TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025045969
公報種別
公開特許公報(A)
公開日
2025-04-02
出願番号
2023154076
出願日
2023-09-21
発明の名称
表面仕上げ方法及び再表面仕上げ方法
出願人
株式会社エフコンサルタント
代理人
主分類
B05D
1/28 20060101AFI20250326BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】本発明は、凹凸模様の表面仕上げを簡便に施すことができる方法を提供する。
【解決手段】本発明の表面仕上げ方法は、特定の多孔質ローラーを転動させることにより、簡便に基礎凹凸を付与することができ、次いで表面仕上げを簡便に施すことができる。
【選択図】図2
特許請求の範囲
【請求項1】
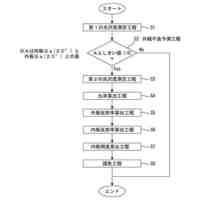
(1)基材に対し、装飾塗材を塗付する工程、
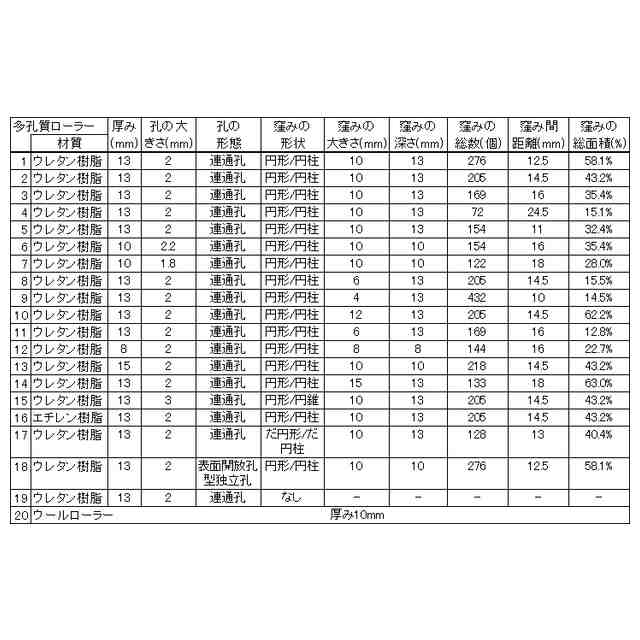
(2)前記装飾塗材が未乾燥状態のうちに、芯材の周囲に多孔質層を有し、該多孔質層の表面は、独立した窪みを複数有し、窪み一つの大きさは2mm以上30mm以下、深さは3mm以上である多孔質ローラーを、装飾塗材表面で転動させ、装飾塗材表面に基礎凹凸を付与する工程、
(3)工程(2)の後、鏝、刷毛、箆、ローラーから選ばれる1種以上の表面仕上げ用器具を用いて、表面仕上げを施す工程、
を含むことを特徴とする表面仕上げ方法。
続きを表示(約 260 文字)
【請求項2】
(1´)基材に対し、装飾塗材を塗付し、表面仕上げを施す工程、
(2)前記装飾塗材が未乾燥状態のうちに、芯材の周囲に多孔質層を有し、該多孔質層の表面は、独立した窪みを複数有し、窪み一つの大きさは2mm以上30mm以下、深さは3mm以上である多孔質ローラーを、装飾塗材表面で転動させ、装飾塗材表面に基礎凹凸を付与する工程、
(3)工程(2)の後、鏝、刷毛、箆、ローラーから選ばれる1種以上の表面仕上げ用器具を用いて、再度表面仕上げを施す工程、
を含むことを特徴とする再表面仕上げ方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、新規な表面仕上げ方法及び再表面仕上げ方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
一般に、建築物や土木構築物等の表面において、その美観性を高めるために各種装飾塗材が塗装されており、例えば、凹凸模様を形成する表面仕上げ等が行われる。
【先行技術文献】
【特許文献】
【0003】
特開2023-104869号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
例えば、特許文献1では、塗材仕上げ組成物を塗付した後、塗付面の凸部を押さえて表面を仕上げる方法が記載されている。
このような方法では、まず塗材仕上げ組成物を塗付して基礎凹凸を付与した後、表面仕上げを施す方法がとられている。
【0005】
しかし、基礎凹凸が不十分であったり、また表面仕上げが満足のいくものでなかった場合、再度基礎凹凸を施す必要があるが、この場合一旦塗材を掻き取り、再度塗材を塗付して基礎凹凸を付与するなど、非常に面倒な工程が必要である。
【課題を解決するための手段】
【0006】
本発明はこのような課題に鑑みなされたもので、特定の多孔質ローラーを転動させるだけで基礎凹凸を簡便に付与することができ、さらにその後の表面仕上げを簡便に施すことができることを見出し、本発明の完成に至った。
【0007】
すなわち、本発明は、下記の特徴を有するものである。
1.(1)基材に対し、装飾塗材を塗付する工程、
(2)前記装飾塗材が未乾燥状態のうちに、芯材の周囲に多孔質層を有し、該多孔質層の表面は、独立した窪みを複数有し、窪み一つの大きさは2mm以上30mm以下、深さは3mm以上である多孔質ローラーを、装飾塗材表面で転動させ、装飾塗材表面に基礎凹凸を付与する工程、
(3)工程(2)の後、鏝、刷毛、箆、ローラーから選ばれる1種以上の表面仕上げ用器具 を用いて、表面仕上げを施す工程、
を含むことを特徴とする表面仕上げ方法。
2.(1´)基材に対し、装飾塗材を塗付し、表面仕上げを施す工程、
(2)前記装飾塗材が未乾燥状態のうちに、芯材の周囲に多孔質層を有し、該多孔質層の表面は、独立した窪みを複数有し、窪み一つの大きさは2mm以上30mm以下、深さは3mm以上である多孔質ローラーを、装飾塗材表面で転動させ、装飾塗材表面に基礎凹凸を付与する工程、
(3)工程(2)の後、鏝、刷毛、箆、ローラーから選ばれる1種以上の表面仕上げ用器具 を用いて、再度表面仕上げを施す工程、
を含むことを特徴とする再表面仕上げ方法。
【発明の効果】
【0008】
本発明の表面仕上げ方法は、凹凸模様の表面仕上げを簡便に施すことができる。
【図面の簡単な説明】
【0009】
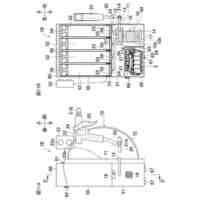
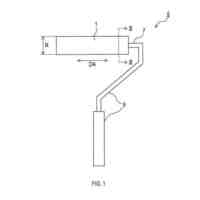
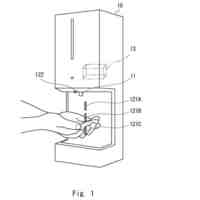
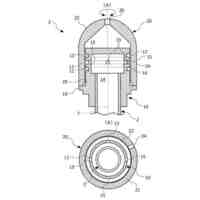
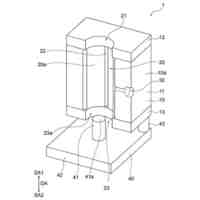
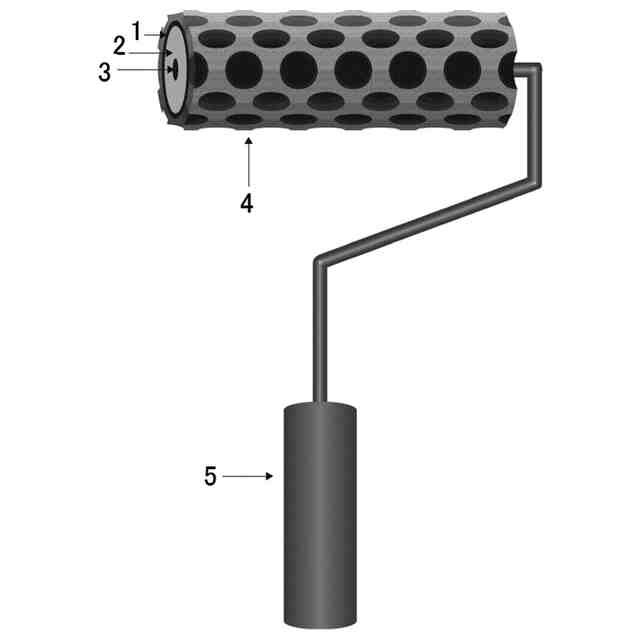
本発明で使用する多孔質ローラーの一例である。
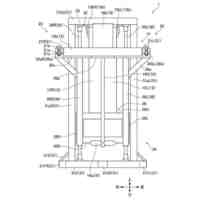
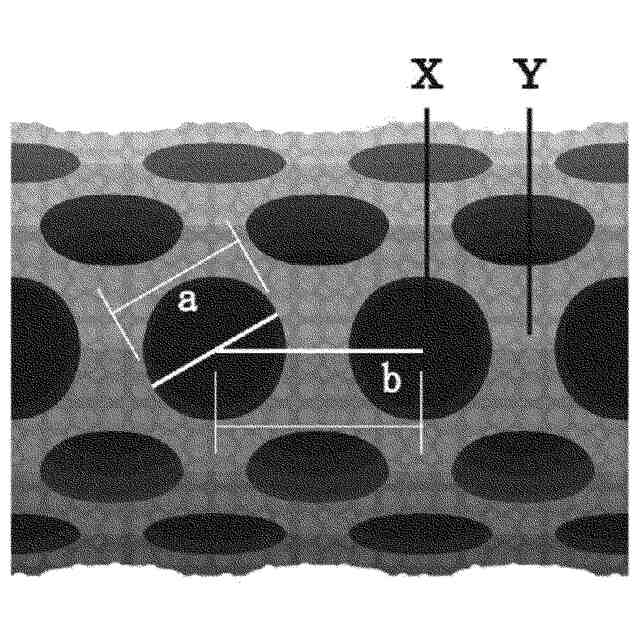
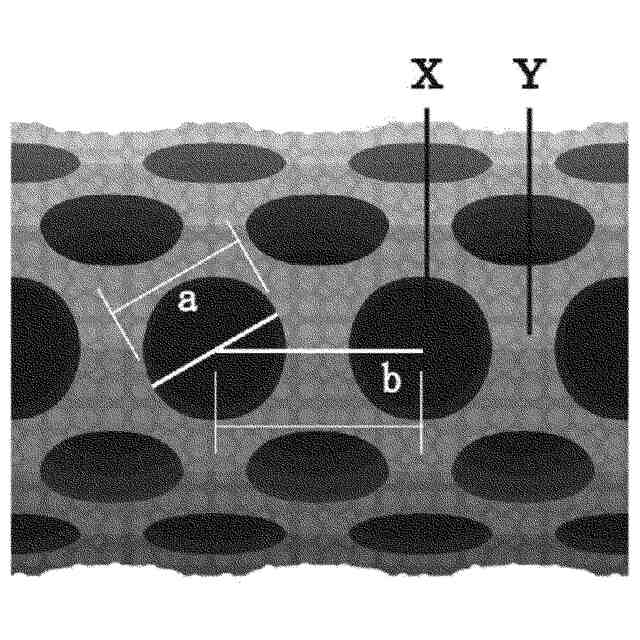
図1の多孔質層表面の拡大図である。
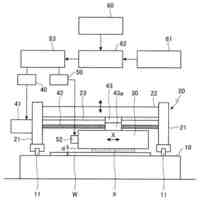
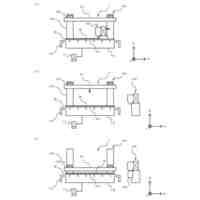
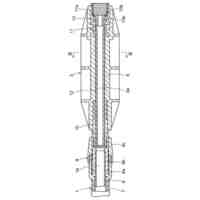
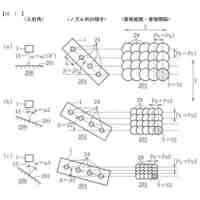
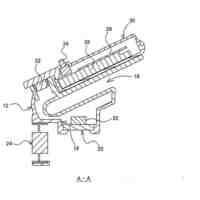
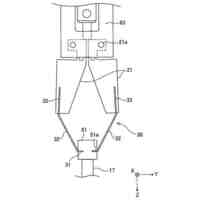
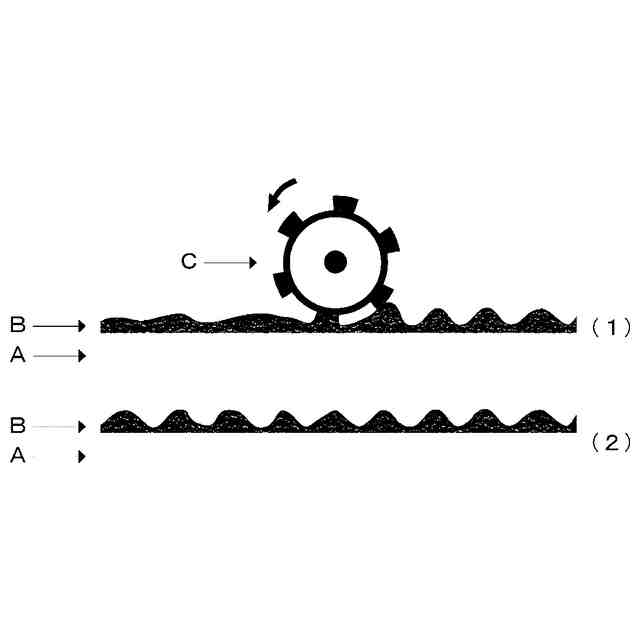
本発明の工程(2)における断面図の一例である。(多孔質ローラー転動時(1)、転動後(2))
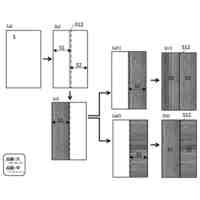
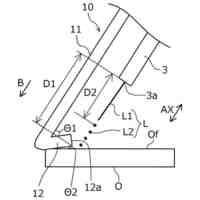
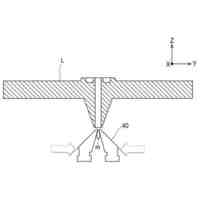
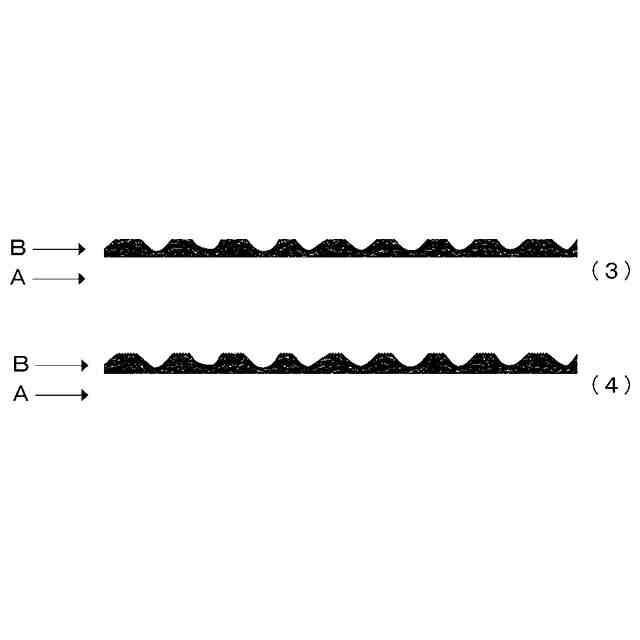
本発明の工程(3)の表面仕上げの断面図の一例である。
【符号の説明】
【0010】
1 :芯材
2 :補強材
3 :ハンドル軸
4 :多孔質層
5 :ハンドル
X :窪み
Y :孔
a :窪みの大きさ
b :窪み間距離
A :基材
B :装飾塗材
C :多孔質ローラー
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
被膜形成方法
16日前
ベック株式会社
被膜形成方法
2か月前
ベック株式会社
被膜形成方法
16日前
中外炉工業株式会社
塗布装置
2か月前
ベック株式会社
装飾被膜の形成方法
3か月前
プルガティオ株式会社
噴霧装置
今日
プルガティオ株式会社
噴霧装置
今日
プルガティオ株式会社
噴霧装置
今日
東レエンジニアリング株式会社
塗布装置
2か月前
株式会社マキタ
グリース吐出装置
2か月前
株式会社大関
塗装用ローラとその製造方法
13日前
トヨタ自動車東日本株式会社
塗料調色方法
2か月前
ヤマホ工業株式会社
液体散布杆
1か月前
個人
ホースやノズルの長尺部の挟持具
2か月前
リンテック株式会社
機能性層の製造方法
29日前
株式会社リコー
液滴吐出装置及び液滴吐出方法
3か月前
ライオン株式会社
吐出用器具
15日前
ライオン株式会社
吐出用器具
15日前
菊水化学工業株式会社
塗装方法
1か月前
株式会社リコー
液体塗布装置及びキャッピング方法
3か月前
株式会社JVCケンウッド
噴霧装置、及び噴霧方法
1か月前
株式会社IEC
補助装置
26日前
株式会社カーメイト
超音波型ミスト発生装置
1か月前
株式会社カネカ
積層体の製造方法、及び成形体の製造方法
2か月前
セイコーエプソン株式会社
液体噴射装置
3か月前
トヨタ自動車株式会社
集電箔の製造方法
2か月前
アスザック株式会社
塗液回収器およびスピンコーター
3か月前
トヨタ自動車株式会社
集電箔の製造方法
2か月前
株式会社ディスコ
被覆装置
2か月前
個人
噴射ノズル
1か月前
株式会社IEC
塗料供給装置
26日前
株式会社リコー
液体吐出部、印刷装置、印刷方法
21日前
株式会社リコー
液体吐出ヘッド及び液体を吐出する装置
1か月前
株式会社スリーボンド
掻き取り装置
6日前
ナブテスコ株式会社
塗布装置及び塗布方法
14日前
株式会社SBヤード
塗装ブースの改造方法及び塗装ブース
今日
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ