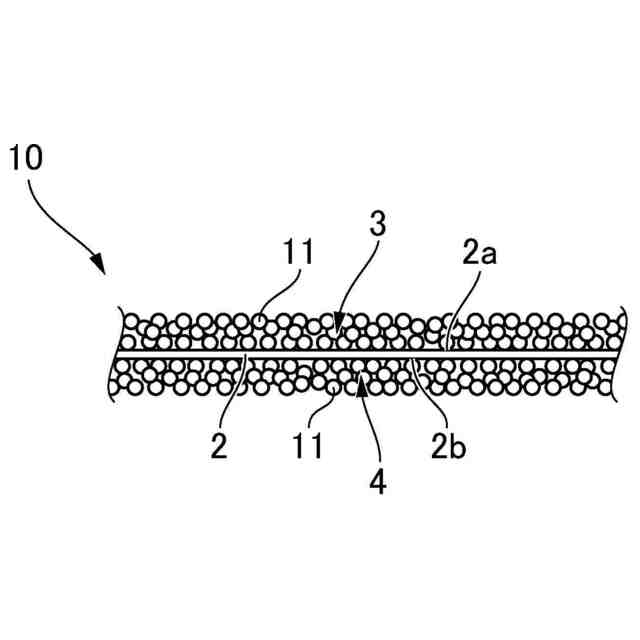
【解決手段】アルミニウム化成箔1は、アルミニウムまたはアルミニウム合金からなる箔状のベース層2の両面のうち、第1面2aにアルミニウムまたはアルミニウム合金の粉体の焼結体からなる第1多孔質層3が積層されたアルミニウム箔10と、第1多孔質層3に形成された第1化成皮膜5と、を有し、第1多孔質層3の表面には、面内方向を300μm以上の長さでY方向に延在するクラック7が、面内方向でY方向に直交するX方向において30μmから150μmの間隔で複数設けられている。
【選択図】図2
特許請求の範囲
【請求項1】
アルミニウムまたはアルミニウム合金からなる箔状のベース層の両面のうち、第1面にアルミニウムまたはアルミニウム合金の粉体の焼結体からなる第1多孔質層が積層されたアルミニウム箔と、
前記第1多孔質層に形成された第1化成皮膜と、
を有し、
前記第1多孔質層の表面には、面内方向を300μm以上の長さで第1方向に延在するクラックが、前記面内方向で前記第1方向に直交する第2方向において30μmから150μmの間隔で複数設けられていることを特徴とするアルミニウム化成箔。
続きを表示(約 1,000 文字)
【請求項2】
複数の前記クラックのそれぞれは、前記ベース層と前記第1多孔質層との境界まで到達していることを特徴とする請求項1に記載のアルミニウム化成箔。
【請求項3】
前記アルミニウム箔は、前記第2方向における寸法が前記第1方向における寸法より長いことを特徴とする請求項1または2に記載のアルミニウム化成箔。
【請求項4】
前記第1多孔質層は、10μm以上、かつ500μm以下の厚さであることを特徴とする請求項1から3のうちのいずれか一項に記載のアルミニウム化成箔。
【請求項5】
前記粉体の平均粒子径は、1μm以上、かつ20μm以下であることを特徴とする請求項1から4のうちのいずれか一項に記載のアルミニウム化成箔。
【請求項6】
前記ベース層は、10μm以上、かつ100μm以下の厚さであることを特徴とする請求項1から5のうちのいずれか一項に記載のアルミニウム化成箔。
【請求項7】
前記ベース層の前記第1面とは反対の第2面には、アルミニウムまたはアルミニウム合金の粉体の焼結体からなる第2多孔質層が積層されており、
前記第2多孔質層には、第2化成皮膜が形成されており、
前記第2多孔質層の表面には、その面内方向に延びる前記クラックが前記間隔で複数設けられていることを特徴とする請求項1から6のうちのいずれか一項に記載のアルミニウム化成箔。
【請求項8】
請求項1から7のうちのいずれか一項に記載のアルミニウム化成箔からなるアルミニウム電解コンデンサ用電極。
【請求項9】
前記アルミニウム化成箔は、前記第2方向に渦巻曲線状に巻回されたロール形状であることを特徴とする請求項8に記載のアルミニウム電解コンデンサ用電極。
【請求項10】
アルミニウムまたはアルミニウム合金からなる箔状のベース層の両面のうち、第1面にアルミニウムまたはアルミニウム合金の粉体の焼結体からなる第1多孔質層が積層されたアルミニウム箔と、
前記第1多孔質層に形成された第1化成皮膜と、
を有し、
前記第1多孔質層の表面には、面内方向を第1方向に延在するクラックが、面内方向で前記第1方向に直交する第2方向に離間して複数設けられ、
複数の前記クラックのそれぞれは、前記ベース層と前記第1多孔質層との境界まで到達していることを特徴とするアルミニウム化成箔。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミニウムまたはアルミニウム合金の粉体の焼結体からなる多孔質層を備えるアルミニウム箔を化成したアルミニウム化成箔、アルミニウム電解コンデンサ用電極、およびアルミニウム化成箔の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
アルミニウム電解コンデンサ用電極として、アルミニウムの粉体の焼結体からなる多孔質層を備えるアルミニウム箔に陽極酸化を施したアルミニウム化成箔を用いることが知られている。このようなアルミニウム化成箔では、アルミニウム箔に陽極酸化を施して化成皮膜を形成する陽極酸化工程においてアルミニウム箔に折れ曲がりが発生すると、アルミニウム箔が破断するという問題がある。特許文献1では、焼結体の表面にエンボス加工を施して焼結体の表面粗度を所定の値の範囲内とし、しかる後に陽極酸化工程を行うことにより、アルミニウム箔の破断を低減させている。
【先行技術文献】
【特許文献】
【0003】
国際公開2016/136804号
【発明の概要】
【発明が解決しようとする課題】
【0004】
陽極酸化工程においてアルミニウム箔の折曲げ強度が低下する理由は、化成皮膜の成長に伴ってアルミニウム箔から応力を逃がすことが困難となるからである。すなわち、陽極酸化工程では、粉体の焼結体からなる多孔質層の表面に化成皮膜が成長する。これにより、隣り合う粉体は、化成皮膜を介して結合する。このような状態で、アルミニウム箔に折れ曲がりが発生した場合には、粉体同士の結合が強固なので、変形に起因して発生した応力をアルミニウム箔から逃がすことができない。この結果、粉体間の結合に局所的な割れが発生する。また、この割れが広がって、アルミニウム箔が破断する。
【0005】
ここで、多孔質層の表面にエンボス加工を施したアルミニウム箔に陽極酸化を施す場合でも、化成皮膜の成長に伴って、隣り合う粉体は化成皮膜を介して結合する。従って、特許文献1の技術を用いた場合でも、変形に起因する応力をアルミニウム箔から逃がすことは容易ではなく、アルミニウム箔の折曲げ強度の低下を十分に抑制することは困難である。
【0006】
以上の問題点に鑑みて、本発明の課題は、粉体の焼結体からなる多孔質層を備えるアルミニウム箔に陽極酸化を施したときに、折れ曲がりによりアルミニウム箔が破断することを防止あるいは抑制できるアルミニウム化成箔を提供することにある。また、かかるアルミニウム化成箔の製造方法を提案することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明のアルミニウム化成箔は、アルミニウムまたはアルミニウム合金からなる箔状のベース層の両面のうち、第1面にアルミニウムまたはアルミニウム合金の粉体の焼結体からなる第1多孔質層が積層されたアルミニウム箔と、前記第1多孔質層に形成された第1化成皮膜と、を有し、前記第1多孔質層の表面には、面内方向を300μm以上の長さで第1方向に延在するクラックが、前記面内方向で前記第1方向に直交する第2方向において30μmから150μmの間隔で複数設けられていること
を特徴とする。
【0008】
本発明のアルミニウム化成箔は、第1多孔質層の表面に300μm以上の長さで面内方向の第1方向に延在するクラックを備える。また、クラックは、アルミニウム化成箔の面内方向の第2方向において30μmから150μmの間隔で、複数、設けられる。このような複数のクラックを備えるアルミニウム化成箔では、アルミニウム箔に陽極酸化を施すことによって隣り合う粉体が第1化成皮膜を介して結合しているアルミニウム箔に折れ曲がりが発生した場合でも、変形に起因して発生した応力を陽極酸化の完了後にクラックとなる部分から逃がすことができる。これにより、粉体間の結合に局所的な割れが発生することを防止或いは抑制できるので、この割れが広がってアルミニウム箔が破断することを防止或いは抑制できる。
【0009】
本発明において、複数の前記クラックのそれぞれは、前記ベース層と前記第1多孔質層との境界まで到達していることが望ましい。このようにすれば、陽極酸化を施しているときにアルミニウム箔に折れ曲がりが発生した場合でも、変形に起因して発生した応力をアルミニウム箔から逃がすことが容易である。
【0010】
本発明において、前記アルミニウム箔は、前記第2方向における寸法が前記第1方向における寸法より長いものとすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本軽金属株式会社
アルミニウム部材及びその製造方法
6日前
日本軽金属株式会社
高輝度鱗片状α-アルミナ粉末及びその製造方法
2日前
個人
ピストンの低圧鋳造金型
1か月前
株式会社プロテリアル
合金粉末の製造方法
1か月前
株式会社キャステム
鋳造品の製造方法
1か月前
芝浦機械株式会社
成形機
3か月前
芝浦機械株式会社
成形機
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
株式会社日本高熱工業社
潤滑剤塗布装置
3か月前
トヨタ自動車株式会社
突き折り棒
23日前
株式会社浅沼技研
鋳型及びその製造方法
3か月前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
トヨタ自動車株式会社
金型冷却構造
27日前
大同特殊鋼株式会社
鋼塊の製造方法
2か月前
株式会社神戸製鋼所
炭素-銅含有粉末
28日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
1か月前
日立Astemo株式会社
成形装置
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
3か月前
セイコーエプソン株式会社
製造方法
1か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
1か月前
株式会社神戸製鋼所
鋼の製造方法
3か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
21日前
トヨタ自動車株式会社
ダイカスト装置
13日前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
1か月前
トヨタ自動車株式会社
金型
22日前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
3か月前
日本製鉄株式会社
鋳片の連続鋳造方法
1か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
2か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
1か月前
フタバ産業株式会社
成形品の製造方法
3か月前
昭栄化学工業株式会社
Fe-Si系合金粉末の製造方法
1か月前
山陽特殊製鋼株式会社
連続鋳造設備
3か月前
株式会社プロテリアル
タンディッシュ及びインゴットの製造方法
3か月前
JFEスチール株式会社
異常検出方法
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ