TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025070349
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2023180591
出願日
2023-10-19
発明の名称
複層塗膜形成方法
出願人
関西ペイント株式会社
,
トヨタ自動車株式会社
代理人
弁理士法人三枝国際特許事務所
主分類
B05D
1/36 20060101AFI20250424BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】仕上がり外観及び光輝性に優れた複層塗膜を得ることができる複層塗膜形成方法を提供すること。
【解決手段】水性ベース塗料(X)は、シェルの酸価が90~100mgKOH/gのコアシェル構造を有する水酸基含有アクリル樹脂粒子(X1)、シェルの酸価が110~120mgKOH/gのコアシェル構造を有する水酸基含有アクリル樹脂粒子(X2)、及び、会合型増粘剤(X3)を含み、
前記水酸基含有アクリル樹脂粒子(X1)及び前記水酸基含有アクリル樹脂粒子(X2)の含有割合が、水酸基含有アクリル樹脂粒子(X1)/水酸基含有アクリル樹脂粒子(X2)の質量比で、70/30~30/70である。光輝性顔料分散体(Y)は鱗片状アルミニウム顔料(Y1)、セルロース系粘性調整剤(Y2)、表面調整剤(Y3)及び水を含有し、かつ固形分含有率が2~6質量%の範囲内であり、光輝性塗膜の硬化後の膜厚が、0.5~1.5μmである。
【選択図】なし
特許請求の範囲
【請求項1】
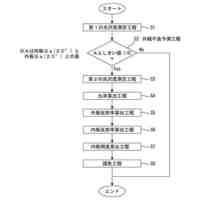
工程(1):プラスチック成形品上に水性プライマー塗料(W)を塗装して、未硬化のプライマー塗膜を形成する工程、
工程(2):前記未硬化のプライマー塗膜をプレヒート処理するプレヒート工程、
工程(3):前記プレヒート処理されたプライマー塗膜上に、水性ベース塗料(X)を塗装して、未硬化のベース塗膜を形成する工程、
工程(4):前記未硬化のベース塗膜上に光輝性顔料分散体(Y)を塗装して、未硬化の光輝性塗膜を形成する工程、
工程(5):前記未硬化のベース塗膜及び前記未硬化の光輝性塗膜をプレヒート処理するプレヒート工程、
工程(6):前記プレヒート処理された光輝性塗膜上にクリヤー塗料(Z)を塗装して、未硬化のクリヤー塗膜を形成する工程、
工程(7):前記プレヒート処理されたプライマー塗膜、ベース塗膜及び光輝性塗膜、並びに、前記未硬化のクリヤー塗膜を110~130℃の範囲内の温度で加熱して同時に硬化させる工程、を順次行う複層塗膜形成方法であって、
前記水性ベース塗料(X)が、シェルの酸価が90~100mgKOH/gのコアシェル構造を有する水酸基含有アクリル樹脂粒子(X1)、シェルの酸価が110~120mgKOH/gのコアシェル構造を有する水酸基含有アクリル樹脂粒子(X2)、及び、会合型増粘剤(X3)を含み、
前記水酸基含有アクリル樹脂粒子(X1)及び前記水酸基含有アクリル樹脂粒子(X2)の含有割合が、水酸基含有アクリル樹脂粒子(X1)/水酸基含有アクリル樹脂粒子(X2)の質量比で、70/30~30/70であり、
前記光輝性顔料分散体(Y)が、鱗片状アルミニウム顔料(Y1)、セルロース系粘性調整剤(Y2)、表面調整剤(Y3)及び水を含有し、かつ固形分含有率が2~6質量%の範囲内であり、
前記光輝性塗膜の硬化後の膜厚が、0.5~1.5μmである、複層塗膜形成方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複層塗膜形成方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
一般に、各種の被塗装物に塗料を塗装して形成される塗膜には、被塗装物を保護するとともに、その外観に意匠性(美観)を与え得ることが求められている。特に、自動車の外板やバンパーに塗装される上塗り塗料には、高い質感と意匠性を有する上塗り塗膜を形成できることが求められる。
【0003】
例えば、高級な意匠感をもつ上塗り塗膜として近年主流となっているメタリック塗色の複層塗膜は、上塗り塗料として、高い光輝性を得るための光輝性顔料を含む光輝性ベース塗料及び透明なクリア塗料を使用して形成される。なお、光輝性が高い塗膜は、光沢が高く、さらに、光輝性顔料が塗膜中に比較的均一に存在して、メタリックムラがほとんど見られない塗膜である。
【0004】
通常、光輝性顔料には、金属性の光沢を有するアルミニウムフレーク顔料が使用される。一般に、これらのメタリック塗色の複層塗膜は、被塗物上に、ベース塗料、光輝性顔料を含有する光輝性ベース塗料及びクリア塗料をウェット・オン・ウェットで順次塗装し、次いで、得られる未硬化塗膜を1回の焼付処理で硬化させることにより形成される。
【0005】
例えば、特許文献1には、(A)平均粒子径D50が13~40μm、平均厚さが0.4~2.5μmのアルミニウム顔料および(B)平均粒子径D50が4~30μm、平均厚さが0.02~0.4μm未満のアルミニウム顔料を含み、アルミニウム顔料(A)と(B)との固形分質量比(A/B)が90/10~10/90であり、樹脂固形分100質量部に対してアルミニウム顔料(A)と(B)との合計固形分質量(A+B)が5~50質量部である第1ベースのメタリック塗料、微小鱗片状顔料、または微小鱗片状顔料及びアルミニウム顔料(C)を配合してなる第2ベースの光輝性塗料、およびクリヤー塗料を順次塗装し、焼付け硬化させることを特徴とする、金属調光輝性塗膜形成方法により、下地隠蔽性に優れかつ高度の真珠光沢と金属光沢を併せ持つ光輝感ならびに立体的な光輝感を得る塗膜形成方法を提供することができることが記載されている。
【0006】
しかしながら、特許文献1に記載の方法では、第2ベースの光輝性塗料により形成される塗膜の膜厚が比較的厚く、金属光沢が不十分であった。
【0007】
特許文献2には、下記の工程(1)~(5):(1)被塗物上に、着色塗料(W)を塗装し、加熱して着色塗膜を形成する工程、(2)工程(1)で形成される着色塗膜上に、ベース塗料(X)を塗装してベース塗膜を形成する工程、(3)工程(2)で形成されるベース塗膜上に、光輝性顔料分散体(Y)を塗装して光輝性塗膜を形成する工程、(4)工程(3)で形成される光輝性塗膜上に、クリヤー塗料(Z)を塗装してクリヤー塗膜を形成する工程、及び(5)工程(2)~(4)で形成された未硬化のベース塗膜、未硬化の光輝性塗膜及び未硬化のクリヤー塗膜を加熱することによって、これら3つの塗膜を同時に硬化させる工程、を順次行うことにより複層塗膜を形成する方法であって、光輝性顔料分散体(Y)が、水、表面調整剤(A)、鱗片状光輝性顔料(B)及び粘性調整剤(C)を含有し、且つ固形分含有率が0.5~10質量%である複層塗膜形成方法により、優れた金属調光沢を呈する複層塗膜を得ることが出来ることが記載されている。
【0008】
特許文献2に記載の方法では、優れた金属調光沢を得ることができるが、光輝性顔料分散体(Y)の固形分含有率が低いため、タレが生じてしまう場合があった。
【0009】
さらに、自動車塗装等の分野においては、形成された塗膜の仕上がり肌がその商品性に大きく影響することから、仕上がり肌が良好、かつ、意匠性の高い複層塗膜を形成することができる塗膜形成方法の開発を行っていくことが必要である。
【0010】
また、プラスチック成型品を素材として用いているバンパーでは、外板と異なり、比較的低温にて焼き付け処理を行い、塗膜を硬化させる必要がある。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
被膜形成方法
21日前
菊水化学工業株式会社
塗装方法
1か月前
ベック株式会社
装飾被膜の形成方法
1か月前
中外炉工業株式会社
塗布装置
29日前
東レエンジニアリング株式会社
塗布装置
16日前
兵神装備株式会社
塗布検査システム
1か月前
富士合成株式会社
スラッジ回収構造
1か月前
株式会社吉野工業所
トリガー式吐出器
1か月前
株式会社マキタ
グリース吐出装置
7日前
トヨタ自動車東日本株式会社
塗料調色方法
1か月前
日本リグランド株式会社
流体散布ユニット
1か月前
株式会社吉野工業所
液体噴出器
1か月前
個人
ホースやノズルの長尺部の挟持具
28日前
株式会社リコー
液滴吐出装置及び液滴吐出方法
1か月前
菊水化学工業株式会社
塗装方法
今日
株式会社リコー
液体塗布装置及びキャッピング方法
1か月前
株式会社カネカ
積層体の製造方法、及び成形体の製造方法
6日前
株式会社JVCケンウッド
噴霧装置、及び噴霧方法
今日
トヨタ自動車株式会社
集電箔の製造方法
22日前
株式会社リコー
液体吐出装置及び液体吐出方法
1か月前
セイコーエプソン株式会社
液体噴射装置
1か月前
アスザック株式会社
塗液回収器およびスピンコーター
1か月前
トヨタ自動車株式会社
集電箔の製造方法
22日前
株式会社不二越
塗布装置
1か月前
株式会社ディスコ
被覆装置
21日前
旭サナック株式会社
塗装装置
1か月前
株式会社SUBARU
塗布装置
1か月前
カシオ計算機株式会社
塗布装置、塗布方法及びプログラム
1か月前
太平洋セメント株式会社
流体ノズル
1か月前
太平洋セメント株式会社
流体ノズル
29日前
株式会社エフコンサルタント
表面仕上げ方法及び再表面仕上げ方法
1か月前
株式会社吉野工業所
トリガー式液体噴出器
1か月前
三菱重工業株式会社
シール塗布方法
2か月前
ハンファ精密機械株式会社
ディスペンサ
14日前
株式会社吉野工業所
トリガー式液体噴出器
1か月前
日本サンダイン株式会社
自動車内装用貼付品の製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ