TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025058456
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023168398
出願日
2023-09-28
発明の名称
工作機械の制御装置
出願人
トヨタ自動車株式会社
代理人
個人
主分類
G05B
19/19 20060101AFI20250402BHJP(制御;調整)
要約
【課題】消費電力の増大を抑制した工作機械の制御装置を提供すること。
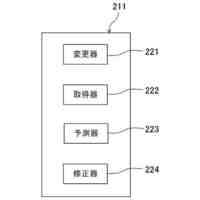
【解決手段】NCプログラムに従って加工工具をアクチュエータにより回転させて加工工程を実施する工作機械の制御装置であって、加工工具の回転数を一定に維持するように前記アクチュエータへ印加される電力値をフィードバック制御する制御部と、アクチュエータへの電力の印加が開始されてからの経過時間が、電力値が安定化するのに必要な必要時間の経過前であるか否かを判定する判定部と、判定部で肯定判定の場合、経過時間が必要時間を経過する前の電力値を補正する補正処理を実行する補正部とを備え、補正部は経過時間が必要時間を経過する前での補正済みの電力値が、経過時間が必要時間を経過する前での未補正の電力値よりも経過時間が必要時間を経過した後の電力値に近くなるように補正処理を実行する工作機械の制御装置。
【選択図】図2
特許請求の範囲
【請求項1】
NCプログラムに従って加工工具をアクチュエータにより回転させて加工工程を実施する工作機械の制御装置であって、
前記加工工具の回転数を一定に維持するように前記アクチュエータへ印加される電力値をフィードバック制御する制御部と、
前記アクチュエータへの電力の印加が開始されてからの経過時間が、前記電力値が安定化するのに必要な必要時間の経過前であるか否かを判定する判定部と、
前記判定部で肯定判定の場合、前記経過時間が前記必要時間を経過する前の前記電力値を補正する補正処理を実行する補正部と、を備え、
前記補正部は、前記経過時間が前記必要時間を経過する前での補正済みの前記電力値が、前記経過時間が前記必要時間を経過する前での未補正の前記電力値よりも、前記経過時間が前記必要時間を経過した後の前記電力値に近くなるように、前記補正処理を実行する、工作機械の制御装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工作機械の制御装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
NCプログラムに従って加工工具をアクチュエータにより回転させて加工工程を実施する工作機械が知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2021-022014号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
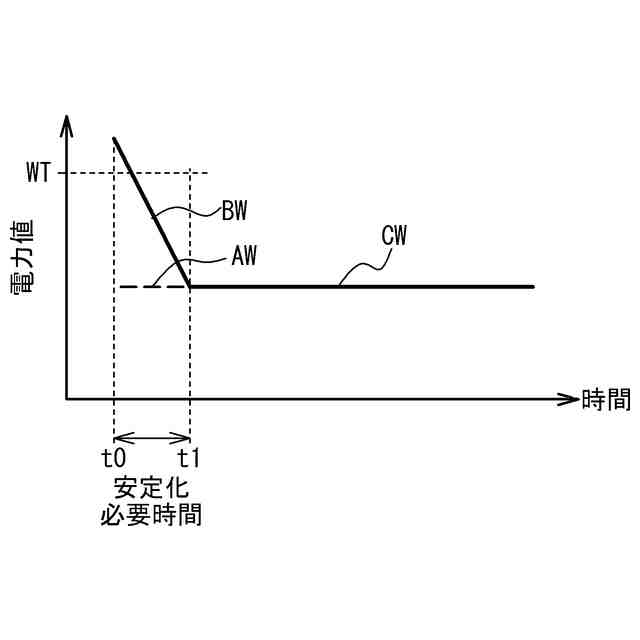
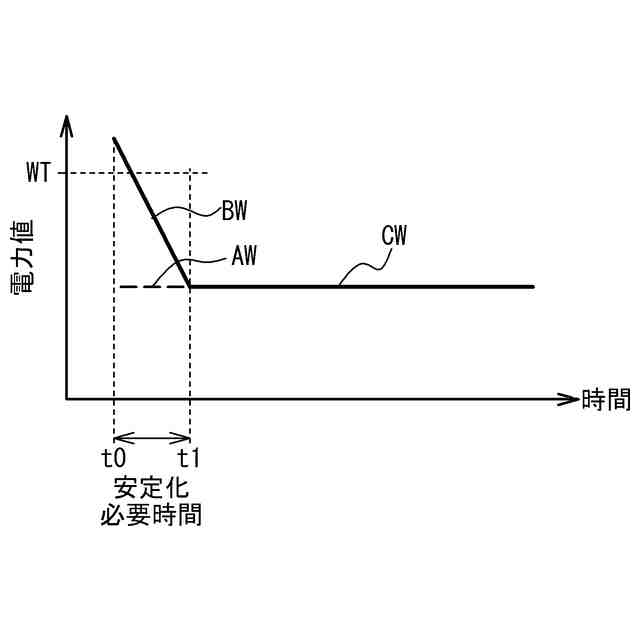
加工工具の回転数を一定に維持するようにアクチュエータへ印加される電力値をフィードバック制御することが考えられる。この場合、アクチュエータへの電力の印加を開始してからその電力値が安定するまでに、電力値が増大するおそれがある。これにより、工作機械の消費電力が増大するおそれがある。
【0005】
そこで本発明は、消費電力の増大を抑制した工作機械の制御装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
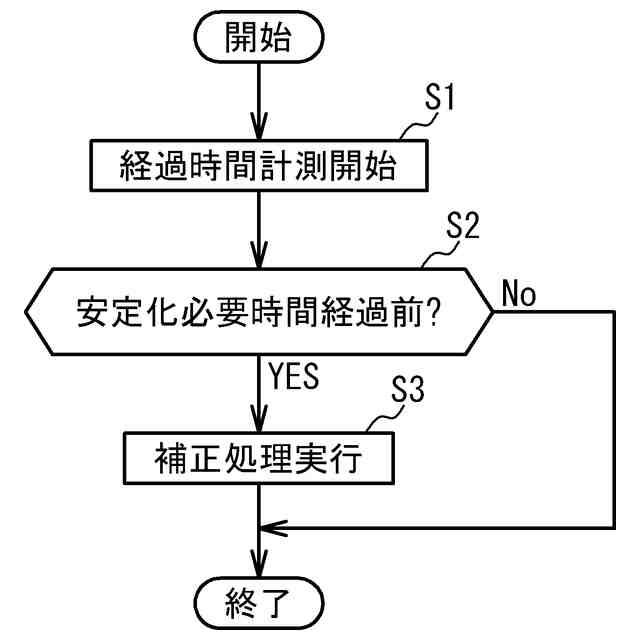
上記目的は、NCプログラムに従って加工工具をアクチュエータにより回転させて加工工程を実施する工作機械の制御装置であって、前記加工工具の回転数を一定に維持するように前記アクチュエータへ印加される電力値をフィードバック制御する制御部と、前記アクチュエータへの電力の印加が開始されてからの経過時間が、前記電力値が安定化するのに必要な必要時間の経過前であるか否かを判定する判定部と、前記判定部で肯定判定の場合、前記経過時間が前記必要時間を経過する前の前記電力値を補正する補正処理を実行する補正部と、を備え、前記補正部は、前記経過時間が前記必要時間を経過する前での補正済みの前記電力値が、前記経過時間が前記必要時間を経過する前での未補正の前記電力値よりも、前記経過時間が前記必要時間を経過した後の前記電力値に近くなるように、前記補正処理を実行する、工作機械の制御装置によって達成できる。
【発明の効果】
【0007】
本発明によれば、消費電力の増大を抑制した工作機械の制御装置を提供できる。
【図面の簡単な説明】
【0008】
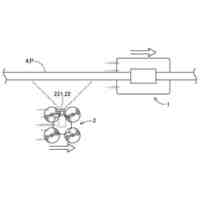
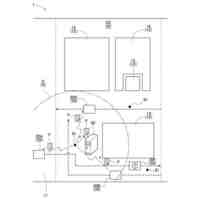
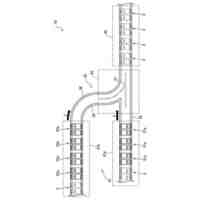
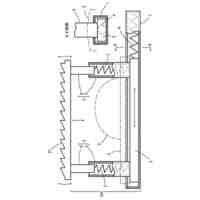
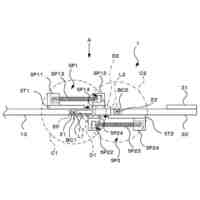
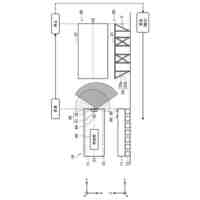
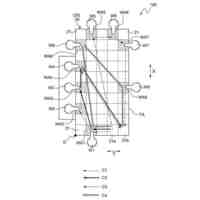
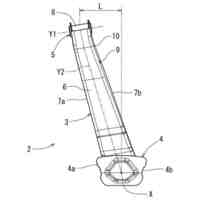
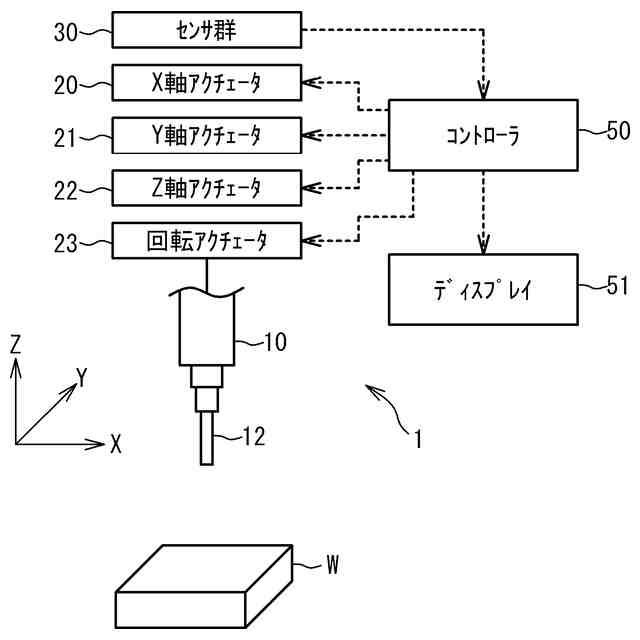
工作機械の模式図である。
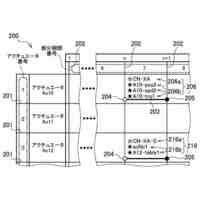
回転アクチュエータへ印加される電力値を例示したタイムチャートである。
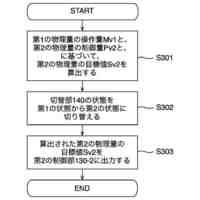
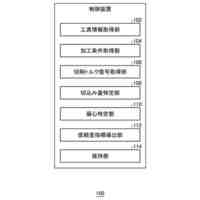
補正処理を例示したフローチャートである。
【発明を実施するための形態】
【0009】
図1は、工作機械1の模式図である。工作機械1は例えばマシニングセンタである。工作機械1は、主軸10、加工工具12、X軸アクチュエータ20、Y軸アクチュエータ21、Z軸アクチュエータ22、回転アクチュエータ23、センサ群30、コントローラ50、及びディスプレイ51を含む。加工工具12は主軸10の先端に取り付けられている。加工工具12はZ軸方向に沿って延びている。加工工具12は、例えばフライスなどの切削加工具である。加工工具12による加工対象物Wへの加工としては、例えば、切削、研削、仕上加工(研磨)、穴あけ、バリ取りなどが挙げられる。
【0010】
X軸アクチュエータ20、Y軸アクチュエータ21、及びZ軸アクチュエータ22は、それぞれ主軸10と共に加工工具12をX軸方向、Y軸方向、Z軸方向に移動させる。回転アクチュエータ23は、加工工具12のZ軸方向に沿って延びた中心軸周りに加工工具12を回転させる。尚、X軸方向、Y軸方向、Z軸方向は互いに直交している。Z軸方向は鉛直方向に平行である。X軸方向及びY軸方向は、共に水平方向である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
移動体
1か月前
株式会社FUJI
加工機械ライン
18日前
愛知製鋼株式会社
目標軌跡の設定方法
7日前
株式会社ダイフク
搬送設備
1か月前
トヨタ自動車株式会社
生産管理システム
4日前
株式会社鷺宮製作所
制御装置
1か月前
株式会社オプトン
制御プログラム生成装置
1か月前
トヨタ自動車株式会社
減圧弁
1日前
キヤノン電子株式会社
加工装置、及び、制御方法
27日前
株式会社ダイフク
物品搬送設備
1か月前
株式会社ダイフク
物品搬送設備
1か月前
株式会社ダイヘン
負荷時タップ切換器
1か月前
マーク ヘイリー
消防ロボット
11日前
株式会社ダイフク
物品搬送設備
1か月前
アズビル株式会社
制御システムおよび制御方法
7日前
株式会社テイエルブイ
減圧弁の制御装置
13日前
アズビル株式会社
制御システムおよび制御方法
7日前
株式会社戸張空調
アクセル・ブレーキ操作装置
1か月前
三菱電機株式会社
電源回路
27日前
オムロン株式会社
安全装置
1か月前
シンフォニアテクノロジー株式会社
異常検知装置
1か月前
個人
ペダル装置、及びペダル装置を具備する自動車
22日前
ミツミ電機株式会社
電源回路および駆動回路
7日前
株式会社ダイフク
飛行体制御システム
29日前
国立大学法人東海国立大学機構
ミリング加工監視方法
20日前
株式会社日立製作所
製造工程管理システム
1か月前
株式会社FUJI
工作機械
1か月前
株式会社豊田自動織機
無人搬送車両
1か月前
株式会社アマダ
加工スケジュール設定装置
6日前
株式会社東芝
監視制御システム及び監視制御方法
28日前
日本製鉄株式会社
搬送装置及び制御装置
1日前
横河電機株式会社
プラント運転支援装置
1か月前
花王株式会社
制御方法及び製造装置
1か月前
豊田鉄工株式会社
車両用操作ペダル
1か月前
富士電機株式会社
制御装置、制御方法、及びプログラム
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ