TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025068103
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2025026569,2021071072
出願日
2025-02-21,2021-04-20
発明の名称
樹脂成型品及び樹脂成型品の製造方法
出願人
ブラザー工業株式会社
代理人
主分類
B29C
33/42 20060101AFI20250417BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】刻印する文字等の輪郭に沿って特定の領域を設けることなく、刻印内容の視認性を向上できる樹脂成型品及び樹脂成型品の製造方法を提供する。
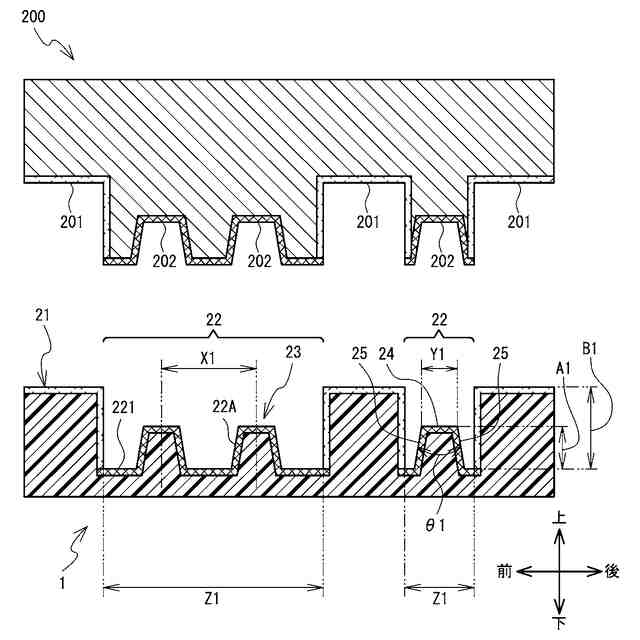
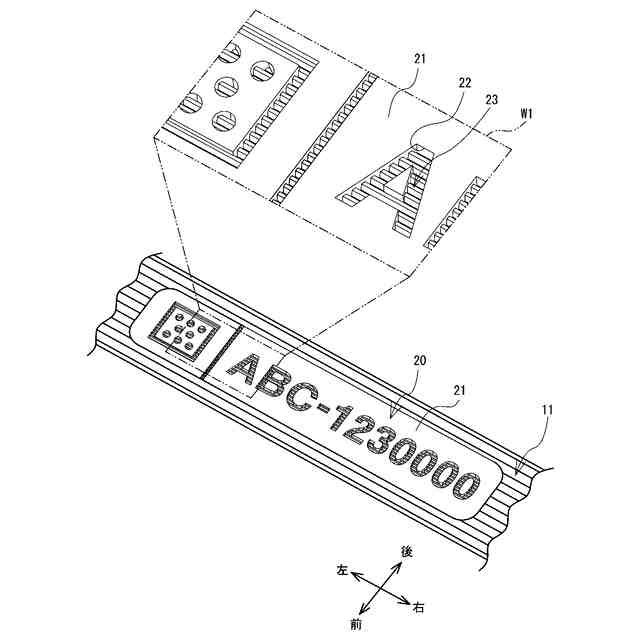
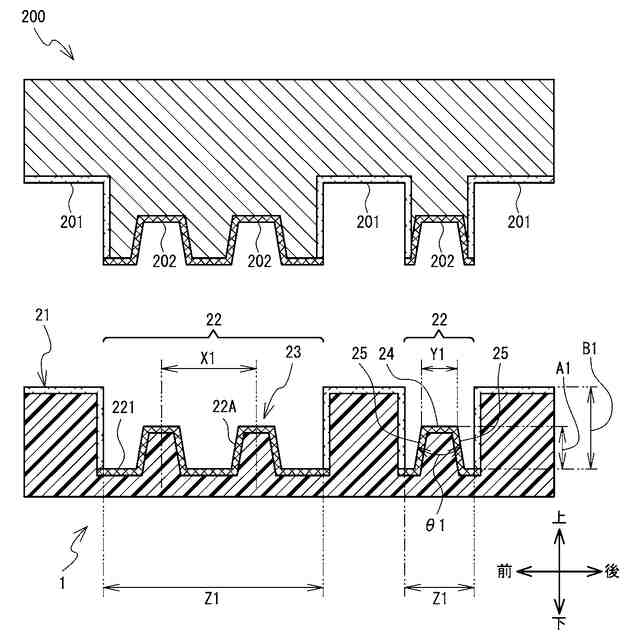
【解決手段】樹脂成型品1の第一表面21には、表示マークが表示する文字、記号、図形等の輪郭を形成する凹部22が設けられる。凹部22の内側には、複数の凸部23が設けられる。凸部高さA1は、凹部深さB1よりも短い。第一表面21の表面粗さは、凹部22の底部221及び凸部23を含む第二表面22Aの表面粗さよりも大きい。
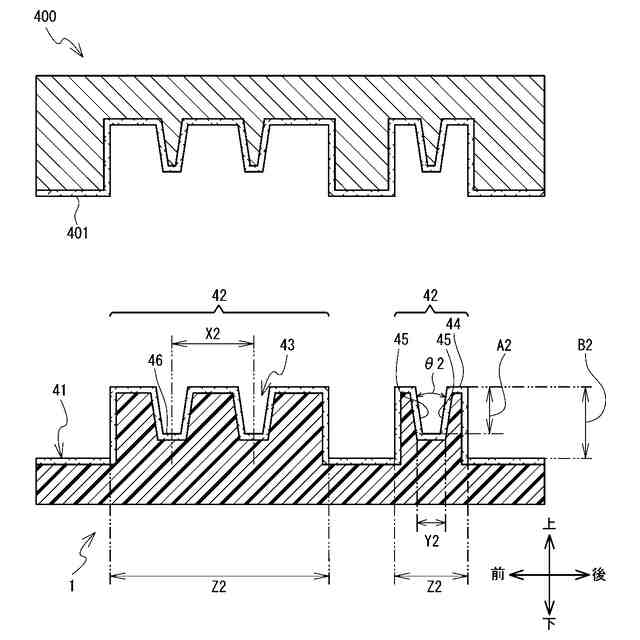
【選択図】図4
特許請求の範囲
【請求項1】
表示マークが設けられる樹脂成型品であって、
樹脂成型品の第一表面に対して窪み、前記表示マークの輪郭を形成する凹部と、
前記凹部の内側に形成される凸部と
を備え、
前記凹部の深さ方向において、前記凹部の底部と前記凸部の頂部との間の長さは、前記底部と前記第一表面との間の長さよりも短く、
前記第一表面の表面粗さは、前記凹部の前記底部及び前記凸部を含む第二表面の表面粗さよりも大きい
ことを特徴とする樹脂成型品。
続きを表示(約 1,300 文字)
【請求項2】
前記第一表面の表面粗さは、Ra0.5μm以上であり、
前記第二表面の表面粗さは、Ra0.2μm以下である
ことを特徴とする請求項1に記載の樹脂成型品。
【請求項3】
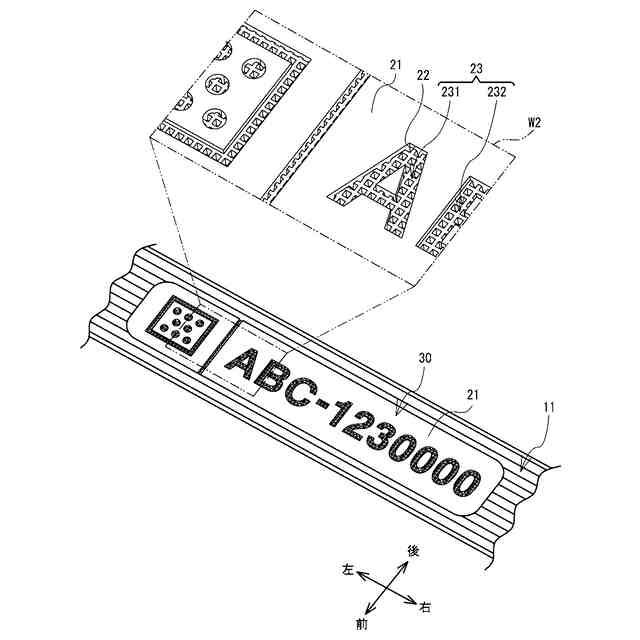
前記凸部は、第一凸部及び前記第一凸部に隣接する第二凸部とを含み、前記第一凸部と前記第二凸部とは、縞状又は格子状に配置され、
前記第一凸部の前記頂部と前記第二凸部の前記頂部との間の長さは、0.1mmよりも長く1.0mm未満であることを特徴とする請求項1又は2に記載の樹脂成型品。
【請求項4】
前記凸部の前記頂部の幅は、0mm以上1.0mm未満であることを特徴とする請求項1から3のいずれかに記載の樹脂成型品。
【請求項5】
前記凸部を前記凹部の深さ方向に沿って切断した切断面において、前記凹部の前記底部と前記凸部の前記頂部とを連結する前記凸部の側面同士がなす角度は、0度以上90度以下であることを特徴とする請求項1から4のいずれかに記載の樹脂成型品。
【請求項6】
前記凹部の前記底部と前記凸部の前記頂部との間の長さは、0.15mmよりも長いことを特徴とする請求項1から5のいずれかに記載の樹脂成型品。
【請求項7】
表示マークが設けられる樹脂成型品であって、
樹脂成型品の第一表面に対して窪み、前記表示マークの輪郭を形成する凹部と、
前記凹部の内側に形成される凸部と
を備え、
前記凹部の深さ方向において、前記凹部の底部と前記凸部の頂部との間の長さは、前記底部と前記第一表面との間の長さよりも短く、
前記凸部の前記頂部の幅は、0mm以上1.0mm未満であり、
前記凸部を前記凹部の深さ方向に沿って切断した切断面において、前記凸部と前記頂部とを連結する側面同士がなす角度は、0度以上90度以下であり、
前記凹部の前記底部と前記凸部の前記頂部との間の長さは、0.15mmよりも長い
ことを特徴とする樹脂成型品。
【請求項8】
前記凹部の幅は、0.15mm以上であることを特徴とする請求項1から7のいずれかに記載の樹脂成型品。
【請求項9】
表示マークが設けられる樹脂成型品であって、
樹脂成型品の第一表面に対して突出し、前記表示マークの輪郭を形成する凸部と、
前記凸部の内側に形成され、前記凸部の頂部から前記第一表面に向けて窪む凹部と
を備え、
前記凹部の底部と前記凸部の前記頂部との間の長さは、前記第一表面と前記凸部の前記頂部との間の長さよりも短い
ことを特徴とする樹脂成型品。
【請求項10】
前記凹部は、第一凹部及び前記第一凹部に隣接する第二凹部とを含み、前記第一凹部と前記第二凹部とは、縞状又は格子状に配置され、
前記第一凹部の前記底部と前記第二凹部の前記底部との間の長さは、0.1mmよりも長く1.0mm未満であることを特徴とする請求項9に記載の樹脂成型品。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成型品及び樹脂成型品の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
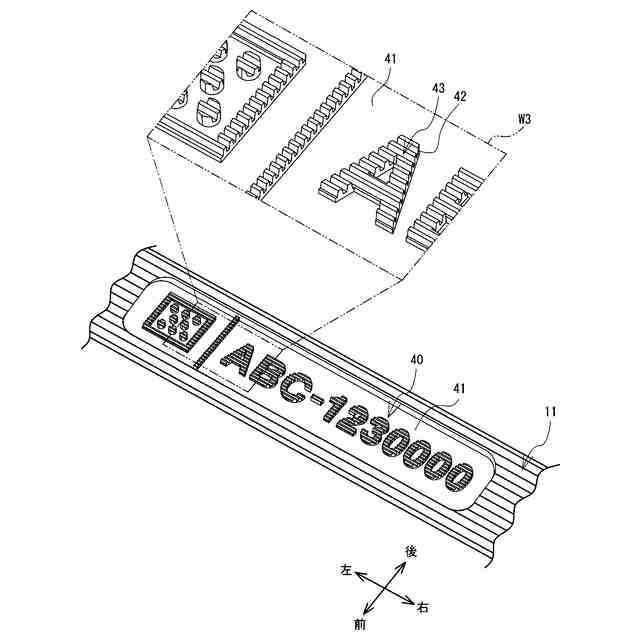
従来、ロゴマーク、製造ロットの判別、製品の取り扱いの注意喚起、製品仕様の判別等に用いる文字、図形等の各種の表示マークが刻印された樹脂成型品が知られている。特許文献1は、サイドウォール部の表面に表示マークを備える樹脂成型品である、空気入りタイヤを開示する。表示マークは、タイや成型金型に彫り込まれた凹凸部の形状がサイドウォールゴムに転写されることによって設けられる。表示マークは、第一凹部と、第一凹部内に形成される第一リッジ部と、第一凹部の輪郭に沿って配置される第二凹部と、第二凹部内に形成される第二リッジ部とを備える。表示マークは、第二リッジ部を、第一リッジ部よりも密に配置することで、第一凹部のハッチングのピッチと第二凹部のハッチングのピッチとを相違させ、表示マークの視認性の向上を図っている。
【先行技術文献】
【特許文献】
【0003】
特許第5708043号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
樹脂成型品に刻印する文字等が上記の表示マークに比べて小さい場合、文字等の輪郭領域のハッチングのピッチとは異なるピッチのハッチングの領域を、文字等の輪郭に沿って確保することが困難となり、上記の手法を用いることができないという問題がある。
【0005】
本発明は、刻印する文字等の輪郭に沿って特定の領域を設けることなく、刻印内容の視認性を向上できる樹脂成型品及び樹脂成型品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の第一態様に係る樹脂成型品は、表示マークが設けられる樹脂成型品であって、樹脂成型品の第一表面に対して窪み、前記表示マークの輪郭を形成する凹部と、前記凹部の内側に形成される凸部とを備え、前記凹部の深さ方向において、前記凹部の底部と前記凸部の頂部との間の長さは、前記底部と前記第一表面との間の長さよりも短く、前記第一表面の表面粗さは、前記凹部の前記底部及び前記凸部を含む第二表面の表面粗さよりも大きいことを特徴とする。
【0007】
樹脂成型品の第一表面には、表示マークの輪郭を形成する凹部が設けられる。凹部の内側には、凹部の底部と第一表面との間の長さよりも長さの短い凸部が設けられるので、凹部の内側には、凸部による影が生ずる。第一表面の表面粗さは、凹部の底部及び凸部を含む第二表面の粗さよりも大きい。このため、第一表面と第二表面との間に明暗の差が生ずる。したがって、本発明は、刻印する文字等の輪郭に沿って特定の領域を設けることなく、刻印内容の視認性を向上できる。
【0008】
本発明の第二態様に係る樹脂成型品は、表示マークが設けられる樹脂成型品であって、樹脂成型品の第一表面に対して窪み、前記表示マークの輪郭を形成する凹部と、前記凹部の内側に形成される凸部とを備え、前記凹部の深さ方向において、前記凹部の底部と前記凸部の頂部との間の長さは、前記底部と前記第一表面との間の長さよりも短く、前記凸部の前記頂部の幅は、0mm以上1.0mm未満であり、前記凸部を前記凹部の深さ方向に沿って切断した切断面において、前記凸部と前記頂部とを連結する側面同士がなす角度は、0度以上90度以下であり、前記凹部の前記底部と前記凸部の前記頂部との間の長さは、0.15mmよりも長いことを特徴とする。
【0009】
樹脂成型品の第一表面には、表示マークの輪郭を形成する凹部が設けられる。凹部の内側には、凹部の底部と第一表面との間の長さよりも長さの短い凸部が設けられるので、凹部の内側には、凸部による影が生ずる。凸部の頂部の幅、凸部の側面同士のなす角度、凹部の底部と凸部の頂部との間の長さのそれぞれが適正範囲にされることで、刻印内容の視認性が向上する。したがって、本発明は、刻印する文字等の輪郭に沿って特定の領域を設けることなく、刻印内容の視認性を向上できる。
【0010】
本発明の第三態様に係る樹脂成型品は、表示マークが設けられる樹脂成型品であって、樹脂成型品の第一表面に対して突出し、前記表示マークの輪郭を形成する凸部と、前記凸部の内側に形成され、前記凸部の頂部から前記第一表面に向けて窪む凹部とを備え、前記凹部の底部と前記凸部の前記頂部との間の長さは、前記第一表面と前記凸部の前記頂部との間の長さよりも短いことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
5か月前
東レ株式会社
溶融紡糸設備
10か月前
シーメット株式会社
光造形装置
4か月前
東レ株式会社
プリプレグテープ
7か月前
CKD株式会社
型用台車
4か月前
個人
射出ミキシングノズル
6か月前
グンゼ株式会社
ピン
4か月前
株式会社日本製鋼所
押出機
6か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
樹脂可塑化方法及び装置
3か月前
株式会社FTS
ロッド
3か月前
日機装株式会社
加圧システム
4日前
帝人株式会社
成形体の製造方法
9か月前
株式会社FTS
成形装置
4か月前
株式会社リコー
シート剥離装置
8か月前
東レ株式会社
一体化成形品の製造方法
8か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社シロハチ
真空チャンバ
6か月前
株式会社不二越
射出成形機
25日前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社不二越
射出成形機
20日前
株式会社不二越
射出成形機
19日前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社神戸製鋼所
混練機
2か月前
株式会社FTS
セパレータ
2か月前
東レ株式会社
炭素繊維シートの製造方法
10日前
株式会社リコー
画像形成システム
4か月前
株式会社日本製鋼所
押出成形装置
7か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
KTX株式会社
シェル型の作製方法
10か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
株式会社リコー
シート処理システム
8か月前
小林工業株式会社
振動溶着機
10か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
個人
ノズルおよび熱風溶接機
3か月前
日東工業株式会社
インサート成形機
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































