TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025042558
公報種別
公開特許公報(A)
公開日
2025-03-27
出願番号
2023149661
出願日
2023-09-14
発明の名称
自動車内装用貼付品の製造方法
出願人
日本サンダイン株式会社
代理人
個人
,
個人
主分類
B05D
3/00 20060101AFI20250319BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】一液水性粘着剤を用いて自動車内装用貼付品を製造する場合に十分な製品品質を確保することが可能な自動車内装用貼付品の製造方法の提供。
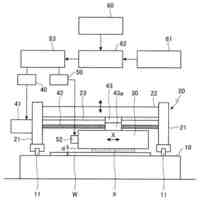
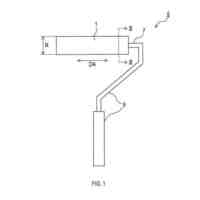
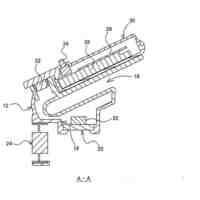
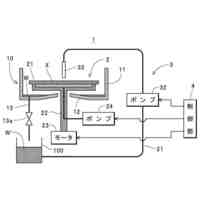
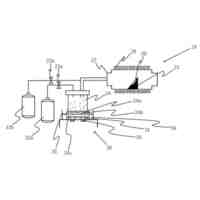
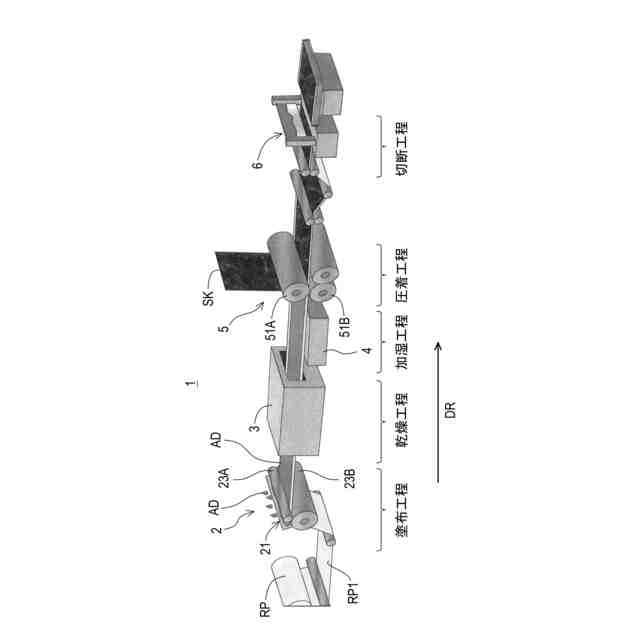
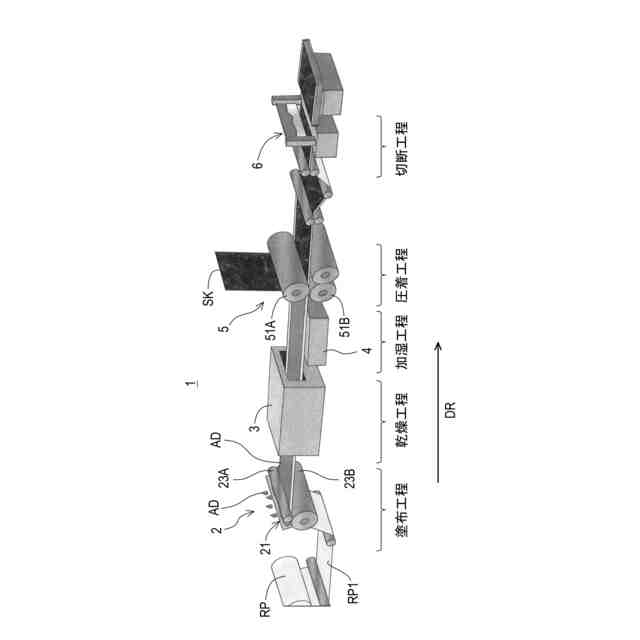
【解決手段】自動車内装用貼付品の製造方法は、一液水性粘着剤ADを離型紙RPの粘着剤塗布面RP1に塗布する塗布工程と、粘着剤塗布面RP1に塗布された一液水性粘着剤ADを乾燥炉3で乾燥させる乾燥工程とを備える。乾燥炉3は、離型紙RPの搬送路35と、搬送される離型紙RPの粘着剤塗布面RP1に温風を送風する送風機33A,33Bとを有する。搬送路35における離型紙RPの搬送速度は、溶剤型粘着剤が塗布された離型紙が搬送路35を介して搬送される場合の速度に比べて遅く設定される。送風機33A,33Bによって送風される温風温度は、溶剤型粘着剤を乾燥させる場合に送風機33A,33Bによって送風される温風温度に比べて高く設定される。
【選択図】図1
特許請求の範囲
【請求項1】
自動車内装用貼付品の製造方法であって、
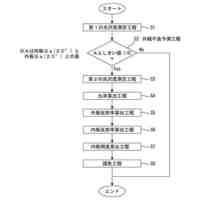
一液水性粘着剤を離型紙の粘着剤塗布面に塗布する塗布工程と、
前記塗布工程において前記粘着剤塗布面に塗布された前記一液水性粘着剤を乾燥炉で乾燥させる乾燥工程と、
を備え、
前記乾燥炉は、前記離型紙を搬送するための搬送路と、前記搬送路を介して搬送される前記離型紙の前記粘着剤塗布面に温風を送風する送風部とを有し、
前記搬送路における前記離型紙の搬送速度は、溶剤型粘着剤が塗布された離型紙が前記搬送路を介して搬送される場合の搬送速度よりも遅く設定され、
前記送風部によって送風される温風温度は、前記溶剤型粘着剤を乾燥させる場合に前記送風部によって送風される温風温度よりも高く設定されることを特徴とする自動車内装用貼付品の製造方法。
続きを表示(約 340 文字)
【請求項2】
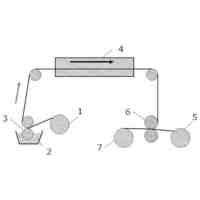
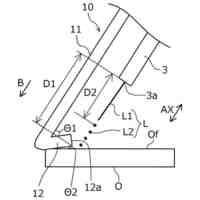
前記乾燥工程後において、前記粘着剤塗布面と表皮裏面とを面接触させた状態で一対のヒートローラーに通し、もって前記表皮裏面を前記粘着剤塗布面に圧着させる圧着工程を更に備えることを特徴とする請求項1に記載の自動車内装用貼付品の製造方法。
【請求項3】
前記乾燥工程後且つ前記圧着工程前において、前記離型紙のうち前記粘着剤塗布面とは反対側の面を加湿する加湿工程を更に備えることを特徴とする請求項2に記載の自動車内装用貼付品の製造方法。
【請求項4】
前記塗布工程前において、前記一液水性粘着剤は、粘着剤格納槽に格納された状態で継続的に撹拌されていることを特徴とする請求項1から3の何れかに記載の自動車内装用貼付品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、一液水性粘着剤を用いた自動車内装用貼付品の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、粘着剤を液状にして塗布する方法としては、有機溶剤に粘着剤を溶解する溶剤系方式が知られている。溶剤型粘着剤は、多種多様な添加剤を配合しやすく、高性能を発揮しやすいといった点から幅広く使用されてきた。しかしながら、環境性を考慮し、有機溶剤に溶解する代わりに水媒体中に乳化するエマルジョン方式に移行する動きが見られている。
【0003】
例えば、特許文献1では、粘着付与剤樹脂エマルジョンを含有するベースポリマーから構成された水性粘着剤組成物が提案されている。特許文献1においては、粘着付与剤樹脂エマルジョンが水性粘着剤組成物に含まれることで、水性粘着剤組成物は、優れた耐湿粘着性、耐熱性を有することが示されている。
【先行技術文献】
【特許文献】
【0004】
特開2007-126546号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本願の出願人は、固形分を多く含有する一液水性粘着剤を用いて、自動車内装用貼付品の製造を検討した。
【0006】
しかしながら、上述した一液水性粘着剤は、溶剤を含有しないため、揮発する成分が少なく、固形分が多いため、糊層が固くなるという問題がある。そのため、従来の溶剤型粘着剤による自動車内装用貼付品と同一の製造方法で一液水性粘着剤による自動車内装用貼付品を製造したとしても、同等の製品品質を確保することが困難であった。
【0007】
そこで、本発明は、一液水性粘着剤を用いて自動車内装用貼付品を製造する場合に十分な製品品質を確保することが可能な自動車内装用貼付品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明は、自動車内装用貼付品の製造方法であって、一液水性粘着剤を離型紙の粘着剤塗布面に塗布する塗布工程と、前記塗布工程において前記粘着剤塗布面に塗布された前記水性粘着剤を乾燥炉で乾燥させる乾燥工程と、を備え、前記乾燥炉は、前記離型紙を搬送するための搬送路と、前記搬送路を介して搬送される前記離型紙の前記粘着剤塗布面に温風を送風する送風部とを有し、前記搬送路における前記離型紙の搬送速度は、溶剤型粘着剤が塗布された離型紙が前記搬送路を介して搬送される場合の搬送速度よりも遅く設定され、前記送風部によって送風される温風温度は、前記溶剤型粘着剤を乾燥させる場合に前記送風部によって送風される温風温度よりも高く設定されることを特徴とする自動車内装用貼付品の製造方法を提供している。
【0009】
ここで、前記乾燥工程後において、前記粘着剤塗布面と表皮裏面とを面接触させた状態で一対のヒートローラーに通し、もって前記表皮裏面を前記粘着剤塗布面に圧着させる圧着工程を更に備えるのが好ましい。
【0010】
また、前記乾燥工程後且つ前記圧着工程前において、前記離型紙のうち前記粘着剤塗布面とは反対側の面を加湿する加湿工程を更に備えるのが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
被膜形成方法
1か月前
中外炉工業株式会社
塗布装置
1か月前
ベック株式会社
装飾被膜の形成方法
1か月前
東レエンジニアリング株式会社
塗布装置
1か月前
株式会社マキタ
グリース吐出装置
24日前
トヨタ自動車東日本株式会社
塗料調色方法
1か月前
個人
ホースやノズルの長尺部の挟持具
1か月前
ヤマホ工業株式会社
液体散布杆
12日前
株式会社リコー
液滴吐出装置及び液滴吐出方法
1か月前
菊水化学工業株式会社
塗装方法
17日前
株式会社JVCケンウッド
噴霧装置、及び噴霧方法
17日前
株式会社カネカ
積層体の製造方法、及び成形体の製造方法
23日前
株式会社リコー
液体塗布装置及びキャッピング方法
1か月前
株式会社カーメイト
超音波型ミスト発生装置
9日前
トヨタ自動車株式会社
集電箔の製造方法
1か月前
トヨタ自動車株式会社
集電箔の製造方法
1か月前
セイコーエプソン株式会社
液体噴射装置
1か月前
アスザック株式会社
塗液回収器およびスピンコーター
1か月前
株式会社リコー
液体吐出装置及び液体吐出方法
2か月前
個人
噴射ノズル
5日前
株式会社ディスコ
被覆装置
1か月前
株式会社SUBARU
塗布装置
2か月前
旭サナック株式会社
塗装装置
1か月前
デンカ株式会社
吹付ノズル及び吹付システム
10日前
カシオ計算機株式会社
塗布装置、塗布方法及びプログラム
1か月前
株式会社エフコンサルタント
表面仕上げ方法及び再表面仕上げ方法
1か月前
太平洋セメント株式会社
流体ノズル
1か月前
太平洋セメント株式会社
流体ノズル
1か月前
株式会社吉野工業所
トリガー式液体噴出器
1か月前
Patentix株式会社
霧化装置及び製膜装置。
1か月前
日本サンダイン株式会社
自動車内装用貼付品の製造方法
1か月前
ハンファ精密機械株式会社
ディスペンサ
6日前
株式会社吉野工業所
トリガー式液体噴出器
10日前
株式会社吉野工業所
トリガー式液体噴出器
10日前
株式会社吉野工業所
トリガー式液体噴出器
1か月前
ハンファ精密機械株式会社
ディスペンサ
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ