TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025073110
公報種別
公開特許公報(A)
公開日
2025-05-12
出願番号
2024187331
出願日
2024-10-24
発明の名称
センサを使用しない改良されたびびり検出
出願人
ファナック株式会社
代理人
個人
,
個人
,
個人
主分類
G05B
19/4062 20060101AFI20250501BHJP(制御;調整)
要約
【課題】センサレスで工作機械のびびりを検出する方法の提供。
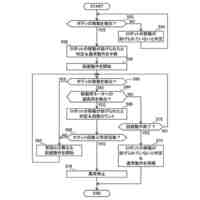
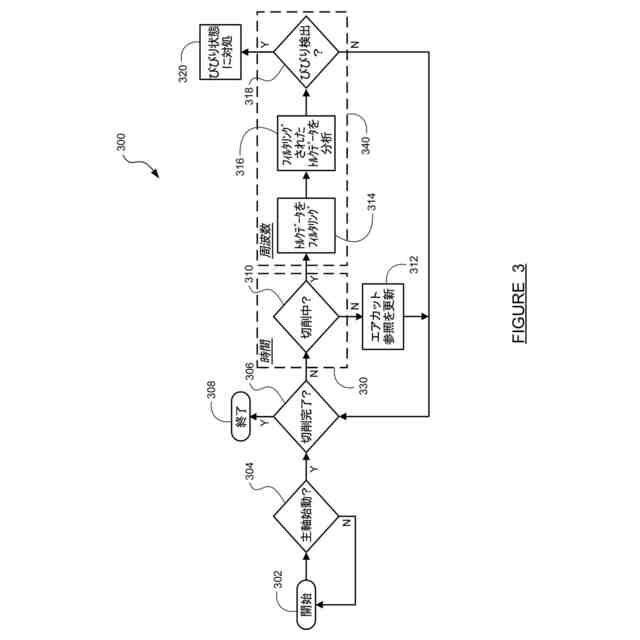
【解決手段】工作機械の主軸の動作中、時間領域で主軸モータトルク信号が分析され、現在ワークを切削中かが判定される。切削していないときは、エアカット参照信号が後のステップでの使用のために保存される。切削中は、主軸モータトルク信号が位置決めサーボモータ信号とともに周波数領域に変換され、フィルタリングされる。フィルタリングステップは、スペクトル減算によるエアカット参照信号の除去と、主軸高調波成分の除去と、エイリアシング効果及びエンコーダエラー効果による人工的ピークの除去とを含む。フィルタリング後、びびり検出のために、サーボデータについてフィルタリングされたトルク信号の大きさと、主軸データについてエアカット参照信号に対するフィルタリングされたトルク信号の大きさの比とを含む指標基準が評価される。びびりが検出されたら修正動作が実行される。
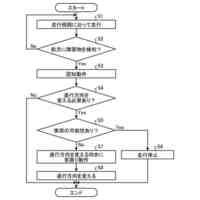
【選択図】図3
特許請求の範囲
【請求項1】
工作機械のびびりを検出する方法であって、
前記工作機械が主軸トルク指令データに基づいてワークから材料を切削しているかを、前記工作機械の制御装置によって判断することと、
前記工作機械が前記ワークから材料を切削しているときに、エアカット参照データセット、前記主軸トルク指令データ及び工作機械サーボモータデータを、それぞれ、エアカット周波数データ、主軸トルク周波数データ及びサーボモータ周波数データを生成するための周波数領域に変換することと、
前記主軸トルク周波数データをフィルタリングして、フィルタリングされた主軸トルクデータを生成することと、を含み、前記フィルタリングは、前記主軸トルク周波数データから前記エアカット周波数データの倍数をスペクトル的に減算することと、フィルタを適用して主軸高調波を除去することと、フィルタを適用してエイリアシング効果を除去することと、フィルタを適用してエンコーダ補間エラー効果を除去することと、を含み、
前記サーボモータ周波数データをフィルタリングして、フィルタリングされたサーボモータデータを生成することと、を含み、前記フィルタリングは、フィルタを適用して主軸高調波を除去することと、前記工作機械サーボモータデータの種類が示されたときにフィルタを適用してエイリアシング効果を除去することと、フィルタを適用してエンコーダ補間エラー効果を除去することと、を含み、
周波数スペクトルに亘る周波数で複数のびびり指標を評価することと、を含み、ここで、第1の指標は、前記フィルタリングされたサーボモータデータの大きさであり、第2の指標は、前記エアカット周波数データに対する前記フィルタリングされた主軸トルクデータの大きさの比である、方法。
続きを表示(約 1,200 文字)
【請求項2】
前記主軸トルク指令データは、工作機械の主軸モータの電流データから決定される、請求項1に記載の方法。
【請求項3】
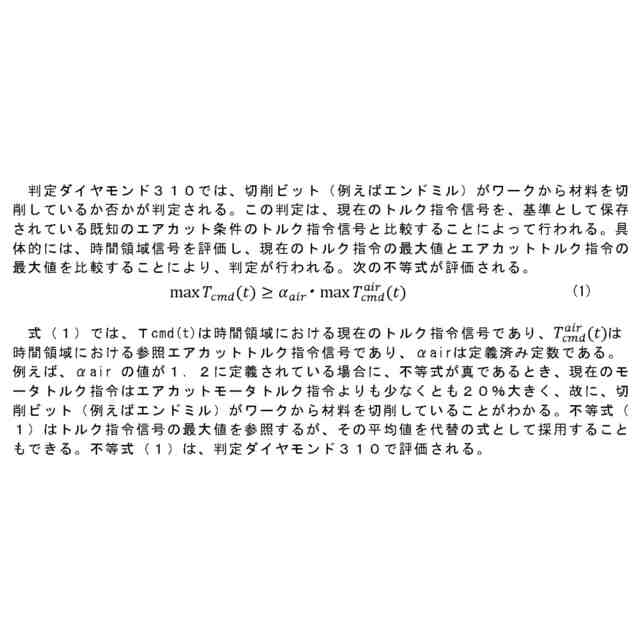
前記工作機械が前記ワークから材料を切削しているかを判断することは、前記主軸トルク指令データを前記エアカット参照データセットと比較することを含む、請求項1に記載の方法。
【請求項4】
前記工作機械が前記ワークから材料を切削していないときは、前記主軸トルク指令データの現在の時間セグメントを前記エアカット参照データセットに既に含まれているデータとともに平均化することによって、前記エアカット参照データセットが更新される、請求項1に記載の方法。
【請求項5】
前記工作機械サーボモータデータは、複数の工作機械位置決めサーボモータのデータを含み、前記サーボモータ周波数データは、前記サーボモータの各々について個別に、生成され、保存され分析される、請求項1に記載の方法。
【請求項6】
前記エアカット参照データセット、前記主軸トルク指令データ及び前記工作機械サーボモータデータを周波数領域に変換することは、高速フーリエ変換計算を使用することを含む、請求項1に記載の方法。
【請求項7】
前記主軸トルク周波数データから前記エアカット周波数データの倍数をスペクトル的に減算することは、周波数スペクトルに亘る周波数で前記主軸トルク周波数データから前記エアカット周波数データの倍数を減算することと、前記エアカット周波数データの前記倍数をスペクトル的に減算した後にマッピング関数を適用して負の値を排除することと、を含み、前記倍数は1から2の間の値である、請求項1に記載の方法。
【請求項8】
フィルタを適用して主軸高調波を除去することは、前記主軸トルク周波数データ及び前記サーボモータ周波数データに、主軸速度の整数倍に等しい周波数において定数を乗算することを含み、前記定数は0.1未満の値である、請求項1に記載の方法。
【請求項9】
フィルタを適用してエイリアシング効果を除去することは、ナイキスト領域内の複数の人工的なピークにおいて前記主軸トルク周波数データに定数を乗算することを含み、前記人工的なピークの周波数は、切削周波数と、データサンプリング周波数の正及び負の整数倍との合計の絶対値として計算され、前記定数は0.1未満の値である、請求項1に記載の方法。
【請求項10】
前記工作機械サーボモータデータの種類は、1つ以上の工作機械位置決めサーボモータのサーボモータトルクデータであり、フィルタを適用してエイリアシング効果を除去することは、前記ナイキスト領域内の前記複数の人工的なピークにおいて前記定数を前記主軸トルク周波数データに乗算することによって実行される、請求項9に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、広くは、工作機械におけるびびり検出(chatter detection)の分野に関し、特には、工作機械又はその環境にセンサを付与することを必要とせずに工作機械のびびりを検出する方法に関し、この方法では、機械の主軸からの周波数領域のモータトルクデータ及び機械の位置決めサーボからのデータが、フィルタリングされ、種々の基準に対して評価されて、びびりの存在が検出される。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
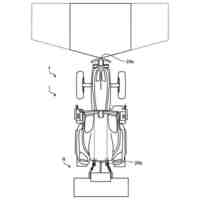
コンピュータ制御の装置を使用して部品の穴開けやフライス加工等の機械加工作業を行うことは、当業界で周知である。一部のアプリケーションでは、ツールの向きを変え又は変えることなく、3つの主方向に沿ってツールを動かすコンピュータ数値制御(CNC)機械が使用される。他のアプリケーションでは、加工ヘッドを備えた多軸産業用ロボットが、ツールの向きを任意の値に制御しながら、任意の空間経路に沿ってツールを移動させることができる。
【0003】
機械加工作業を行うためにどのような種類の工作機械やロボットが使用されるかに関係なく、完成したワークの品質は常に重要であり、ワークの品質や工作機械の寿命に悪影響を与え得る状況は回避する必要がある。びびりは、一部の機械加工作業で発生することが知られている特定の問題である。
【0004】
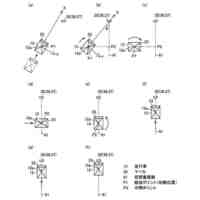
びびりとは、機械加工中に切削工具の望ましくない振動が発生している状態である。例えば、フライス工具(ビット)が横方向(ビットの軸に垂直)に切削するフライス加工では、工作機械とフライス加工ビットの僅かなコンプライアンスにより、切削中にビットがワークに対して振動する。この振動により、ワークの加工面は、望ましい滑らかなプロファイルではなく、「波型」プロファイルを有する。さらに、状況によっては、切削状態が不安定になり得る。つまり、ある切削経路において波型プロファイルが形成されたために、これに続くビットの経路において、材料の厚さが急速に変化して不均一になることがある。切削厚さが不均一になると、びびり振動の振幅が増加する。
【0005】
不安定なびびりが発生すると、ワークがしばしば破損し、フライスビットや工作機械自体が損傷することもある。従って、びびりが発生したら速やかに検出し、びびりを排除する措置を採ることが望まれる。
【0006】
工作機械のびびりを検出する技術は、当業界では周知である。多くの既存のシステムでは、工作機械環境に振動センサ又はマイクロホンを追加し、関連するデータ収集・分析システムを工作機械の制御装置に統合する必要がある。びびりを検出する他の技術では、工作機械システムの構造ダイナミクスを測定して振動の固有周波数を特定し、この情報を用いて加工の安定性を予測する必要がある。さらに他のびびり検出技術では、機械学習システムが複数のセンサからのデータを用いて学習し、安定した切削状態及び不安定な切削状態の双方を識別する人工知能アプローチを使用する。
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述した既存のびびり検出技術はいずれも、工作機械システムにセンサやデータ収集装置を付加する必要性、問題のある状態を予測するために工作機械システムの構造的な動的モデルを使用する必要性、及び、分析の計算集約的かつデータ集約的な性質等、1つ以上の欠点を抱えている。さらに、既存のびびり検出技術の殆どは、一定の振幅を超える深刻なびびりしか検出できないため、軽度のびびり状態を見逃す可能性がある。
【0008】
上述の状況に鑑み、外部センサやデータ収集装置の統合を必要とせず、低振幅でも任意の周波数でびびりを検出できる、改良された工作機械のびびり検出方法が望まれている。
【課題を解決するための手段】
【0009】
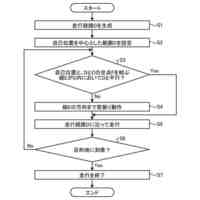
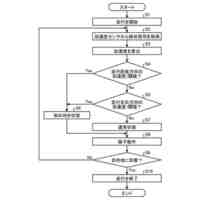
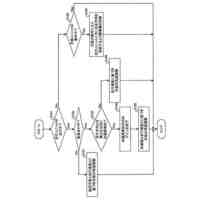
本開示は、工作機械又はその環境にセンサを付与する必要のない、工作機械のびびり検出方法を説明する。工作機械の主軸が動作しているとき、時間領域で主軸モータトルク信号が分析され、ビットが現在、ワークから材料を切削しているか否かが判定される。材料を切削していないときは、エアカット参照信号が、後のステップで使用するために保存される。材料を切削しているときは、主軸モータトルク信号が、位置決めサーボモータ信号とともに周波数領域に変換され、フィルタリングされる。フィルタリングステップは、スペクトル減算によるエアカット参照信号の除去、主軸高調波成分の除去、エイリアシング効果による人工的なピークの除去、及びエンコーダエラー効果による人工的なピークの除去を含む。全てのフィルタリングステップが、主軸及びサーボモータの双方のデータに適用されるわけではない。フィルタリング後、各種のモータデータにおいてびびりの存在を検出するために、サーボデータについてフィルタリングされたトルク信号の大きさと、主軸データについてエアカット参照信号に対するフィルタリングされたトルク信号の大きさの比とを含む1つの指標基準が評価される。びびりが検出されると、個別の主軸速度変更の形で、修正動作が実行される。
【0010】
開示されたシステム及び方法の追加の特徴は、添付の図面と併せて、以下の説明及び特許請求の範囲から明らかになるであろう。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
エイブリック株式会社
基準電圧回路
1か月前
株式会社クボタ
作業車
1か月前
株式会社ダイフク
搬送車
1か月前
株式会社ダイフク
搬送設備
13日前
エイブリック株式会社
ボルテージレギュレータ
1か月前
トヨタ自動車株式会社
ペダル機構
12日前
トヨタ自動車株式会社
工作機械の制御装置
1か月前
三菱電機株式会社
自己位置推定装置
22日前
トヨタ自動車株式会社
工作機械の制御装置
1か月前
トヨタ自動車株式会社
移動体、及び制御方法
20日前
株式会社ダイフク
物品搬送設備
1か月前
株式会社やまびこ
走行制御装置
1か月前
株式会社タブチ
減圧弁
1か月前
WHILL株式会社
電動モビリティ
21日前
株式会社計数技研
移動体、及びプログラム
13日前
株式会社ダイヘン
搬送車
20日前
株式会社ダイヘン
搬送車
1か月前
株式会社ダイヘン
搬送車
1か月前
株式会社ダイヘン
搬送車
1か月前
日本信号株式会社
自走式装置
27日前
株式会社ダイヘン
搬送車
1か月前
ローム株式会社
半導体装置
1日前
株式会社ダイヘン
移動体、及び誘導線検出装置
5日前
株式会社デンソー
診断装置
1か月前
株式会社ダイヘン
移動体、及び誘導線検出装置
5日前
井関農機株式会社
作業車両
1か月前
FCLコンポーネント株式会社
電源回路および検出装置
1か月前
ローム株式会社
バイアス回路
1か月前
株式会社アイシン
自律移動体
27日前
株式会社アイシン
自律移動体
27日前
株式会社アイシン
自律移動体
27日前
株式会社アイシン
自律移動体
27日前
オークラ輸送機株式会社
走行車および自律走行方法
1日前
株式会社マキタ
作業ロボット
1か月前
三菱電機株式会社
状態推定装置及び移動体制御装置
23日前
横河電機株式会社
電流出力装置
14日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ