TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025067897
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2024179257
出願日
2024-10-11
発明の名称
付加製造プロセス
出願人
ゼネラル・エレクトリック・カンパニイ
代理人
弁理士法人太陽国際特許事務所
主分類
B22F
12/33 20210101AFI20250417BHJP(鋳造;粉末冶金)
要約
【課題】粉末ベッド溶融付加製造プロセスのためのビルドプラットフォーム形成方法。
【解決手段】本方法は、可融性粉末のベッドを照射し、ビルドプラットフォームの第1層を形成するために、第1エネルギレベルで高エネルギビームを向けることを含む。本方法はまた、ビルドプラットフォームの後続の初期層を形成することを含み、各後続層は、高エネルギビームを向けて可融性粉末の分配層を照射してビルドプラットフォームの後続の初期層のうちの1つを形成することによって形成される。高エネルギビームのエネルギレベルは、後続の初期層の連続する層の第1エネルギレベルから増加される。ビルドプラットフォームは、焼結度が下層から上層に向かって増加する焼結ビルドプラットフォームであってよい。
【選択図】図6A
特許請求の範囲
【請求項1】
粉末ベッド溶融付加製造プロセスのためのビルドプラットフォームを形成する方法であって、
ビルドチャンバ内のワークテーブル上に可融性粉末のベッドを提供し、
第1制御パターンで、高エネルギビームを向けて前記可融性粉末のベッドを照射し、前記ビルドプラットフォームの第1層を形成し、
前記高エネルギビームは、前記ビルドプラットフォームの前記第1層を形成するために第1エネルギレベルで動作され、
前記ビルドプラットフォームの後続の初期層を形成し、
後続の各層は、
前記ワークテーブルを所定の距離だけ下げ、
前記ワークテーブル上に前記可融性粉末の層を分配し、
第2制御パターンで、前記高エネルギビームを向けて前記可融性粉末の分配層を照射し、前記ビルドプラットフォームの前記後続の初期層のうちの1つを形成する、
ことによって形成され、
前記高エネルギビームは、前記後続の初期層の連続する層について、前記第1エネルギレベルから増加される第2エネルギレベルで動作される、
ビルドプラットフォーム形成方法。
続きを表示(約 1,100 文字)
【請求項2】
前記高エネルギビームのエネルギレベルを制御して、前記可融性粉末を徐々に焼結し、焼結ビルドプラットフォームを形成する、
ことをさらに含む、請求項1に記載のビルドプラットフォーム形成方法。
【請求項3】
前記可融性粉末が可融性金属粉末である、
請求項1に記載のビルドプラットフォーム形成方法。
【請求項4】
前記後続の初期層は、後続の初期層の複数のセットを含み、
前記高エネルギビームのエネルギレベルは、前記後続の初期層のセットの連続するセットの各々ごとに漸増的に増加される、
請求項1に記載のビルドプラットフォーム形成方法。
【請求項5】
前記可融性粉末は溶融温度を有し、
前記高エネルギビームのエネルギレベルは、前記第1エネルギレベルから最大焼結ビルドプラットフォームエネルギレベルまで漸増的に増加され、
前記最大焼結ビルドプラットフォームエネルギレベルが前記可融性粉末の前記溶融温度未満の温度に前記可融性粉末を維持するエネルギレベルである、
請求項1に記載のビルドプラットフォーム形成方法。
【請求項6】
前記高エネルギビームのエネルギレベルは、前記後続の初期層の連続する層ごとに漸増的にに増加される、
請求項1に記載のビルドプラットフォーム形成方法。
【請求項7】
前記高エネルギビームがビームパワーを有し、
前記高エネルギビームのエネルギレベルが、前記ビームパワーを制御することによって制御される、
請求項1に記載のビルドプラットフォーム形成方法。
【請求項8】
前記高エネルギビームを向けて、前記ビルドプラットフォームの前記第1層及び前記後続の初期層を形成することは、走査速度で前記高エネルギビームを走査することを含み、
前記高エネルギビームのエネルギレベルは前記走査速度を制御することによって制御される、
請求項1に記載のビルドプラットフォーム形成方法。
【請求項9】
前記高エネルギビームがスポット直径を有し、
前記高エネルギビームのエネルギレベルは、前記高エネルギビームの前記スポット直径を制御することによって制御される、
請求項1に記載のビルドプラットフォーム形成方法。
【請求項10】
前記高エネルギビームのエネルギレベルは、リピートの数を制御することによって制御される、
請求項1に記載のビルドプラットフォーム形成方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、付加製造、特に粉末ベッド溶融付加製造プロセスに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
付加製造は、時には3D印刷とも呼ばれ、オブジェクトを一度に1つのレイヤにビルドすることによってオブジェクト(3次元オブジェクト)を作成するプロセスである。粉末ベッド溶融(PBF)は、付加製造方法(3D印刷方法)の一種である。一般に、粉末ベッド溶融は、レーザビームまたは電子ビームなどのエネルギ源を適用して、ビルドプレート上の粉末材料を一緒に溶融することによって機能する。リコータは粉末の薄層をビルド面(粉末ベッド)にわたって広げ、エネルギ源はその層に必要とされる材料を選択的に溶融し、次いで、ビルドプレートは次の層のために下降する。
【発明の概要】
【課題を解決するための手段】
【0003】
本開示の一態様は、粉末ベッド溶融付加製造プロセスのためのビルドプラットフォームを形成する方法であって、ビルドチャンバ内のワークテーブル上に可融性粉末のベッドを提供し、第1制御パターンで、高エネルギビームを向けて前記可融性粉末のベッドを照射し、前記ビルドプラットフォームの第1層を形成し、前記高エネルギビームは、前記ビルドプラットフォームの前記第1層を形成するために第1エネルギレベルで動作され、前記ビルドプラットフォームの後続の初期層を形成し、後続の各層は、前記ワークテーブルを所定の距離だけ下げ、前記ワークテーブル上に前記可融性粉末の層を分配し、第2制御パターンで、前記高エネルギビームを向けて前記可融性粉末の分配層を照射し、前記ビルドプラットフォームの前記後続の初期層のうちの1つを形成する、ことによって形成され、前記高エネルギビームは、前記後続の初期層の連続する層について、前記第1エネルギレベルから増加される第2エネルギレベルで動作される。
【図面の簡単な説明】
【0004】
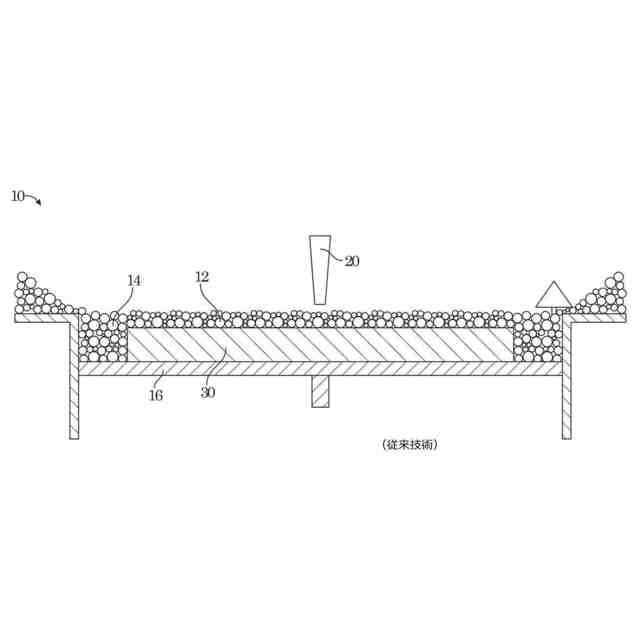
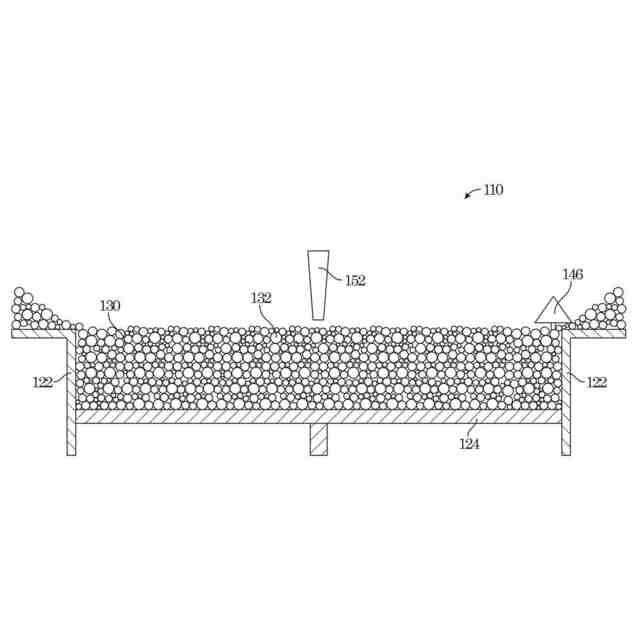
粉末ベッド溶融付加製造プロセスを開始するためのビルドタンクの従来の構成を示す。
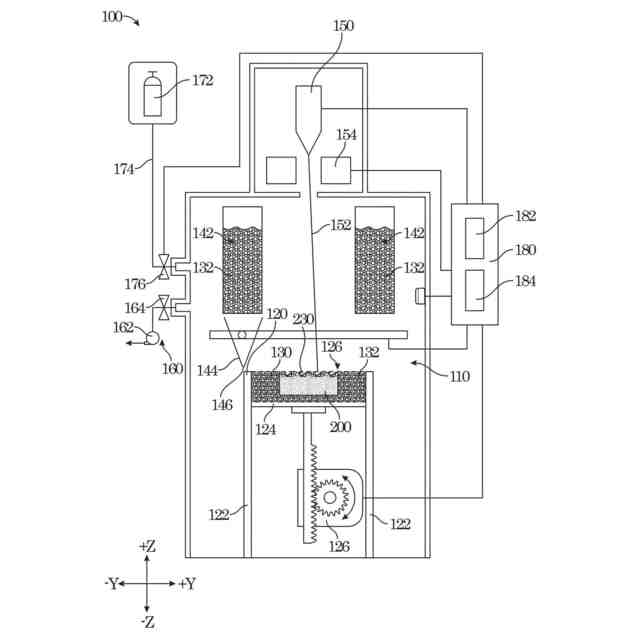
粉末ベッド溶融付加製造機の概略図である。
粉末ベッド溶融付加製造プロセスを開始するための、図2に示す粉末ベッド溶融付加製造機のビルドチャンバの一部の概略断面図である。
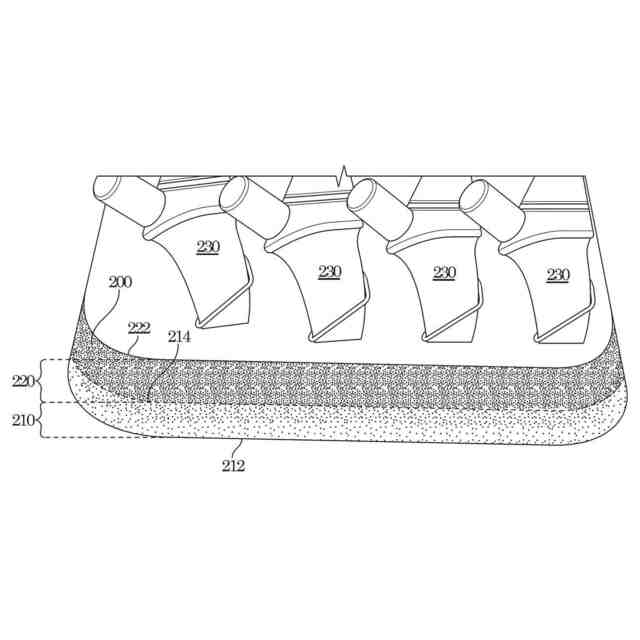
粉末ベッド溶融付加製造プロセスを用いたビルドの完了時に、その上に形成された部分を有する焼結ビルドプラットフォームを示す。
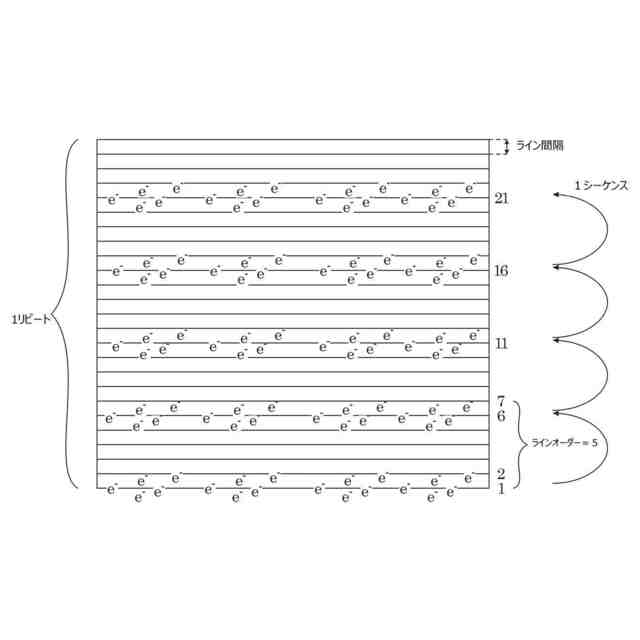
粉末ベッド溶融付加製造プロセスで使用される高エネルギビームに使用され得る制御パターンを示す。
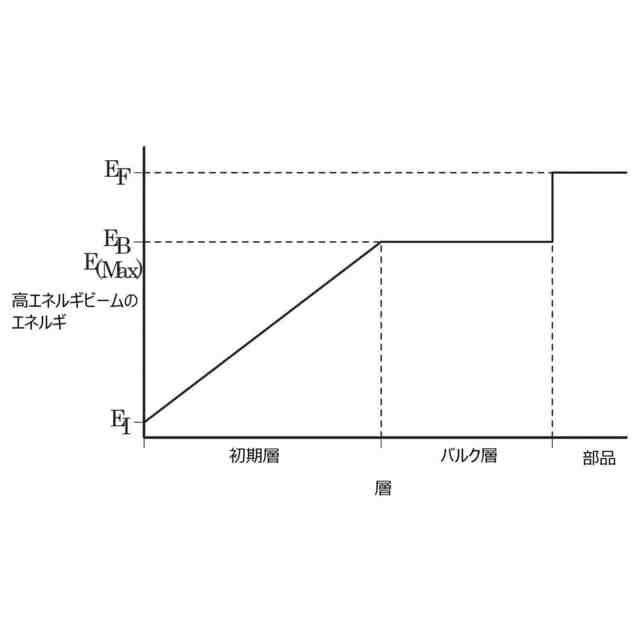
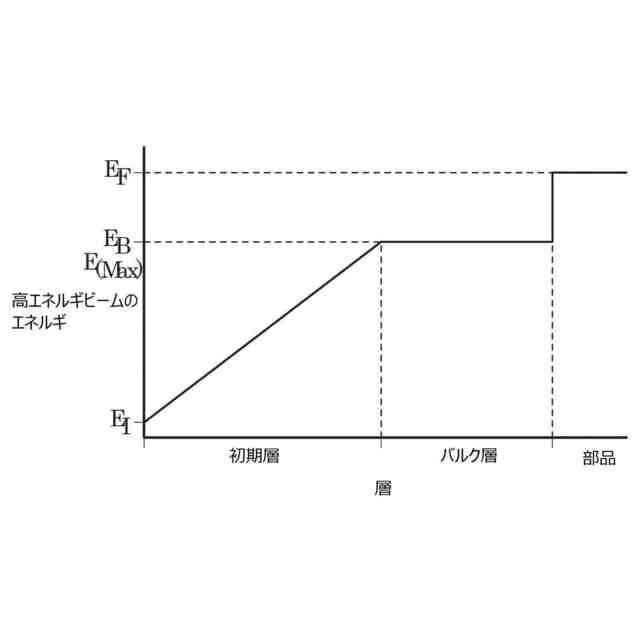
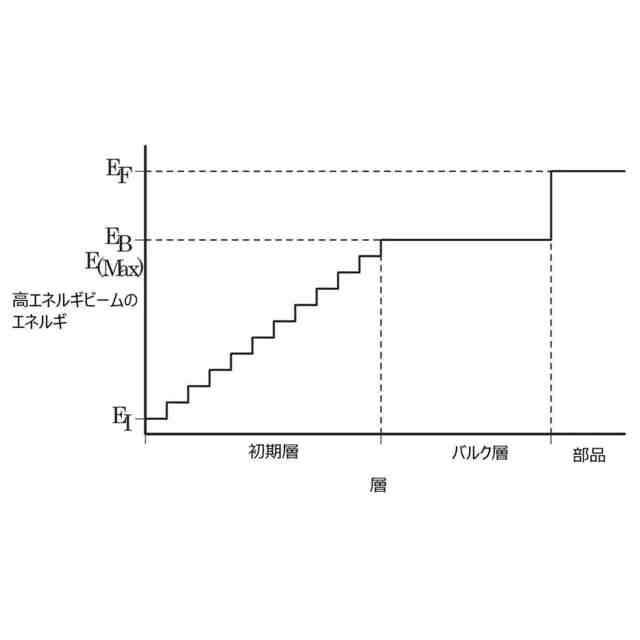
図4に示す焼結ビルドプラットフォームの複数の層を形成する際の高エネルギビームのエネルギレベルを示すグラフであり、第1エネルギ制御手法を示す。
図4に示す焼結ビルドプラットフォームの複数の層を形成する際の高エネルギビームのエネルギレベルを示すグラフであり、第2エネルギ制御手法を示す。
【発明を実施するための形態】
【0005】
本開示の特徴及び利点は添付の図面に示されるように、様々な例示的な態様の以下の説明から明らかであり、同様の参照番号は、概して、同一、機能的に類似、及び/または構造的に類似の要素を示す。
【0006】
本開示の特徴、利点、及び態様は、以下の詳細な説明、図面、及び特許請求の範囲を考慮して記載または明らかにされる。さらに、以下の詳細な説明は例示的なものであり、特許請求される本開示の範囲を限定することなく、さらなる説明を提供することが意図される。
【0007】
様々な態様が、以下で詳細に説明される。特定の態様が論じられるが、これは例示の目的のためにのみ行われる。当業者は、本開示の趣旨及び範囲から逸脱することなく、他の構成要素及び構成が使用され得ることを認識するであろう。
【0008】
「結合された」、「固定された」、「取り付けられた」、「接続された」などの用語は本明細書で別段の指定がない限り、1つまたは複数の中間構成要素または特徴を介した、直接的な結合、固定、取り付け、または接続、ならびに間接的な結合、固定、取り付け、または接続の両方を指す。
【0009】
単数形「1つの」などは文脈が明らかに別段の指示をしない限り、複数の参照を含む。
【0010】
ここで、ならびに、本明細書及び特許請求の範囲を通して、範囲の限定は組み合わされ、交換される。そのような範囲は文脈または表現が別段の指示をしない限り、識別され、その中に含まれるすべての部分範囲を含む。例えば、本明細書に開示されるすべての範囲は終点を含み、終点は、互いに独立して組み合わせ可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
10日前
三菱電機株式会社
三次元造形装置
3か月前
株式会社 寿原テクノス
金型装置
3か月前
株式会社エスアールシー
インゴット
3か月前
株式会社プロテリアル
合金粉末の製造方法
29日前
株式会社キャステム
鋳造品の製造方法
14日前
芝浦機械株式会社
成形機
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
個人
透かし模様付き金属板の製造方法
3か月前
芝浦機械株式会社
成形機
2か月前
株式会社浅沼技研
半溶融金属の成形方法
4か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
2か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社浅沼技研
鋳型及びその製造方法
2か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
新東工業株式会社
粉末除去装置
4か月前
株式会社神戸製鋼所
炭素-銅含有粉末
今日
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
16日前
デザインパーツ株式会社
冷却装置及び冷却方法
2か月前
日立Astemo株式会社
成形装置
1か月前
ポーライト株式会社
焼結部品の製造方法
3か月前
セイコーエプソン株式会社
製造方法
7日前
トヨタ自動車株式会社
焼結部材及びその製造方法
16日前
山陽特殊製鋼株式会社
取鍋
3か月前
株式会社神戸製鋼所
鋼の製造方法
2か月前
株式会社荏原製作所
造形ノズル
3か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
7日前
黒崎播磨株式会社
浸漬ノズル
3か月前
東京窯業株式会社
上ノズル上プレート一体物
3か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
1か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
1か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
2か月前
日本製鉄株式会社
鋳片の連続鋳造方法
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































