TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025106713
公報種別
公開特許公報(A)
公開日
2025-07-16
出願番号
2024000250
出願日
2024-01-04
発明の名称
ミリング加工監視方法
出願人
国立大学法人東海国立大学機構
代理人
個人
主分類
G05B
19/4063 20060101AFI20250709BHJP(制御;調整)
要約
【課題】ミリング加工において切込み量や工具偏心などのパラメータを簡易に監視する技術を提供する。
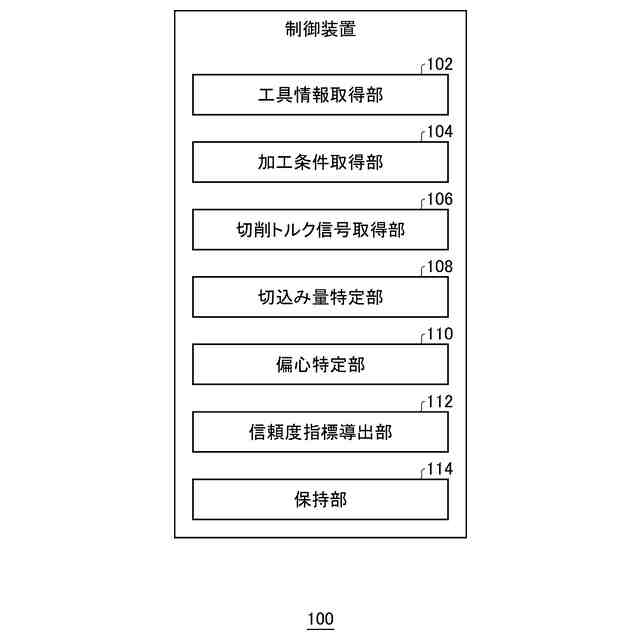
【解決手段】工具情報取得部102は、ミリング加工の開始前に工具情報を取得する。工具情報は、工具の刃数、ねじれ角、直径を含む。切削トルク信号取得部106は、ミリング加工中に切削トルクを示す信号を取得する。切込み量特定部108は、切削トルクを示す信号を周波数分析して刃先通過周波数の高調波成分を特定し、刃先通過周波数の複数の高調波成分の形状から、ノッチ周波数を特定する。切込み量特定部108は、工具情報および特定したノッチ周波数を用いて、工具の軸方向切込み量を特定する。
【選択図】図6
特許請求の範囲
【請求項1】
ミリング加工における工具と被削材の位置関係を監視する方法であって、
ミリング加工の開始前に工具情報を取得し、
ミリング加工中に切削トルクを示す信号を取得し、
切削トルクを示す信号を周波数分析して刃先通過周波数の高調波成分を特定し、
刃先通過周波数の複数の高調波成分の形状から、ノッチ周波数を特定し、
工具情報およびノッチ周波数から、工具の軸方向切込み量を特定する、
ミリング加工監視方法。
続きを表示(約 380 文字)
【請求項2】
工具情報は、工具の刃数、ねじれ角、直径を含む、
請求項1に記載のミリング加工監視方法。
【請求項3】
主軸回転速度を取得し、
刃先通過周波数の2つ以上の高調波成分の大きさの比率と位相差を特定し、
主軸回転速度、工具の軸方向切込み量、大きさの比率および位相差にもとづいて、工具が被削材に進入し、工具が被削材から退出する切削角度範囲を特定する、
請求項1に記載のミリング加工監視方法。
【請求項4】
切削角度範囲から、工具の半径方向切込み量を特定する、
請求項3に記載のミリング加工監視方法。
【請求項5】
工具の軸方向切込み量、切削角度範囲および工具回転周波数の高調波成分を用いて、工具偏心パラメータを特定する、
請求項3に記載のミリング加工監視方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ミリング加工(フライス加工)において切込み量や工具偏心などのパラメータを監視する技術に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
工作機械を用いた切削加工において生産性の低下を回避するためには、適切な切削条件を選択して機械振動を抑制する必要がある。切込み量(切込み深さ)は機械振動に影響を与えるパラメータであり、非特許文献1は、工作機械の機械構造のコンプライアンス伝達関数および比切削抵抗を用いて閉ループの特性方程式を解くことで、主軸の回転速度とびびり振動が生じない工具の限界切込み量との関係を表す安定限界線図を理論的に求める手法を開示する。
【先行技術文献】
【非特許文献】
【0003】
"切削加工におけるびびり振動の発生機構と抑制", 社本英二, 電気製鋼, 第82巻2号(2011) pp.143-155
【発明の概要】
【発明が解決しようとする課題】
【0004】
工具経路や工作物形状が単純な加工では、CAMソフトによる事前シミュレーションを用いて切込み量を監視することが可能である。しかしながら一般的な加工では工具経路や工作物形状が複雑であり、また素材の形状が不正確であるため、切込み量をリアルタイムに監視することは容易でない。
【0005】
工具の偏心は、切削加工における重要なパラメータの一つである。工具が偏心していると、加工面精度が低下するだけでなく、工具刃先に不均一な負荷がかかることで機械振動や工具損耗等の現象を招く可能性がある。現状では、工具の偏心を監視するために、変位計等の高価なセンサを取り付ける必要がある。
【0006】
本開示はこうした状況に鑑みてなされており、その目的とするところは、ミリング加工において切込み量や工具偏心などのパラメータを簡易に監視する技術を提供することにある。
【課題を解決するための手段】
【0007】
本開示のある態様は、ミリング加工における工具と被削材の位置関係を監視する方法であって、ミリング加工の開始前に工具情報を取得し、ミリング加工中に切削トルクを示す信号を取得し、切削トルクを示す信号を周波数分析して刃先通過周波数の高調波成分を特定し、刃先通過周波数の複数の高調波成分の形状からノッチ周波数を特定し、ノッチ周波数から工具の軸方向切込み量を特定する。
【0008】
なお、以上の構成要素の任意の組合せ、本開示の表現を方法、装置、システムなどの間で変換したものもまた、本開示の態様として有効である。
【図面の簡単な説明】
【0009】
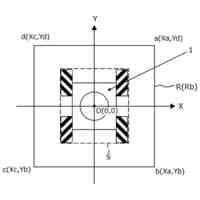
ミリング加工のモデルを示す図である。
偏心した工具の様子を示す図である。
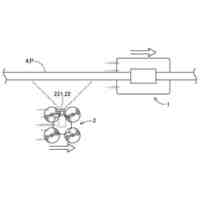
ミリング加工の様子を示す図である。
周波数領域において切削トルクをシミュレーションにより求めた例を示す。
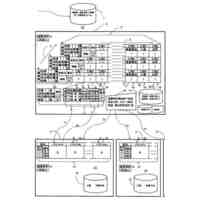
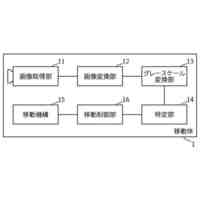
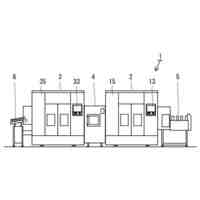
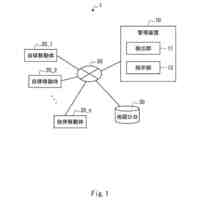
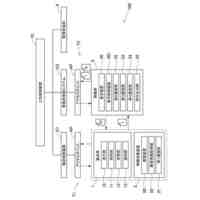
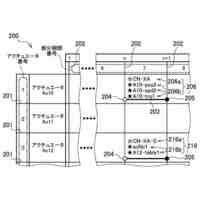
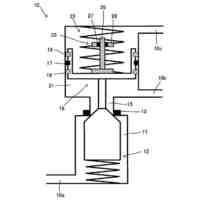
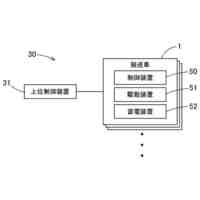
実施例の加工システムを示す図である。
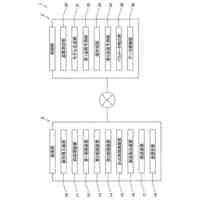
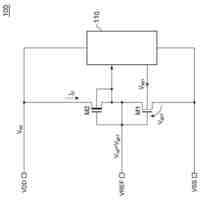
制御装置の監視機能を実現するための機能ブロックを示す図である。
(a)は、Λの振幅のシミュレーション例を示し、(b)は、G*H
s
のシミュレーション例を示し、(c)は、T
s
のシミュレーション例を示す図である。
(a)は、回転工具の切削状態を示し、(b)は、切削角度範囲を示す図である。
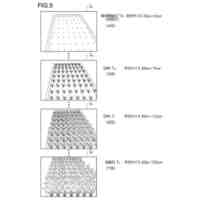
(a)は、1枚刃のエンドミルの切削角度範囲の関係を示し、(b)は、2枚刃のエンドミルの切削角度範囲の関係を示し、(c)は、4枚刃のエンドミルの切削角度範囲の関係を示す図である。
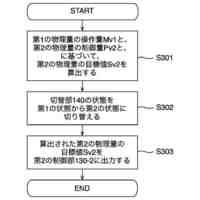
実施例のモニタリング手法のフローチャートを示す図である。
実験装置を撮影した写真を示す図である。
第1のタイプの実験の模式図を示す図である。
モニタリングされたパラメータと、計算された信頼度指標を示す図である。
信頼度指標σと、軸方向切込み量の誤差および半径方向切込み量の誤差の関係を示す図である。
第2タイプの実験の模式図を示す図である。
モニタリングされたパラメータと、計算された信頼度指標を示す図である。
第3タイプの実験の模式図を示す図である。
モニタリングされたパラメータと、計算された信頼度指標を示す図である。
【発明を実施するための形態】
【0010】
図1(a)は、ミリング加工のモデルを示す。実施例のミリング加工(フライス加工)において、回転工具はスクエアエンドミルであり、半径方向の切込み量(RDOC : Radial Depth Of Cut)をd
r
、軸方向の切込み量(ADOC : Axial Depth Of Cut)をd
a
とする。スクエアエンドミルが角速度(工具回転周波数)ω
n
で回転すると、ねじれ刃が下側から順次被削材(工作物)を切削する。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日新電機株式会社
化学蓄熱反応器
9日前
豊田合成株式会社
歩行相判定支援システム
5日前
国立大学法人東海国立大学機構
銅運搬タンパク質融合チロシナーゼを含む組成物
1日前
国立大学法人東海国立大学機構
超伝導デバイス、超伝導電磁石、及び超伝導デバイスの製造方法
1日前
国立大学法人東海国立大学機構
画像処理装置、画像処理方法、および、コンピュータプログラム
1日前
国立大学法人東海国立大学機構
進行性核上性麻痺の治療
1日前
国立大学法人東海国立大学機構
情報処理装置、情報処理システム、情報処理方法、および、コンピュータプログラム
5日前
国立大学法人東海国立大学機構
骨形成異常に関する判定を行うシステム、プログラムおよび方法ならびに学習済みモデルの生成方法
1日前
不二サッシ株式会社
床加速度の測定システムおよび測定方法
1日前
国立大学法人 東京大学
crRNA、タイプI CRISPR-Casシステム、標的DNAを編集する方法、標的DNAが編集された細胞を製造する方法、標的DNAを検出する方法、及びキット
5日前
個人
生産早送り装置
1か月前
株式会社豊田自動織機
産業車両
1か月前
株式会社FUJI
工作機械
3か月前
株式会社カネカ
製造システム
1か月前
株式会社ダイヘン
移動体
3か月前
オムロン株式会社
スレーブ装置
9日前
株式会社FUJI
加工機械ライン
2か月前
株式会社熊谷組
障害物の検出方法
今日
ローム株式会社
基準電圧源
1か月前
愛知製鋼株式会社
車両用システム
1か月前
個人
作業車両自動化システム
2か月前
愛知製鋼株式会社
目標軌跡の設定方法
2か月前
ローム株式会社
半導体集積回路
4か月前
豊田合成株式会社
機器制御装置
5日前
トヨタ自動車株式会社
生産管理システム
2か月前
株式会社ダイフク
搬送設備
2か月前
トヨタ自動車株式会社
移動制御システム
1か月前
株式会社ダイフク
搬送設備
3か月前
株式会社ダイフク
搬送設備
1か月前
株式会社ダイフク
搬送設備
19日前
三栄ハイテックス株式会社
基準電圧回路
4か月前
株式会社鷺宮製作所
制御装置
3か月前
株式会社オプトン
制御プログラム生成装置
3か月前
トヨタ自動車株式会社
減圧弁
2か月前
キヤノン電子株式会社
加工装置、及び、制御方法
3か月前
株式会社ダイフク
物品搬送設備
19日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ